Анодирование это что: Что такое анодирование алюминия – процесс и технология цветной анодировки
Содержание
Зачем нужно анодирование
Что такое анодирование и зачем оно нужно?
- Суть явления
- Зачем это нужно
- Особености ухода
Вы, возможно, обращали внимание, что на дорогих велосипедах некоторые запчасти и компоненты не покрашены и не отполированы, а как будто покрыты каким-то исключительно гладким и красивым материалом. Обычно это ноги вилки и шток амортизатора, но зачастую встречаются и другие детали, начиная от крупных, типа руля или ободьев, заканчивая всякой мелочью, типа крутилок настройки и колпачков. Так вот, это необычное покрытие и называется анодированием. И несет в себе оно сразу несколько полезных функций.
Суть явления
Не будем здесь вдаваться в лютую физику и прочие инженерные дебри. Поэтому опишем коротко и понятно. Говорим об анодировании, особенно в велосипедной теме, — скорее всего подразумеваем, что наша деталь сделана из алюминия. Этот процесс применяется и к другим металлам, но в процентном соотношении безоговорочный лидер именно алюминий.
Итак, анодирование — это процесс, при котором деталь погружают в ванну с электролитическим раствором. В этой же ванне установлены катоды. Когда электрический ток проходит через раствор кислоты на катоде выделяется водород, а на аноде – кислород. Благодаря этому на поверхности детали образуется оксидный слой, который защищает ее от зла и добавляет целую пачку полезных свойств. Поскольку деталь является «анодом» в этом электролитическом процессе, то весь процесс и называют «анодированием».
Методов анодирования и составов растворов довольно много. В зависимости от химического состава используемого раствора и дополнительных добавок варьируется цвет покрытия готовой детали. Как правило, это разнообразные оттенки желтого, оранжевого или коричневого цветов, а также черный. Однако существуют специальные красители для анодирования, которые позволяют получить на выходе почти любой цвет.
Зачем это нужно
Это все ясно, но зачем же это все нужно в велоиндустрии? Как только цена велосипеда взлетает вверх использовать в нем сталь становится малость не комильфо. Поэтому используют алюминий и различные легкие композитные материалы. Алюминий при малом весе обладает хорошей прочностью и поэтому плотно прижился в велосипедном мире. Ну а вслед за алюминием в этот мир пришли и методы его обработки.
Поэтому используют алюминий и различные легкие композитные материалы. Алюминий при малом весе обладает хорошей прочностью и поэтому плотно прижился в велосипедном мире. Ну а вслед за алюминием в этот мир пришли и методы его обработки.
Можно выделить три взаимодополняющих назначения анодирования в велотеме.
- Защита от коррозии.
Любому будет неприятно, если ваша любимая деталь вдруг покроется противными пятнами и со временем просто-напросто сгниет. Анодирование, пока оно цело, отлично защищает детали от этой напасти. Главное не забывайте следить. К тому же, в случае таких важных деталей как ноги вилки и шток амортизатора повреждение анодирования повлечет за собой помимо коррозии, окисления и некрасивого вида массу неприятностей, таких как, например, протекание масла через образовавшуюся щель.
- Антифрикционные свойства анодированного покрытия.
Если речь идет не о руле или звездах, а о ногах вилки на первый план выходят именно эти свойства анодирования. Оно служит для уменьшения трения между ногами и направляющими внутри штанов (башингами). Особенно важен параметр называемый страгивание — старт движения ног из состояния покоя. Чем более оптимальным он является, тем более плавно и без рывков работает ваша вилка. Вот здесь раскрывается огромное поле для здоровой конкуренции и разнообразных экспериментов с составами и методами анодирования. Причем иногда даже в рамках одной компании. Так, например, амортизаторы и вилки от Fox имеют две версии, Performance и Factory, одна из которых имеет более простое анодирование, а вторая более сложное, названное Kashima. Надо ли говорить, что цены и характеристики заметно различаются. Вообще с преимуществами покрытия моделей вилок разных производителей можно ознакомиться прямо на их официальных сайтах.
Оно служит для уменьшения трения между ногами и направляющими внутри штанов (башингами). Особенно важен параметр называемый страгивание — старт движения ног из состояния покоя. Чем более оптимальным он является, тем более плавно и без рывков работает ваша вилка. Вот здесь раскрывается огромное поле для здоровой конкуренции и разнообразных экспериментов с составами и методами анодирования. Причем иногда даже в рамках одной компании. Так, например, амортизаторы и вилки от Fox имеют две версии, Performance и Factory, одна из которых имеет более простое анодирование, а вторая более сложное, названное Kashima. Надо ли говорить, что цены и характеристики заметно различаются. Вообще с преимуществами покрытия моделей вилок разных производителей можно ознакомиться прямо на их официальных сайтах.
Ну и, разумеется, определенное значение имеет эстетический момент. Анодированные детали отличаются внешне от крашеных. Для тех, кому важны внешний вид и цветовая гамма байка рынок предлагает огромный ассортимент разноцветных анодированных деталей, начиная от выносов и педалей, заканчивая бонками и колпачками на камеры. В эту же категорию можно включить бесцветные покрытия, которые дают интерференционные эффекты при отражении света. Обладая светоотражающим эффектом такое покрытие способствует лучшей заметности велосипедиста в ночное время.
В эту же категорию можно включить бесцветные покрытия, которые дают интерференционные эффекты при отражении света. Обладая светоотражающим эффектом такое покрытие способствует лучшей заметности велосипедиста в ночное время.
Особенности ухода за анодированным покрытием
Речь пойдет о вилках и амортизаторах. Царапина или потертость на анодированном руле скорее всего ничего кроме проблем с эстетикой не сулит. А вот с подвижными ногами все намного сложнее и драматичнее. Начнем с того, что даже маленькая царапина на ноге может повлечь огромные проблемы, особенно если расположена в наиболее подвижной части ноги. Поэтому, в идеале надо стараться вообще не допускать царапин и потертостей на ногах.
Если злой рок все-таки оказался неизбежен, то постарайтесь аккуратно наждачкой-нулевкой убрать все образовавшиеся заусенцы. Иначе они будут царапать башинг и пыльники, а те в отместку будут развивать объем царапины, и придет все к тому, что образуется цель такого диаметра, что из нее начнет со свистом вытекать масло.
В случае, если царапина или потертость прям масштабная и неумолимая, несите в ремонт. Там применят сильное колдовство, начиная от лака для ногтей и заканчивая восстановлением покрытия. В таком случае вам повезло, но так бывает не всегда. Возможно все очень плохо и ремонту не подлежит вообще. Тут выход один — донорство. Причем в обе стороны.
Старайтесь следить за состоянием пыльников и башингов, потому что, будучи забиты песком, они имеют неприятную особенность начинать обирать ноги. А также следите за тем, чтобы вилка не работала на сухую. Чревато теми же проблемами.
Резюме
Если вы гордый обладатель спортивного горного велосипеда, скорее всего на нем установлена вилка, имеющая ноги с анодированным покрытием. Это хорошо, она легкая, долговечная и отзывчивая в работе. Следите за ней, вовремя меняйте масло, не кладите велосипед на ноги, проверяйте башинги и по возможности делайте регулярное ТО, особенно после эксплуатации велосипеда в жестких условиях с обилием грязи и пыли. И тогда ваш велосипед принесет вам много положительных эмоций.
И тогда ваш велосипед принесет вам много положительных эмоций.
Анодирование алюминия
Термины и понятия
Сначала о терминологии
Для краткости будем применять вместо «гостовских» эквивалентных наименований «анодное окисление» и «анодное оксидирование» более короткий, но с тем же смыслом, термин «анодирование», а вместо «гостовского» «анодно-окисное покрытие» – более простое и популярное «анодное покрытие».
Что такое анодирование
Анодирование – это метод повышения коррозионной стойкости металлического изделия путем формирования слоя оксида на его поверхности. Изделие, которое обрабатывается, является в этом электролитическом процессе анодом. Анодирование повышает стойкость поверхности изделия к коррозии и износу, а также обеспечивает более высокую адгезию для красок и клеящих веществ, чем просто «голый» алюминий.
Анодные покрытия могут также применяться как декоративные покрытия или в виде пористого покрытия, которое может впитывать различные красители, или в виде прозрачных покрытий, которые дают интерференционные эффекты при отражении света. Такие интерференционные покрытия применяют, например, на велосипедах или одежде велосипедистов, чтобы их можно было хорошо видеть ночью.
Такие интерференционные покрытия применяют, например, на велосипедах или одежде велосипедистов, чтобы их можно было хорошо видеть ночью.
Как происходит анодирование
Процесс создания этого защитного оксидного покрытия происходит электролитически. Металлическое изделие, на котором нужно получить анодное покрытие (обычно алюминий) погружают в ванну с электролитическим раствором. В этой же ванне установлены катоды, обычно вдоль бортов ванны. Когда электрический ток проходит через раствор кислоты на катоде выделяется водород, а на аноде – кислород. Это приводит к тому, что на аноде – алюминиевом изделии – начинает расти оксидная пленка.
В зависимости от назначения анодного покрытия и применяемого процесса анодирования можно получать анодное покрытие с различными характеристиками. Анодное покрытие, которое может вырастать на алюминиевом изделии, способно иметь толщину в 100 раз больше, чем оксидное покрытие, которое образуется на алюминии естественным путем.
Поскольку металлическое изделие является «анодом» в этом электролитическом процессе, то весь этот процесс называют «анодированием».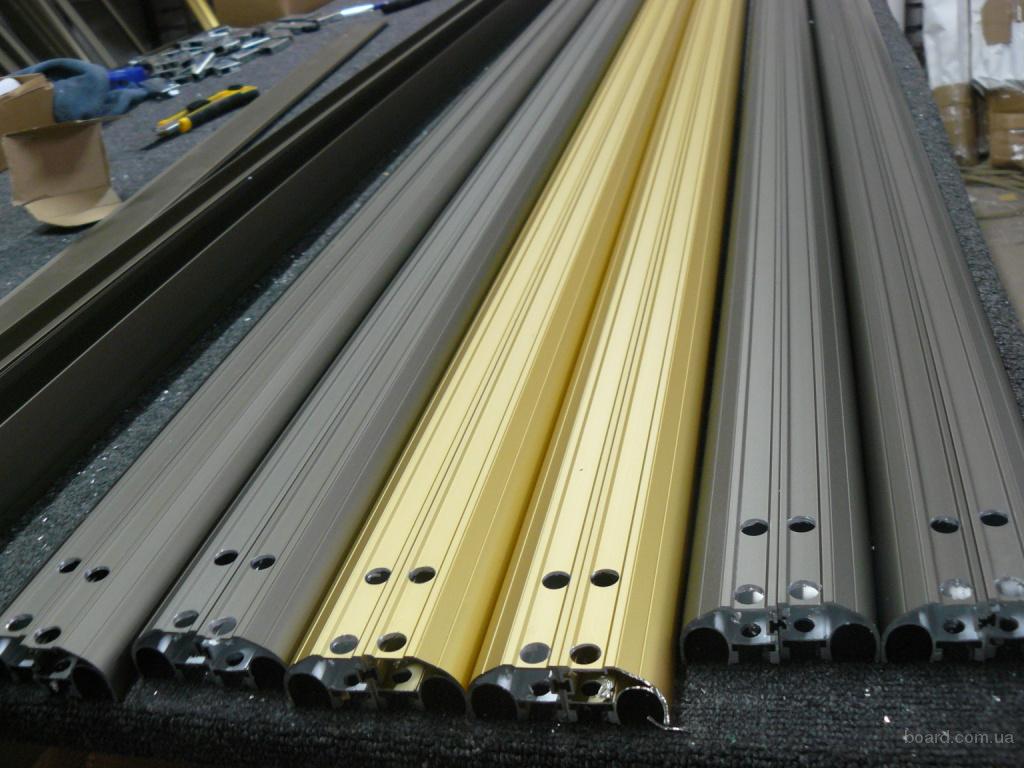
Анодирование металлов
Хотя на различных металлах, включая титан, гафний, цинк и магний, также могут формироваться анодное покрытие, обычно под анодированием подразумевают анодирование алюминия и его сплавов.
Зачем анодировать алюминий?
Популярность алюминия во многом связана с его хорошей естественной коррозионной стойкостью. Она достигается из-за высокого химического сродства алюминия к кислороду, то есть их большого взаимного стремления вступать друг с другом в реакцию с образованием оксида алюминия. Эта очень тонкая оксидная пленка мгновенно покрывает любую свежую поверхность алюминия сразу после ее контакта с воздухом. Однако в некоторых случаях необходимо иметь более высокую степень защиты (коррозионной или химической), модифицировать внешний вид поверхности (цвет, текстуру и т.п.) или создать заданные физические свойства поверхности (повышенная твердость, износостойкость или адгезия). В таких случаях прибегают к анодированию алюминия и алюминиевых сплавов.
Рисунок 1 – Схема процесса анодирования
Виды анодирования
Организация QUALANOD подразделяет анодирование алюминия на четыре основных типа с различными требованиями к их характеристикам и свойствам:
- архитектурное (строительное) анодирование
- декоративное анодирование
- промышленное анодирование
- твердое анодирование.
Анодные покрытия подразделяется на классы по их толщине:
- минимально допустимая средняя толщина и
- минимально допустимая локальная толщина.
Например, класс АА20 означает, что средняя толщина покрытия должна быть не менее 20 микрометров. Минимальная локальная толщина покрытия обычно должна быть не менее 80 % от минимальной средней толщины. Для класса АА20 это составляет 16 мкм.
Архитектурное анодирование
Это анодирование для производства архитектурной отделки изделий, которые постоянно находятся в наружных условиях и в стационарном состоянии. Самыми важными характеристиками анодированного изделия считается внешний вид и длительный срок службы.
Для анодированного алюминия степень защиты от точечной (питтинговой) коррозии алюминия возрастает с увеличением толщины анодного покрытия. Следовательно, срок службы архитектурного или строительного элементы в значительной степени от толщины анодного покрытия. Однако для получения более толстого анодного покрытия требуется значительно большие затраты электрической энергии. Поэтому так называемое «переанодирование» не рекомендуется.
Архитектурное анодирование имеет следующие классы:
- АА10
- АА15
- АА20
- АА25
Выбор толщины анодного покрытия для наружных алюминиевых конструкций зависит от агрессивности атмосферы и обычно устанавливается в национальных нормах. Кроме того, применение некоторых красящих составов требует класса толщины 20 мкм или выше. Это нужно для достижения хорошего заполнения пор красителем и повышенной стойкости окрашенного покрытия к солнечному свету.
Декоративное
Этот тип анодирования алюминия предназначен для производства декоративной отделки изделий. Главным критерием качества является однородный или эстетически привлекательный внешний вид.
Главным критерием качества является однородный или эстетически привлекательный внешний вид.
Декоративное анодирование имеет следующие стандартные классы толщины:
- АА03
- АА05
- АА10
- АА15
Промышленное и твердое
Промышленное анодирование алюминия применяют для производства функциональной отделки поверхности изделий, когда внешний вид является второстепенной характеристикой. Целью твердого анодирования является получение покрытие с высокой износостойкостью или высокой микротвердостью.
Очень часто, например, в автомобилестроении или медицинском оборудовании, внешний вид изделия не имеет значения, но наиболее важной характеристикой является стойкость к износу и/или способность подвергаться эффективной чистке и иметь высокие гигиенические требования. В таких случаях именно эти свойства анодированного алюминия являются главными.
Если главным свойством является высокая износостойкость, применяют особый вид анодирования – твердое анодирование. Оно производится при пониженных, часто отрицательных, температурах электролита
Оно производится при пониженных, часто отрицательных, температурах электролита
Толщина промышленного и твердого анодного покрытия обычно составляет от 15 до 150 мкм. Резьбы и шлицы могут иметь покрытие до 25 мкм. Для получения высокой электрической изоляции часто требуется толщина анодного покрытия от 15 до 80 мкм. Покрытия толщиной 150 мкм применяют для ремонта деталей.
Технология
Электрохимия
Анодирование алюминия относится к электрохимическим процессам формирования стабильных оксидных покрытий (пленок) на поверхности металлов. Анодирование алюминия и алюминиевых сплавов может происходить с участием разнообразных электролитов с применением источников прямого или переменного тока или их комбинаций. При этом алюминиевое изделие (далее для определенности – профиль) всегда является анодом, то есть его подключают к положительному полюсу источника тока, а другой подходящий металл или сплав – катодом и его подключают к отрицательному полюсу (рисунок 1).
Анодные покрытия различают по типам электролитов, которые применяют при их получении. Покрытия бывают пористыми, например, в фосфорном и сернокислом электролитах, а также так называемыми «барьерными» – совсем без пор. Барьерные анодные покрытия обладают высоким электрическим сопротивлением и их применяют, например, при изготовлении электрических конденсаторов.
Покрытия бывают пористыми, например, в фосфорном и сернокислом электролитах, а также так называемыми «барьерными» – совсем без пор. Барьерные анодные покрытия обладают высоким электрическим сопротивлением и их применяют, например, при изготовлении электрических конденсаторов.
Сернокислое анодирование
Обычным, наиболее популярным и широко применяемым для алюминиевых профилей в строительных конструкциях является сернокислое анодирование алюминия. Этот вид анодирования отличается высокой технологичностью и позволяет получать покрытия в широком интервале толщин. Сернокислое анодное покрытие применяют как без дополнительного окрашивания – его называют бесцветным, так и с последующим окрашиванием по одному из нескольких известных способов – его называют цветным анодированием. Заключительной операцией обычно всегда является операция наполнения (или уплотнения) пор.
Анодирование или окраска алюминия
Сернокислое анодное покрытие образуется в результате «реакции» алюминия с ионами раствора серной кислоты. Оно занимает больший объем, чем исходный алюминий и поэтому в результате анодирования происходит увеличение толщины изделия. При сернокислом анодировании это увеличение составляет приблизительно одну треть от общей толщины покрытия. В этом заключается коренное отличие анодного покрытия от, например, порошкового (рисунок 2):
Оно занимает больший объем, чем исходный алюминий и поэтому в результате анодирования происходит увеличение толщины изделия. При сернокислом анодировании это увеличение составляет приблизительно одну треть от общей толщины покрытия. В этом заключается коренное отличие анодного покрытия от, например, порошкового (рисунок 2):
- анодное покрытие формируется из поверхностного слоя алюминия,
- порошковое покрытие – на поверхности алюминия.
Рисунок 2 – Изменение толщины изделия при анодировании и
порошковом окрашивании
Способы анодирования алюминия
Конкретный способ анодирования зависит от вида изделия. Например, небольшие изделия или детали, могут анодировать «насыпью» в барабанах или корзинах. Профили длиной до 7 м, иногда до 10 м, анодируют на специальных навесках. Эти навески обычно представляют собой несколько токопроводящих стержней, рамок или каркасов, к которым прочно и достаточно жестко крепятся профили (см. рисунок 1). Прочное крепление профилей необходимо как для того, чтобы они, не свалились с навесок и прошли все циклы «окунания» и «полоскания» в ваннах, в том числе при интенсивном перемешивании растворов и промывочных вод (барботировании)/ Кроме того, что еще важнее, прочное крепление изделий к навескам должно обеспечивать постоянный и надежный электрический контакт профилей с положительным полюсом источника тока непосредственно в процессе анодирования.
рисунок 1). Прочное крепление профилей необходимо как для того, чтобы они, не свалились с навесок и прошли все циклы «окунания» и «полоскания» в ваннах, в том числе при интенсивном перемешивании растворов и промывочных вод (барботировании)/ Кроме того, что еще важнее, прочное крепление изделий к навескам должно обеспечивать постоянный и надежный электрический контакт профилей с положительным полюсом источника тока непосредственно в процессе анодирования.
Подготовка поверхности алюминия
Типичная линия анодирования алюминиевых профилей показана на рисунке 3.
На линию анодирования алюминиевые профили подают или прямо после прессования, или после предварительной механической подготовки поверхности (обработки стальными щетками, обработки дробью, полирования, шлифования и т.п.).
- Первой операцией процесса анодирования является навешивание профилей на навески. Навеска с алюминиевыми профилями обычно сначала проходит щелочное обезжиривание, а затем щелочное травление для удаления с поверхности профилей различных загрязнений: масел, твердых частиц и оксидной пленки.

- После щелочного травления проводят обработку навески в ванне осветления (desmutting), чаще всего – сернокислой (80-100 г/л), для удаления с поверхности темных продуктов щелочного травления.
- Обработка в ваннах с рабочими растворами сопровождается тщательной промывкой изделий в воде, последняя промывка перед анодированием – в деминерализованной. После этого изделие, в принципе, готово к анодированию.

Рисунок 3 – Типичная линия ванн для анодирования алюминиевых профилей [1]
Матовое анодирование
При особых требованиях к анодированной поверхности проводят дополнительную обработку поверхности профилей: матовое травление, а также химическое или электрохимическое осветление. Матовое травление обычно проводят в щелочных ваннах специального химического состава. При этом поверхностный слой алюминия заданной толщины удаляется вместе с различными поверхностными дефектами, а поверхность становится матовой (рисунок 4).
Рисунок 4- Матовая и блестящая поверхность анодированного алюминия [3]
Матовая поверхность максимально рассеивает свет и делает «невидимыми» оставшиеся дефекты поверхности. Если готовая продукция должна иметь блестящую или зеркальную поверхность, то перед анодированием изделия подвергают химическому или электрохимическому осветлению. При этой процедуре с поверхности изделия удаляется алюминий и образуется очень гладкая поверхность с очень большой отражательной способностью.
Если готовая продукция должна иметь блестящую или зеркальную поверхность, то перед анодированием изделия подвергают химическому или электрохимическому осветлению. При этой процедуре с поверхности изделия удаляется алюминий и образуется очень гладкая поверхность с очень большой отражательной способностью.
Наполнение анодного покрытия
После анодирования профили или отправляют дальше по линии на окрашивание, или сразу направляют на наполнение пор, если это бесцветное анодирование. Операцию наполнения (или уплотнения) после бесцветного анодирования или цветного анодирования проводят затем, чтобы «закрыть», «закупорить» поры анодного покрытия. Эта операция является очень важной для обеспечения длительного сохранения внешнего вида анодированного изделия. После операции наполнения изделия при необходимости подвергают сушке, снимают с навесок и отправляют на приемку и упаковку.
Рисунок 5 – Гидротермическое наполнение анодного покрытия [2]
Контроль качества
Контроль толщины анодного покрытия
Обычно для приемо-сдаточного контроля качества анодированных алюминиевых профилей достаточно контроля внешнего вида, толщины анодного покрытия и качества наполнения. Толщина покрытия является одним из самых важных параметров и есть много методов ее измерения. Обычно толщину покрытия измеряют прибором, работающим на принципе вихревых токов. В спорных случаях применяют металлографические исследования поперечного сечения изделия.
Толщина покрытия является одним из самых важных параметров и есть много методов ее измерения. Обычно толщину покрытия измеряют прибором, работающим на принципе вихревых токов. В спорных случаях применяют металлографические исследования поперечного сечения изделия.
Контроль наполнения анодного покрытия
Метод капли
Для быстрого контроля качества наполнения часто применяют один из вариантов так называемого «метода капли». В качестве контрольного или арбитражного испытания применяют методы потери массы образцов изделий.
Сущность неразрушающего «метода капли» заключается в оценке степени поглощения красителей анодированной поверхностью после того, как она была обработана соответствующим химическим реагентом. Различные варианты метода капли с предварительной кислотной обработкой поверхности устанавливают стандарты ISO 2143:2010 (он же – EN ISO 2143:2010 и он же – бывший EN 12373-4) и ГОСТ 9.302-88.
Метод капли по ISO 2143:2010
Стандарт Qualonod [1] считает приемлемым степени (рейтинга) интенсивности пятна не ниже 2 (рисунок 6).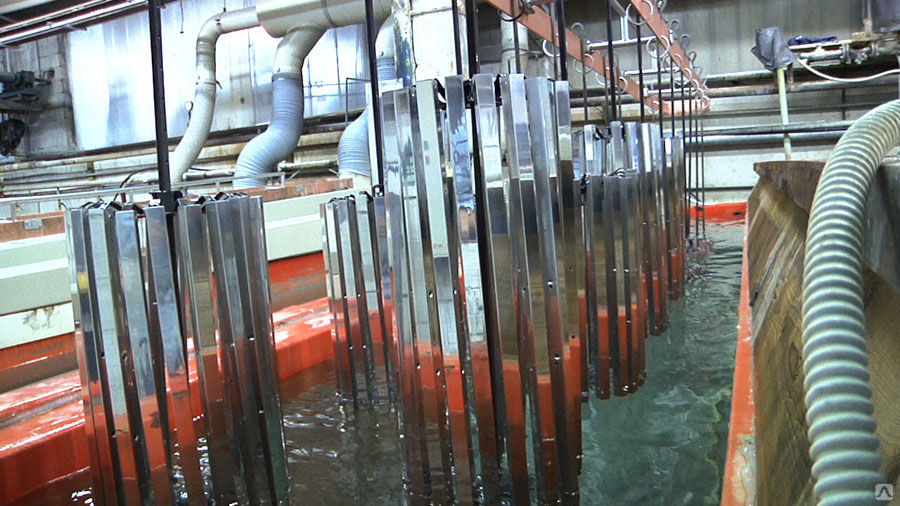 Если рейтинг составляет 2, то стандарт требует выполнить испытания на потерю массы или выполнить повторное наполнение.
Если рейтинг составляет 2, то стандарт требует выполнить испытания на потерю массы или выполнить повторное наполнение.
Рисунок 6 – Критерии качества наполнения по методу капли согласно ISO 2143:2010
Метод капли по ГОСТ 9.031-74
Вариант метода капли без предварительной кислотной обработки c двумя вариантами материала капли – красителя или масла – дает ГОСТ 9.031-74.
Метод потери массы
Испытание на потерю массы основано на установленном факте, что не наполненное или недостаточно наполненное анодное покрытие быстро растворяется в кислотной среде, тогда как хорошо наполненное покрытие выдерживает длительное погружение без заметного воздействия на него. Варианты метода изложены в стандартах ISO 3210:2010 (он же – EN ISO 3210:2010 и он же – бывший EN 12373-7), а также ГОСТ 9.302-88 и ГОСТ 9.031-74.
Источники:
- Стандарт Qualanod (01.01.2018)
- TALAT 5203.
- Tom Hauge, Hydro Aluminium, IHAA Symposium, 2014, New York.
Что такое анодирование? — Стратегии дизайна
Админ
Коммерческое строительство, Экстерьер, Металл
Админ
Коммерческое строительство, Фасад, Металл
Что такое анодирование?
Анодирование — это электрохимический процесс, который превращает металлическую поверхность в декоративное, прочное, коррозионно-стойкое покрытие из анодированного оксида. Алюминий идеально подходит для анодирования, хотя другие цветные металлы, такие как магний и титан, также могут быть анодированы.
Структура анодного оксида происходит от алюминиевой подложки и полностью состоит из оксида алюминия. Этот оксид алюминия не наносится на поверхность, как краска или гальваническое покрытие, а полностью интегрируется с основной алюминиевой подложкой, поэтому он не может отколоться или отслаиваться. Он имеет высокоупорядоченную пористую структуру, которая допускает вторичные процессы, такие как окрашивание и запечатывание.
Анодирование осуществляется путем погружения алюминия в ванну с кислым электролитом и пропускания электрического тока через среду. Катод крепится к внутренней части ванны для анодирования; алюминий действует как анод, так что ионы кислорода высвобождаются из электролита, чтобы соединиться с атомами алюминия на поверхности анодируемой детали. Таким образом, анодирование — это вопрос строго контролируемого окисления — усиления естественного явления.
Анодированная отделка сделала алюминий одним из наиболее уважаемых и широко используемых материалов сегодня в производстве тысяч потребительских, коммерческих и промышленных товаров.
Преимущества анодирования
Уникальное анодированное покрытие – единственное в металлургической промышленности, которое удовлетворяет каждому из факторов, которые необходимо учитывать при выборе высококачественного алюминиевого покрытия:
Долговечность. Большинство анодированных изделий имеют чрезвычайно долгий срок службы и предлагают значительные экономические преимущества за счет экономии на техническом обслуживании и эксплуатации. Анодирование представляет собой прореагировавшее покрытие, которое интегрируется с алюминием для полного склеивания и непревзойденной адгезии.
Анодирование представляет собой прореагировавшее покрытие, которое интегрируется с алюминием для полного склеивания и непревзойденной адгезии.
Стабильность цвета. Наружные анодированные покрытия обеспечивают хорошую устойчивость к ультрафиолетовым лучам, не скалываются и не отслаиваются, легко воспроизводятся.
Простота обслуживания. Шрамы и износ от изготовления, обработки, установки, частой очистки поверхности от грязи и использования практически отсутствуют. Ополаскивание или очистка мягким мылом и водой обычно восстанавливают анодированную поверхность до ее первоначального вида. Для более сложных отложений можно использовать мягкие абразивные очистители.
Эстетика. Анодирование предлагает большое количество вариантов блеска и цвета, а также сводит к минимуму или устраняет цветовые вариации. В отличие от других видов отделки, анодирование позволяет алюминию сохранять свой металлический вид.
Стоимость. Более низкие первоначальные затраты на отделку в сочетании с более низкими затратами на техническое обслуживание обеспечивают большую долгосрочную ценность.
Более низкие первоначальные затраты на отделку в сочетании с более низкими затратами на техническое обслуживание обеспечивают большую долгосрочную ценность.
Здоровье и безопасность. Анодирование – безопасный процесс, не наносящий вреда здоровью человека. Анодированное покрытие химически стабильно, не разлагается; нетоксичен; и термостойкий до точки плавления алюминия (1221 градус по Фаренгейту)
Поскольку процесс анодирования является усилением природного оксидного процесса, он не является опасным и не производит вредных или опасных побочных продуктов.
Анодирование и окружающая среда
Увеличение срока службы алюминия с помощью анодирования
Экологические преимущества алюминия широко признаны. Алюминий — один из самых прочных и универсальных металлов, обеспечивающий увеличение пробега в автомобилях благодаря своему легкому весу и потрясающей способности к вторичной переработке. По данным Алюминиевой ассоциации, около трети всего алюминия, производимого сегодня в США, производится из переработанных источников, что позволяет сэкономить около 95 процентов энергии, необходимой для производства алюминия из сырья.
По данным Алюминиевой ассоциации, около трети всего алюминия, производимого сегодня в США, производится из переработанных источников, что позволяет сэкономить около 95 процентов энергии, необходимой для производства алюминия из сырья.
В свете воздействия на окружающую среду анодированный алюминий является «естественно зеленым» материалом. Анодирование подчеркивает экологические преимущества алюминия без ущерба для них, и этот процесс является относительно безопасным по сравнению с другими материалами и процессами
Анодирование улучшает алюминий и его экологические достоинства. При анодировании используется основной металл — алюминиевый сплав — для создания тонкого, чрезвычайно прочного и устойчивого к коррозии покрытия. Анодированная поверхность очень твердая и, таким образом, сохраняет и продлевает срок службы алюминиевого изделия.
В отличие от анодирования, покрытия – например, краска – могут значительно снизить возможность переработки алюминия и увеличить затраты. При производстве красок, пластмасс и гальванических покрытий используются проблемные материалы, которые могут поставить под угрозу экологические цели. Анодирование, с другой стороны, «нейтрально к переработке» с минимальным использованием таких материалов, как летучие органические соединения (ЛОС) и тяжелые металлы.
При производстве красок, пластмасс и гальванических покрытий используются проблемные материалы, которые могут поставить под угрозу экологические цели. Анодирование, с другой стороны, «нейтрально к переработке» с минимальным использованием таких материалов, как летучие органические соединения (ЛОС) и тяжелые металлы.
Коррозионная стойкость анодированного алюминия хорошо зарекомендовала себя в промышленности. В транспортных компонентах, строительных элементах, контейнерах для хранения и технологическом оборудовании используется анодирование для продления срока службы и расширения полезности алюминиевых конструкций. Анодированный алюминий безопасен для посуды и обеспечивает прочные рабочие поверхности для приложений, требующих превосходной стойкости к истиранию.
Анодирование также снижает трение и увеличивает смазывающую способность, что является преимуществом для подогнанных компонентов и движущихся частей. Повышенная износостойкость означает более длительный срок службы. Твердое анодирование дополнительно повышает износостойкость и общую стойкость покрытия к физическим нагрузкам.
Твердое анодирование дополнительно повышает износостойкость и общую стойкость покрытия к физическим нагрузкам.
Алюминий экономит энергию и материалы
Металлический алюминий является хорошим проводником электричества; анодное покрытие является изолятором. Комбинации двух свойств
могут быть включены в системы, которые экономят энергию и материалы. Металл может выполнять как конструкционные, так и проводящие функции, а анодное покрытие изолирует цепь и сохраняет структуру. Это упрощает физическое проектирование электрических цепей и экономит место и проводку.
Все вышеупомянутые свойства анодирования вносят существенный вклад в жизненный цикл продукта и снижают потребление энергии.
Экологические аспекты процесса анодирования
Анодирование – это процесс на водной основе, в котором не используются летучие органические соединения. Здесь нет ни растворителей-носителей, ни смол-носителей, а любая пигментация, используемая при анодировании, создается очень небольшим количеством металлов или красителей, надежно закрепленных на твердой поверхности. При анодировании не используются галогенированные углеводороды или аналогичные токсичные органические вещества.
При анодировании не используются галогенированные углеводороды или аналогичные токсичные органические вещества.
Аналогичная нейтрализация превращает большинство химикатов для анодирования в обычные растворенные минералы. Большая часть анодирования выполняется без образования опасных отходов, и во многих случаях отходы анодирования, богатые алюминием, являются экологически ценными для удаления загрязняющих веществ и осаждения твердых частиц в процессах очистки бытовых сточных вод.
Анодирование не является металлическим покрытием. Иногда их путают, но на самом деле это совершенно разные процессы. Анодное покрытие образуется из основного металла и, таким образом, состоит из тех же компонентов, что и алюминий. Поверхность строит
из металлов в виде ультратонкого нетоксичного оксида алюминия. Добавленные материалы составляют незначительное количество массы продукта; Паспорта безопасности материала для анодированного алюминия идентичны паспортам для металла.
Согласно правилам Агентства по охране окружающей среды при обычном анодировании не образуются опасные отходы; в нем не используются летучие органические соединения или токсичные органические вещества, внесенные в список EPA. Участие тяжелых металлов значительно ниже, чем в красках для наружного применения или в покрытиях.
Пригодность к переработке не изменяется при анодировании и промежуточной обработке
, необходимый для повторного поступления анодированного металла в цепочку переработки, в отличие от более толстых органических или металлических покрытий с гальваническим покрытием.
Анодированный алюминий является экологически безопасным выбором для различных применений.
Анодирование, определения и метод
Анодирование успешно сочетает науку с природой для создания одной из лучших в мире отделок металлов.
Это электрохимический процесс, который сгущает и делает более жестким естественный защитный оксид. Полученная отделка, в зависимости от процесса, является вторым самым твердым веществом, известным человеку, уступающим только алмазу. Анодное покрытие является частью металла, но имеет пористую структуру, допускающую вторичные воздействия (т. е. органические и неорганические красители, смазывающие вещества и т. д.)
Анодное покрытие является частью металла, но имеет пористую структуру, допускающую вторичные воздействия (т. е. органические и неорганические красители, смазывающие вещества и т. д.)
Определения и методы анодирования
Хотя процесс химического анодирования остается одинаковым для всех применений, механические методы различаются в зависимости от двух физических типов и форм используемых металлов:
Пакетное анодирование и погружая их в ряд емкостей для обработки. Профили, листы или гнутые металлические детали, отливки, посуда, косметички, корпуса фонарей и обработанные алюминиевые детали — это лишь некоторые из элементов, которые подвергаются серийному анодированию.
Непрерывное анодирование рулонов — Включает непрерывную размотку предварительно прокатанных рулонов через серию ванн для анодирования, травления и очистки, а затем перемотку для отгрузки и изготовления.
Этот метод используется для больших объемов листов, фольги и изделий менее жесткой формы, таких как осветительные приборы, отражатели, жалюзи, дистанционные стержни для стеклопакетов и сплошные кровельные системы.
 Этот метод используется для больших объемов листов, фольги и изделий менее жесткой формы, таких как осветительные приборы, отражатели, жалюзи, дистанционные стержни для стеклопакетов и сплошные кровельные системы.
Этот метод используется для больших объемов листов, фольги и изделий менее жесткой формы, таких как осветительные приборы, отражатели, жалюзи, дистанционные стержни для стеклопакетов и сплошные кровельные системы.Внешний вид и качество улучшаются за счет использования красителей и специальных процедур предварительной обработки. Это делает алюминий похожим на олово, нержавеющую сталь, медь, матовую бронзу или полированную латунь, а также может быть окрашен в ярко-синий, зеленый, красный и многие разновидности металлического золота и серебра.
Уникальные диэлектрические свойства анодированного покрытия открывают множество возможностей для применения в электротехнике.
Поверхность самого алюминия закалена и закалена до степени, не имеющей себе равных ни в каком другом процессе или материале. Покрытие на 30 процентов толще заменяемого металла, поскольку объем образующегося оксида больше, чем объем заменяемого металла.
Полученное анодное покрытие является пористым, что позволяет относительно легко окрашивать и герметизировать.
Твердое анодирование — это термин, используемый для описания производства анодных покрытий, основной характеристикой которых является твердость пленки или истираемость. Обычно они имеют толщину по обычным стандартам анодирования (более 25 микрон) и производятся с использованием особых условий анодирования (очень низкая температура, высокая плотность тока, специальные электролиты). Они находят применение в машиностроении для компонентов, требующих очень износостойкой поверхности, таких как поршень, цилиндры и гидравлический редуктор. Их часто оставляют незапечатанными, но они могут быть пропитаны такими материалами, как воск или силиконовые жидкости, для придания поверхности определенных свойств.
Серийное и рулонное анодирование
Серийное и рулонное анодирование выполняется в пять тщательно контролируемых, калиброванных и проверенных на качество этапов:
Очистка. Щелочные и/или кислотные очистители удаляют жир и грязь с поверхности.
Предварительная обработка
◦ Травление. Привлекательная матовая поверхность создается с помощью горячих растворов гидроксида натрия для устранения незначительных дефектов поверхности. Тонкий слой алюминия удаляется для создания матового или матового покрытия.◦ Осветление. Близкий к зеркальному блеск создается с помощью концентрированной смеси фосфорной и азотной кислот, которые химически сглаживают поверхность алюминия.
Анодирование. Анодная пленка создается и соединяется с металлом путем пропускания электрического тока через ванну с кислым электролитом, в которую погружен алюминий. Толщина покрытия и характеристики поверхности строго контролируются, чтобы соответствовать спецификациям конечного продукта.
Окраска. Окрашивание осуществляется одним из четырех способов:
Электролитическое окрашивание (двухэтапный метод).
После анодирования металл погружается в ванну
Линия анодирования, содержащая неорганическую соль металла. Применяется ток, который откладывает соль металла в основании пор. Полученный цвет зависит от используемого металла и условий обработки (палитра цветов может быть расширена за счет перекрашивания органических красителей). Электролитические цвета можно указать у любого члена AAC. Обычно используемые металлы включают олово, кобальт, никель и медь. Этот процесс обеспечивает универсальность цвета и наиболее технически совершенное качество окраски.Интегральное окрашивание. Этот так называемый одноэтапный процесс сочетает в себе анодирование и окрашивание для одновременного формирования и окрашивания стенки оксидной ячейки в бронзовый и черный оттенки, при этом она более устойчива к истиранию, чем обычное анодирование. Это самый дорогой процесс, так как он требует значительно больше электроэнергии.
Органическое окрашивание. В процессе органического окрашивания можно получить широкий спектр цветов.
Эти красители обеспечивают яркие цвета с интенсивностью, с которой не может сравниться ни одна другая система окраски на рынке. Они также могут обеспечить отличную атмосферостойкость и светостойкость. Многие конструкции, построенные с использованием этой отделки, прослужили более 20 лет. Цветовой диапазон может быть расширен путем перекрашивания электролитических красок органическими красителями для получения более широкого спектра цветов и оттенков. Этот метод относительно недорог и требует наименьшего начального капитала по сравнению с любым другим процессом окраски.Окрашивание с интерференцией. Недавно введенная в производство дополнительная процедура окраски включает модификацию пористой структуры, производимой в серной кислоте. Расширение пор происходит у основания поры. Отложение металла в этом месте дает светостойкие цвета от синего, зеленого и желтого до красного. Цвета вызваны эффектами оптической интерференции, а не рассеянием света, как в основном процессе электролитического окрашивания.
Дальнейшее развитие даст большее разнообразие цветов.
Уплотнение . Этот процесс закрывает поры в анодной пленке, делая поверхность устойчивой к окрашиванию, истиранию, растрескиванию и ухудшению цвета.
Контроль качества. На протяжении всего процесса анодирования члены AAC контролируют процесс и качество продукта. Применение электрической мощности и цвета предварительно запрограммировано и проверено на всех партиях и катушках.
Этот контроль качества обеспечивает единообразие спецификаций конечного продукта по толщине пленки, плотности, стойкости к истиранию, коррозионной стойкости, однородности цвета, стойкости к выцветанию, отражательной способности, четкости изображения, изоляционным свойствам, адгезии и герметизации.
Во многих случаях члены AAC используют методы статистического контроля процессов (SPC) для соблюдения строгих стандартов обеспечения качества.
 После анодирования металл погружается в ванну
После анодирования металл погружается в ванну  Эти красители обеспечивают яркие цвета с интенсивностью, с которой не может сравниться ни одна другая система окраски на рынке. Они также могут обеспечить отличную атмосферостойкость и светостойкость. Многие конструкции, построенные с использованием этой отделки, прослужили более 20 лет. Цветовой диапазон может быть расширен путем перекрашивания электролитических красок органическими красителями для получения более широкого спектра цветов и оттенков. Этот метод относительно недорог и требует наименьшего начального капитала по сравнению с любым другим процессом окраски.
Эти красители обеспечивают яркие цвета с интенсивностью, с которой не может сравниться ни одна другая система окраски на рынке. Они также могут обеспечить отличную атмосферостойкость и светостойкость. Многие конструкции, построенные с использованием этой отделки, прослужили более 20 лет. Цветовой диапазон может быть расширен путем перекрашивания электролитических красок органическими красителями для получения более широкого спектра цветов и оттенков. Этот метод относительно недорог и требует наименьшего начального капитала по сравнению с любым другим процессом окраски. Дальнейшее развитие даст большее разнообразие цветов.
Дальнейшее развитие даст большее разнообразие цветов. Для получения дополнительной информации или для заказа образцов свяжитесь с Диланом в Design Strategies сегодня.
[email protected]
(888) 692-7377
Учить больше
Tagged: анодированный алюминий, алюминий, анодирование, архитектура, металлические потолки, потолок, Металлическая подвесная система, наружный металл, Наружные стены, внутренний металл, металлочерепица, металлические панели, потолки, nyc, потолки плюс, армстронг, металлоконструкции, сталь, нержавеющая сталь , цветной алюминий, брашированный алюминий, матовый, зеркало, перфорированный
Базовое руководство по анодированию алюминиевых деталей
В производстве продукции одним из наиболее важных идеальных процессов, обеспечивающих долговечность и эстетику изделия, является процесс анодирования. Этот процесс идеально подходит для нескольких материалов, однако наиболее важным и широко используемым является алюминий. Как новичок в механообработке, вы можете быть не знакомы с анодированием, не говоря уже о том, как анодировать алюминий.
Поэтому в этом руководстве мы расскажем вам все, что вам нужно знать об анодировании алюминия. Это будет в форме рассмотрения того, что, как анодировать алюминий и причин для анодирования алюминия.
Это будет в форме рассмотрения того, что, как анодировать алюминий и причин для анодирования алюминия.
Что такое анодированный алюминий ?
Анодирование является распространенным методом отделки, используемым для некоторых материалов из цветных металлов. К ним относятся алюминий, титан и магний.
Включает электрохимический процесс, который превращает внешнюю поверхность металлических деталей в прочный и устойчивый к коррозии и царапинам слой. Процесс также очень декоративный. При нанесении он предлагает блестящую отделку, которая бывает разных цветов.
Как работает анодирование алюминия?
Прежде чем узнать, как анодировать алюминий, необходимо сначала узнать, как работает анодирование. Почти любая алюминиевая деталь может быть анодирована. Независимо от того, обработано ли оно на станке с ЧПУ или изготовлено из листового металла. Процесс, который может показаться сложным из-за протекающих различных электрохимических реакций, довольно прост и рентабелен. Поэтому анодирование является популярным выбором во многих отраслях промышленности.
Почти любая алюминиевая деталь может быть анодирована. Независимо от того, обработано ли оно на станке с ЧПУ или изготовлено из листового металла. Процесс, который может показаться сложным из-за протекающих различных электрохимических реакций, довольно прост и рентабелен. Поэтому анодирование является популярным выбором во многих отраслях промышленности.
Шаги анодирования Aluninum
Повторное анодирование может показаться сложным, однако эти шаги просты. Ниже приведены общие этапы процесса анодирования.
- Этап 1 : Во-первых, перед анодированием производится очистка алюминиевой детали. Это важно для удаления примесей, которые могут мешать процессу.
- Этап 2 : Затем происходит помещение материала в ванну с раствором электролита и подача постоянного электрического тока. Это создает положительный электрический заряд в алюминии и отрицательный заряд в пластинах электролита раствора. В результате электрохимической реакции на поверхности алюминиевого компонента образуются поры, которые позволяют алюминиевой подложке связываться с отрицательно заряженным кислородом 9. 0270 2 ионов в растворе для создания оксида алюминия. Этот шаг отвечает на вопрос «что значит анодированный».
 0270 2 ионов в растворе для создания оксида алюминия. Этот шаг отвечает на вопрос «что значит анодированный».
0270 2 ионов в растворе для создания оксида алюминия. Этот шаг отвечает на вопрос «что значит анодированный».Следовательно, это приводит к созданию барьерного слоя анодного оксида на поверхности детали. Этот барьерный слой более устойчив и долговечен, чем нижележащий алюминий.
Материалы для процесса анодирования
По своему принципу анодирование доступно только для проводящих материалов, таких как металлы. Однако это не означает, что алюминий — единственный вариант. На самом деле, анодированные металлы также включают магний и титан.
Другие вопросы, связанные с доступными материалами для процесса анодирования, включают возможность анодирования стали или нержавеющей стали. Однако это невозможно. Причина связана с образованием оксида железа (ржавчины) на стали. Образующийся оксид железа (ржавчина) не образует на стали плотного, прочного, устойчивого к коррозии покрытия. Следовательно, он не может быть выгодно анодирован.
Различные типы анодирования Алюминий Процесс
Чтобы знать, как анодировать алюминий, необходимо знать типы алюминия, используемые в процессе анодирования. Существует три широко используемых типа процесса анодирования, и каждый тип процесса приводит к разному набору функциональных и эстетических свойств.
Тип I – анодирование хромовой кислотой
В процессе анодирования типа I используется хромовая кислота для создания тонкого покрытия на поверхности металлических деталей (до 0,0001 дюйма).
Несмотря на то, что тип I является самым тонким анодированным покрытием, он по-прежнему обеспечивает детали с повышенной коррозионной стойкостью. Однако это также приводит к наименьшему поглощению цвета при окрашивании.
Тип II – анодирование серной кислотой
В процессе анодирования типа II вместо хромовой кислоты используется серная кислота. Это приводит к несколько более толстому поверхностному слою на алюминиевой детали.
Тип II Анодирование серной кислотой имеет толщину от 0,0002 до 0,001 дюйма и лучше подходит для окрашивания деталей.
Тип III – Анодирование с твердым покрытием
Это часто называют «жестким анодированием», при котором также используется метод серной кислоты. Однако это приводит к более толстому (> 0,001 дюйма) анодированному слою по сравнению с типом II.
Анодированные детали с твердым покрытием обладают наилучшей стойкостью к истиранию и потенциалу окрашивания. Однако он может быть не идеальным для деталей с чрезвычайно жесткими допусками.
Какой тип анодирования выбрать? Какая разница?
Принимая во внимание различные области применения алюминиевых деталей, выбор типа процесса анодирования является весьма важным шагом. Вот несколько типов о том, как быстро сравнить типы и использовать их для справки.
Вот несколько типов о том, как быстро сравнить типы и использовать их для справки.
- Тип I использует хромовую кислоту для создания тонкого покрытия на поверхности металлических деталей. Он идеален там, где требуется коррозионная стойкость, например, при изготовлении деталей самолетов.
- При анодировании типа II используется серная кислота для создания более толстого поверхностного слоя на алюминиевой детали. Его применяют для отделки товаров народного потребления, компонентов самолетов, архитектурных деталей и кухонной утвари.
- Тип III аналогичен типу II, но имеет более толстый коррозионностойкий слой. Это делает его подходящим для деталей, которые должны выдерживать экстремальные температуры и химическое воздействие. Например, военные используют его для производства прочных металлических деталей.
Неудивительно, если вы не можете решить, какой тип анодирования больше подходит для вашего проекта. Именно здесь мы в RapidDirect можем помочь, поскольку мы можем легко устранить такие проблемы, предоставив профессиональные предложения, основанные на вашем проекте. Вы можете загрузить свои файлы дизайна и связаться с нами.
Вы можете загрузить свои файлы дизайна и связаться с нами.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Какие варианты цвета для анодированного алюминия?
Еще один момент, на который следует обратить внимание при анодировании алюминия, — это доступные варианты цвета. Это связано с тем, что одним из наиболее значительных преимуществ анодирования являются различные доступные варианты цветов. Стандартные цвета анодирования алюминия включают прозрачный, бронзовый, шампань и черный. В RapidDirect у вас есть доступ к картам цветов с номерами Pantone, из которых вы можете выбрать нужный цвет.
Преимущества анодированного алюминия
Алюминий является широко используемым материалом благодаря своим полезным свойствам. Хотя он не ржавеет, он все же подвержен другим условиям. Например, он может изнашиваться из-за воздействия кислорода. Здесь мы рассмотрим преимущества использования процесса анодирования алюминиевых деталей.
·
Улучшение свойств материала
Во-первых, процесс чистовой обработки значительно улучшает свойства материала на поверхности детали. Это включает в себя повышение устойчивости к коррозии, царапинам и атмосферным воздействиям. Кроме того, поскольку процесс является электрохимическим, барьерный слой, созданный с помощью анодирования, становится частью компонента. Это означает, что он не может отслаиваться или скалываться, как лакокрасочное покрытие.
·
Улучшенные изоляционные свойства
Кроме того, внешний анодированный слой детали обладает изоляционными свойствами. Это означает, что детали могут иметь более низкую электропроводность, чем раньше.
·
Улучшенный эффект поверхности
Еще одна причина, по которой многие клиенты предпочитают анодировать свои алюминиевые изделия, – эстетика. Анодирование также может применяться для окраски металлических деталей, а выбор цветов практически бесконечен. Это включает в себя прозрачный анодированный алюминий, черный анодированный алюминий, синий, золотой, серый, красный и т. д.
Это включает в себя прозрачный анодированный алюминий, черный анодированный алюминий, синий, золотой, серый, красный и т. д.
Советы по проектированию для анодирования алюминия
Обучение анодированию алюминиевых деталей может быть несложным. Однако некоторые советы помогут упростить процесс, особенно если вы новичок. Ниже приведены несколько важных советов, которые вы можете использовать в процессе.
·
Обратите внимание на допуски
Если вы хотите применить процесс анодирования к алюминиевому компоненту, имейте в виду, что этот процесс увеличивает толщину детали. Это связано с тем, что это может (хотя и незначительно) повлиять на допуски деталей.
Если жесткие допуски имеют решающее значение, рассмотрите возможность анодирования типа I или типа II. Вы также можете учесть дополнительный слой на этапе проектирования.
·
Кромки и углы
В процессе анодирования важным советом при проектировании является обеспечение радиуса всех кромок и углов заготовки не менее 0,5 мм. В конструкциях деталей также не должно быть заусенцев.
В конструкциях деталей также не должно быть заусенцев.
Причина таких конструктивных соображений заключается в том, что они помогают предотвратить перегрев (и даже возгорание) заготовки из-за высокой концентрации электрического тока.
·
Рассмотрите возможность использования других этапов окончательной обработки
Анодирование — это электрохимический процесс. Следовательно, он не имеет такого же эффекта, как дробеструйная обработка или полировка. Если обработанная алюминиевая деталь идет сразу на анодирование, вполне вероятно, что на поверхности готовой детали останутся следы машинной обработки или царапины.
По этой причине, если вам требуется абсолютно однородная отделка поверхности, может быть полезно предварительно использовать полировку, дробеструйную очистку или другой процесс механической обработки. Анодирование сделает поверхность детали более гладкой, чем раньше.
·
Работа с партиями
Если вы окрашиваете алюминиевые детали или изделия, рекомендуется анодировать их небольшими партиями. Это обеспечивает более высокую степень однородности цвета, поскольку может быть сложно точно подобрать цвет от одной партии к другой. Идеальным сценарием постоянства цвета является анодирование небольшой партии мелких деталей за один раз.
Это обеспечивает более высокую степень однородности цвета, поскольку может быть сложно точно подобрать цвет от одной партии к другой. Идеальным сценарием постоянства цвета является анодирование небольшой партии мелких деталей за один раз.
Если вас интересует стоимость анодирования алюминия, вы можете многое узнать из этой статьи.
Области применения для анодирования алюминия
Анодирование — это высококачественный и недорогой процесс отделки. Поэтому он популярен и используется для нескольких приложений в самых разных отраслях. Его использование настолько широко, что, вероятно, вы столкнетесь с анодированной металлической деталью в свое время.
Некоторые отрасли промышленности, в которых регулярно используется анодирование:
- Аэрокосмическая промышленность.
- Автомобильная промышленность.
- Архитектура.
- Товары народного потребления.
- сектора товаров для дома.
Хотя невозможно перечислить все конкретные области применения, в которых используется анодированный алюминий, вот некоторые из них, которые будут интересны многим:
- Кухонное оборудование.
- Крышки воздуховодов.
- Светильники.
- Продукты для приготовления пищи.
- Фотооборудование.
- Радиооборудование.
- Электронные корпуса.

Если вам нужны детали из анодированного алюминия, вы можете связаться с RapidDirect и загрузить свои файлы, чтобы получить предложение.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Как определить, прошел ли процесс анодирования успешно?
Есть много способов узнать, подвергалась ли деталь анодированию. Ниже приведены некоторые полезные способы, которые вы можете использовать.
- Проверить матовость
Обычно по матовой поверхности, которую создает анодирование, можно определить.
- Используйте простой тест на царапанье
Соскребите монету с поверхности алюминиевой детали. Если царапина видна, деталь, вероятно, только что была отполирована, а не анодирована. Анодированная деталь будет полностью устойчива к царапинам.
Анодированная деталь будет полностью устойчива к царапинам.
- Рассеивание цвета
Качественный процесс анодирования позволяет получить однородную поверхность с равномерным рассеиванием цвета. Дефекты анодирования, на которые следует обратить внимание в готовом изделии, включают ожоги при анодировании, вызванные высокой плотностью тока и недостаточным перемешиванием в процессе анодирования.
Заключение
Процесс анодирования является важным процессом в производстве продукции, и чтобы ответить на этот вопрос, в этой статье обсуждалось, что такое анодированный алюминий, как анодировать алюминий и другие необходимые советы.
В RapidDirect анодирование является одним из наших неотъемлемых решений для отделки металлических деталей, наряду с дробеструйной очисткой, чисткой щеткой, полировкой, гальванопокрытием, порошковым покрытием и покраской. Наша команда экспертов хорошо разбирается в процессе анодирования и гарантирует нашим клиентам высококачественные алюминиевые детали. Чтобы узнать, является ли анодирование лучшим решением для отделки вашей детали или продукта, или узнать цену, просто свяжитесь с членом команды RapidDirect. Мы к вашим услугам!
Чтобы узнать, является ли анодирование лучшим решением для отделки вашей детали или продукта, или узнать цену, просто свяжитесь с членом команды RapidDirect. Мы к вашим услугам!
Получить консультацию по анодированию
Часто задаваемые вопросы
Сколько стоит анодирование?
Одна из причин, по которой анодирование является популярным процессом отделки, заключается в его высокой рентабельности. Однако стоимость процедуры зависит от нескольких факторов. Это включает количество деталей, размеры и форму деталей, тип анодирования (т. е. толщину покрытия) и цвет.
Короче говоря, окраска сложной детали будет стоить дороже, чем анодирование простой детали без окраски. Пожалуйста, свяжитесь с нами через RapidDirect, чтобы получить индивидуальное предложение по анодированию.
Стирается ли анодирование? Как долго он может храниться?
Процесс анодирования создает барьерный слой на поверхности алюминиевых деталей, связанных на молекулярном уровне.