Анодированный алюминий это: преимущества изделий из данного материала!
Содержание
Анодированный алюминий — что это такое? Как анодировать профиль?
Алюминий сам по себе в обычных атмосферных условиях покрывается оксидной пленкой. Это естественный процесс под влиянием кислорода. Практически использовать его невозможно, так как пленка слишком тонка, почти виртуальна. Но было замечено, что она обладает кое-какими замечательными свойствами, которые заинтересовали инженеров и ученых. Позже они смогли получать анодированный алюминий химическим способом.
Оксидная пленка тверже самого алюминия, а значит, защищает его от внешних воздействий. Износостойкость у деталей из алюминия с оксидной пленкой значительно выше. Кроме того, на покрытую поверхность гораздо лучше ложатся органические красители, следовательно, она имеет более пористую структуру, что повышает адгезию.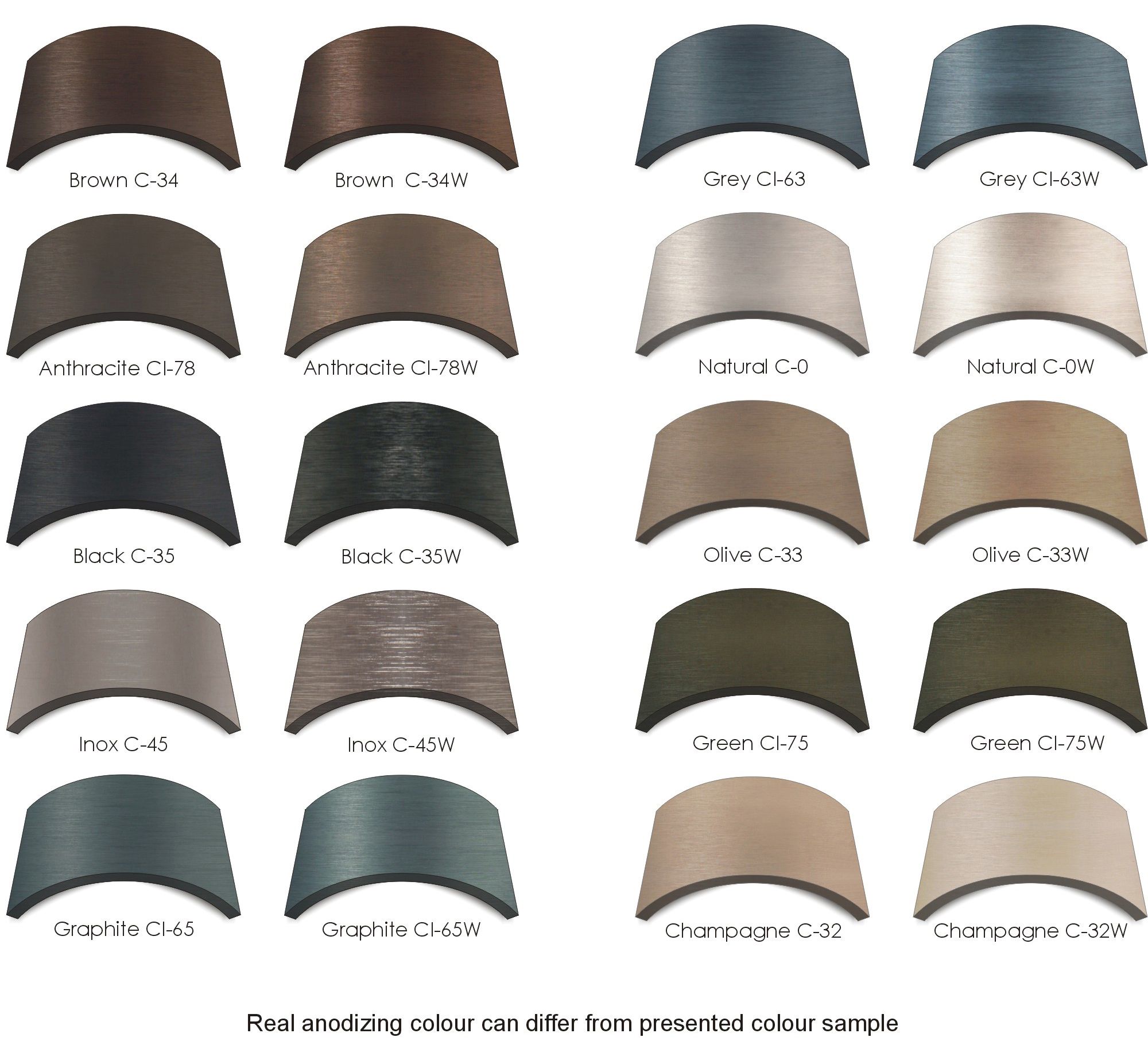 А это очень важно для изделий с последующей декоративной обработкой.
А это очень важно для изделий с последующей декоративной обработкой.
Так, инженерные исследования и опыты привели к изобретению способа электрохимического образования оксидной пленки на поверхности алюминия и его сплавов, который получил название анодное оксидирование алюминия, – это ответ на вопрос «что такое анодирование».
Анодированный алюминий очень широко применяется в различных областях. Галантерейные изделия с декоративными покрытиями, металлические оконные и дверные рамы, детали морских кораблей и подводных аппаратов, авиационная промышленность, кухонная посуда, автомобильный тюнинг, строительные изделия из алюминиевого профиля – далеко не полный перечень.
Что такое анодирование
Как анодировать алюминий? Анодирование- это такой процесс, при котором получают слой оксидной пленки на поверхности алюминиевой детали. В электрохимическом процессе покрываемая деталь играет роль анода, поэтому процесс и называется анодированием. Самый распространенный и простой способ – в разбавленной серной кислоте под воздействием электрического тока. Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 – 22 °С.
Концентрация кислоты до 20 %, сила постоянного тока 1,0 – 2,5 А/дм 2, переменного – 3,0 А/дм 2, температура раствора 20 – 22 °С.
Раз есть анод, должен быть катод. В специальной гальванической ванне, где происходит процесс анодирования, детали-аноды закреплены или подвешены посредине. По краям ванны размещаются катоды – пластины свинца или химически чистого алюминия, причем площадь поверхностей анодов должна примерно соответствовать площади катодов. Между катодами и анодами должен обязательно находиться свободный довольно широкий слой электролита.
Подвески, на которых крепятся покрываемые детали, желательно выполнять из того же материала, из которого изготовлены аноды. Не всегда это возможно, поэтому допускаются алюминиевые или дюралевые сплавы. В местах крепления анодов должен быть обеспечен плотный контакт. Места креплений остаются непокрытыми, поэтому для декоративных изделий эти места необходимо выбирать и оговаривать в технологическом процессе. Подвески не снимаются при промывке и последующем хроматировании, они так и остаются на деталях до окончания всего процесса.
Время зависит от размеров покрываемых деталей. Мелкие получают слой пленки 4–5 микрон уже через 15–20 минут, а более крупные висят в ванне до 1 часа.
После извлечения из анодной ванны детали промывают в проточной воде, затем нейтрализуют в отдельной ванне с 5-процентным раствором аммиака и снова промывают в водопроводной воде.
Пленка станет более прочной, если провести дополнительно финишную обработку. Лучше всего это сделать в растворе бихромата калия (хромпик) концентрацией примерно 40 г/л при температуре около 95 °С, в течение 10–30 минут. Детали в конце приобретают оригинальный зеленовато-желтый оттенок. Таким образом достигается анодная защита от коррозии.
Применение других электролитов для получения анодированного алюминия
Есть и другие электролиты для получения оксидной пленки на алюминии, основы процесса анодирования остаются те же, меняются лишь режимы тока, время процесса и свойства покрытия.
- Щавелевокислый электролит.
 Это раствор щавелевой кислоты 40–60 г/л. В результате анодирования пленка выходит желтоватого цвета, имеет достаточную прочность и отличную пластичность. При изгибании покрытой поверхности слышен характерный треск пленки, но свойства она от этого не теряет. Недостатком является слабая пористость и ухудшенная адгезия по сравнению с сернокислым электролитом.
Это раствор щавелевой кислоты 40–60 г/л. В результате анодирования пленка выходит желтоватого цвета, имеет достаточную прочность и отличную пластичность. При изгибании покрытой поверхности слышен характерный треск пленки, но свойства она от этого не теряет. Недостатком является слабая пористость и ухудшенная адгезия по сравнению с сернокислым электролитом. - Ортофосфорный электролит. Раствор ортофосфорной кислоты 350–550 г/л. Получаемая пленка очень плохо окрашивается, зато отлично растворяется в никелевом и кислом медном электролите при осаждении этих металлов, то есть применяется в основном как промежуточный этап перед омеднением или никелированием.
- Хромовый электролит. Раствор хромового ангидрида 30–35 г/л и борной кислоты 1–2 г/л. Полученная пленка имеет красивый серо-голубой цвет и похожа на эмалированную поверхность, процесс получил отсюда название эматалирования. В настоящее время эматалирование очень широко применяется и имеет ряд других вариантов состава электролита, на основе других кислот.
- Смешанный органический электролит. Раствор содержит щавелевую, серную и сульфосалициловую кислоты. Цвет пленки отличается в зависимости от марки сплава анода, характеристики покрытия по прочности и износостойкости очень хорошие. Анодировать в данном электролите можно не менее успешно алюминиевые детали любого назначения.
 Это раствор щавелевой кислоты 40–60 г/л. В результате анодирования пленка выходит желтоватого цвета, имеет достаточную прочность и отличную пластичность. При изгибании покрытой поверхности слышен характерный треск пленки, но свойства она от этого не теряет. Недостатком является слабая пористость и ухудшенная адгезия по сравнению с сернокислым электролитом.
Это раствор щавелевой кислоты 40–60 г/л. В результате анодирования пленка выходит желтоватого цвета, имеет достаточную прочность и отличную пластичность. При изгибании покрытой поверхности слышен характерный треск пленки, но свойства она от этого не теряет. Недостатком является слабая пористость и ухудшенная адгезия по сравнению с сернокислым электролитом.
Преимущества применения алюминиевого анодированного профиля
Анодированный алюминиевый профиль применяется для изготовления навесных вентилируемых фасадов, монтажных лестниц, поручней. Защитная пленка не только защищает сам металл, но и ваши руки от серой алюминиевой пыли. Женщинам интересно будет узнать, что алюминиевые вязальные спицы тоже анодируют, чтобы не пачкались ручки мастерицы. Но и в строительстве анодированный алюминий получил свое применение.
Анодирование алюминиевого профиля используют при монтаже навесных вентилируемых фасадов в высоко- агрессивных средах. Высоко- агрессивные среды- это приморские районы ( из-за высокого содержания солей в воздухе) или территории вблизи заводов. Города миллионники редко имеют высоко- агрессивную среду, чаще средне- агрессивную. Присвоение класса агрессивности происходит на уровне специальных служб сан-эпидемического надзора по согласованию с администрацией города – нужно искать в их постановлениях.
Города миллионники редко имеют высоко- агрессивную среду, чаще средне- агрессивную. Присвоение класса агрессивности происходит на уровне специальных служб сан-эпидемического надзора по согласованию с администрацией города – нужно искать в их постановлениях.
Еще одно важное преимущество – окраска анодированной поверхности. Наверное, это основной плюс описанного процесса. Появилась возможность декоративной обработки изготовленных алюминиевых изделий, что сразу принесло к большому распространению его применения.
Высокая износостойкость анодной пленки способствовала увеличению содержания анодированных алюминиевых деталей в общем объеме судостроительных и авиастроительных предприятий.
Фасады многих Олимпийских объектов в Сочи выполнены с помощью технологии Навесной Вентилируемый Фасад на алюминиевых анодированных системах.
Похожие статьи
Анодированный алюминий
Анодированный алюминий – это алюминий со специальным, получаемым электролитическим способом покрытием. В результате анодирования на поверхности металла создаётся чрезвычайно твёрдый слой устойчивого к не слишком значительным механическим повреждениям, абсолютно инертного, безопасного для здоровья человека анодированного алюминия.
В результате анодирования на поверхности металла создаётся чрезвычайно твёрдый слой устойчивого к не слишком значительным механическим повреждениям, абсолютно инертного, безопасного для здоровья человека анодированного алюминия.
Сохраняя все преимущества алюминия (лёгкость, быстрота и равномерность прогрева), анодирование препятствует окислению металла под воздействием воздуха. Покрытие устойчиво, не разрушается со временем, не отслаивается, противостоит воздействию кислот, обладает высокой прочностью. Коэффициент отражения поверхности анодированного алюминия составляет до 98%.
Современные технологии позволяют получать материал с различными фактурами и структурами поверхности. Выбор конкретного материала зависит от ваших предпочтений и потребностей, от требуемого внешнего вида готового изделия.
Важными критериями выбора являются:
светоотражающие свойства поверхности(коэффициенты зеркального и диффузного отражения),
структура поверхности(гладкая, ребристая, ячеистая),
фактура поверхности(зеркальная, полузеркальная, матовая),
толщина материала(от0,2 до1,5 мм).
Анодирование позволяет получать материал с очень высоким коэффициентом отражения – такие поверхности широко применяются при создании декоративных источников освещения, используются в качестве рассеивающих и отражающих поверхностей при отделке помещений культурно-развлекательного назначения, причём не только в составе светотехнических решений, но и как декоративные элементы. Мы предлагаем изготовление анодированных алюминиевых изделий как на заказ, по сконструированному шаблону, так и с использованием одного или нескольких из уже готовых рисунков рельефа. Материал прекрасно сохраняет свои светоотражающие характеристики. Возможно изготовление точечно деформированных и перфорированных элементов. Помимо алюминия в качестве исходного материала может применяться и нержавеющая сталь.
Изделия из анодированного алюминия обладают следующими качествами.
Износостойкая поверхность
Не остаётся отпечатков от пальцев
Легко чистится
Возможность стерилизации
Антистатические свойства
Полная вторичная переработка
В 3 раза легче нержавеющей стали
Анодированный алюминий
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Анодирование – что это
Под анодированием подразумевается анодное оксидирование. То есть это процесс, в результате которого на поверхности алюминия образуется или появляется оксидное покрытие. Вследствие этого процесса происходит окисление металла. В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
Зачем анодировать
Как уже говорилось выше, при взаимодействии алюминия с кислородом, на его поверхности образуется пленка. Она предотвращает окисление. Но здесь есть важный нюанс, эта пленка из природного оксида очень тонкая. Как следствие она может прорываться. И чтобы исключить это, было решено анодировать алюминий. Как следствие, металл приобретает намного лучшие технические характеристики.
Так, анодированный алюминий не подвергается коррозии. Образующаяся пленка устойчива к износу. Спустя время, это покрытие не будет даже отслаиваться. Здесь важно понимать еще один нюанс, почему это стало возможным. Некоторые металлы покрывают хромом или цинком. В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Так, к этой процедуре прибегают с целью, придать металлу более декоративный внешний вид, например, тот или иной оттенок.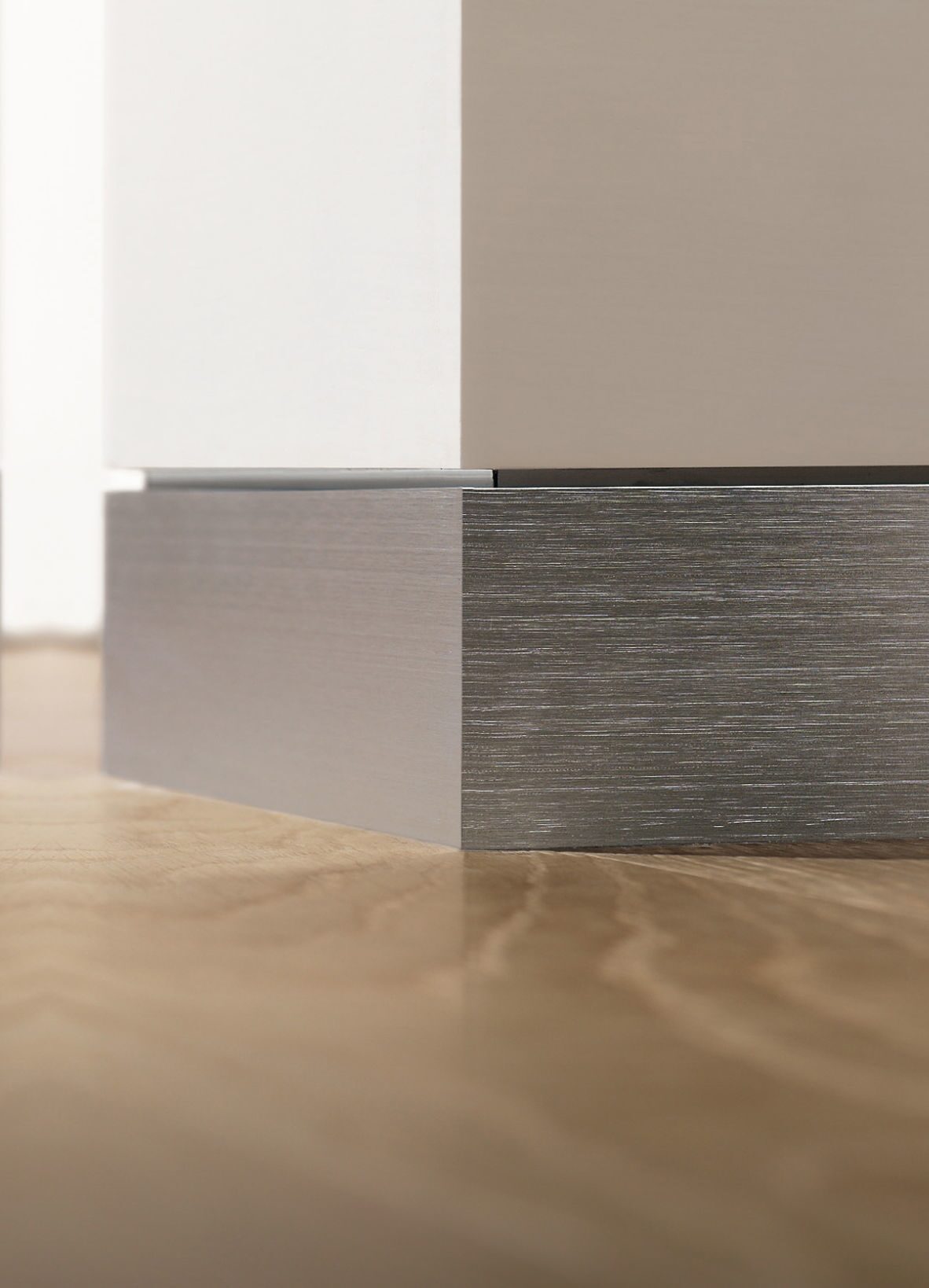 Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Если говорить за промышленные технологии, то там анодируют алюминий в растворе серной кислоты 20 процентов. Что касается домашних условий, то данная технология небезопасна, поэтому необходимо использовать другую методику.
Применение анодированного алюминия
Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным. Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
- Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
- Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
- Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
 Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.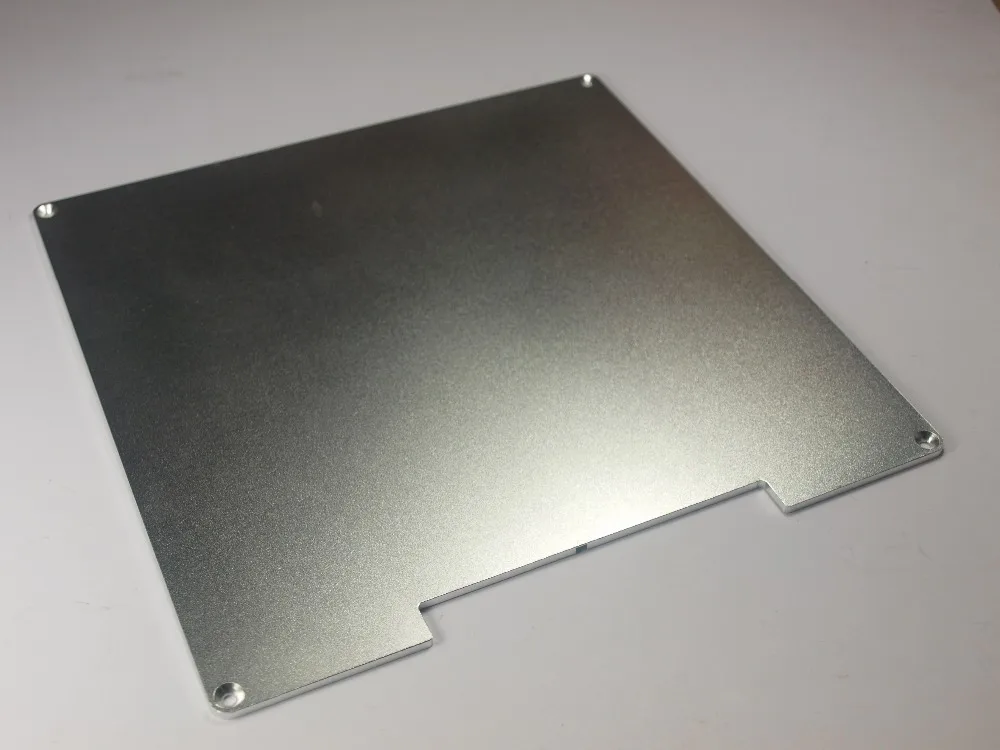 В этом случае анодное покрытие может достигать до 60 микрон.
В этом случае анодное покрытие может достигать до 60 микрон.Методики анодирования
Анодировать алюминий можно разными способами, по крайней мере, мы упомянем о двух:
- Теплое анодирование.
- Холодное анодирование.
Рассмотрим важные особенности каждой технологии.
Теплое анодирование
Выполняется эта работа при комнатной температуре от 15 до 20 градусов по Цельсию. Процедура известна как легкоповторяемая. При простых манипуляциях можно получить красивый результат. Однако, данный способ не позволяет достигать прекрасной антикоррозийной защиты. При контакте материала с агрессивной средой, коррозия может проявиться. Также заготовка не будет отличаться хорошей механической защитой. Например, покрытый материал легко поцарапать даже иголкой, а иногда можно стереть и рукой.
Но с другой стороны, это покрытие служит прекрасным основанием для дальнейшей обработки материала. Процесс анодирования проходит в такой последовательности:
- Заготовка обезжиривается.
- Изделие крепится в подвеске.
- В ванне необходимо анодировать заготовку до молочно-мутного оттенка.
- После в холодной воде осуществляется процесс промывки.
- Далее происходит процесс окраски заготовки. Для этого используется горячий раствор анилинового красителя.
- На протяжении 30 минут происходит заключительный этап – закрепление всех слоев.
Холодное анодирование
Под этим подразумевается то, что процесс анодирования происходит при температуре от -10 до +10 градусов по Цельсию. Благодаря этому можно достичь намного лучшего качества, твердости и прочности анодного покрытия. Холодный процесс прекрасно демонстрирует небольшую скорость растворения внешней пленки. Как следствие, образуется толстый слой. Совсем обратная ситуация при теплом процессе.
Итак, для достижения таких результатов необходимо создать условия принудительного охлаждения. Без этого создать красивое и износоустойчивое покрытие создать будет невозможно. Если говорить о минусе этой технологии, то она заключается в следующем: поверхность нельзя окрасить органическими красителями.
Технологический процесс того, как происходит холодное анодирование алюминия выглядит так:
- Поверхность тщательно обезжиривается.
- Заготовка крепится в подвеске.
- В ванне происходит процесс анодирования до образования плотного оттенка.
- Осуществляется промывка в холодной и горячей воде.
- Далее происходит процесс варки заготовки в дистиллированной воде. Также изделие выдерживается на пару. Эти действия позволяют закрепить все образовавшиеся слоя.
Думайте о безопасности
Итак, выполнить этот процесс в домашних условиях можно, но для этого следует быть крайне предусмотрительным и соблюдать технику безопасности.![]() Лучше всего делать это на открытом воздухе. Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Лучше всего делать это на открытом воздухе. Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Важно! Если она попадет на кожу, то вы испытаете неприятный зуд. Но если случайно попадет в глаза, то это может привести к серьезным последствиям.
Итак, для работы следует использовать защитную одежду, перчатки и очки. Плюс ко всему, всегда иметь рядом раствор соды или ведро чистой воды.
Заключение
Итак, вот мы и узнали с вами, что такое анодированный алюминий. Мы рассмотрели сферы его использования и варианты того, как выполнить подобную работу самостоятельно. В дополнении ко всему, предлагаем просмотр видео, которое закрепит все полученные знания из этой статьи о том, как анодировать алюминий своими руками. Мы уверены в том, что вы справитесь со всеми работами самостоятельно без посторонней помощи.
 com/embed/vHSPN_MfvRs»/>
com/embed/vHSPN_MfvRs»/>
Применение анодированного алюминия – aluminium-guide.com
Свойства анодно-окисного покрытия на алюминии являются уникальными среди других покрытий. Поэтому они нашли широкое применение в самых различных сторонах человеческой жизни.
Анодированный алюминий как основа для окраски
Это было первое промышленное применение анодных покрытий после изобретения анодирования алюминия (в хромовой кислоте) в двадцатых годах прошлого столетия. Это была стандартная обработка поверхности алюминиевых (дюралевых) деталей самолетов, и она до сих пор прописана в стандартах, например, в современном британском военном стандарте DEF STAN 03-24/3. Эта комбинация органического покрытия с хромовым анодным покрытием дает максимальный срок службы для слоя краски на защитном покрытии и обеспечивает защиту металлу даже после повреждения краски.
Сернокислые анодные покрытия с бихроматным наполнением также применяют в качестве защитного слоя и основы для нанесения органических красок. Такое защитное покрытие имеет долгий срок службы, в том числе, в морской воде.
Анодированный алюминий – защита от коррозии
Неокрашенное хромовое анодное покрытие имеет высокое сопротивление коррозии, в том числе в соляной среде. Его применяют для защиты от коррозии алюминиевых деталей самолетов, когда их нельзя окрашивать. Сернокислые анодные покрытия с гидротермическим наполнением широко применяют для коррозионной защиты алюминиевых конструкций в морской и промышленной атмосферах. В последние десятилетия анодные покрытия, бесцветные и цветные, массово применяют для наружных и внутренних строительных материалов и деталей, в том числе, окон, дверей, фасадов зданий, внутренних перегородок и перил.
Военные алюминиевые конструкции и детали машин, особенно те, которые должны выдерживать длительные сроки хранения и работать, в том числе, в тропиках и морской среде, также чаще всего защищают анодными покрытиями.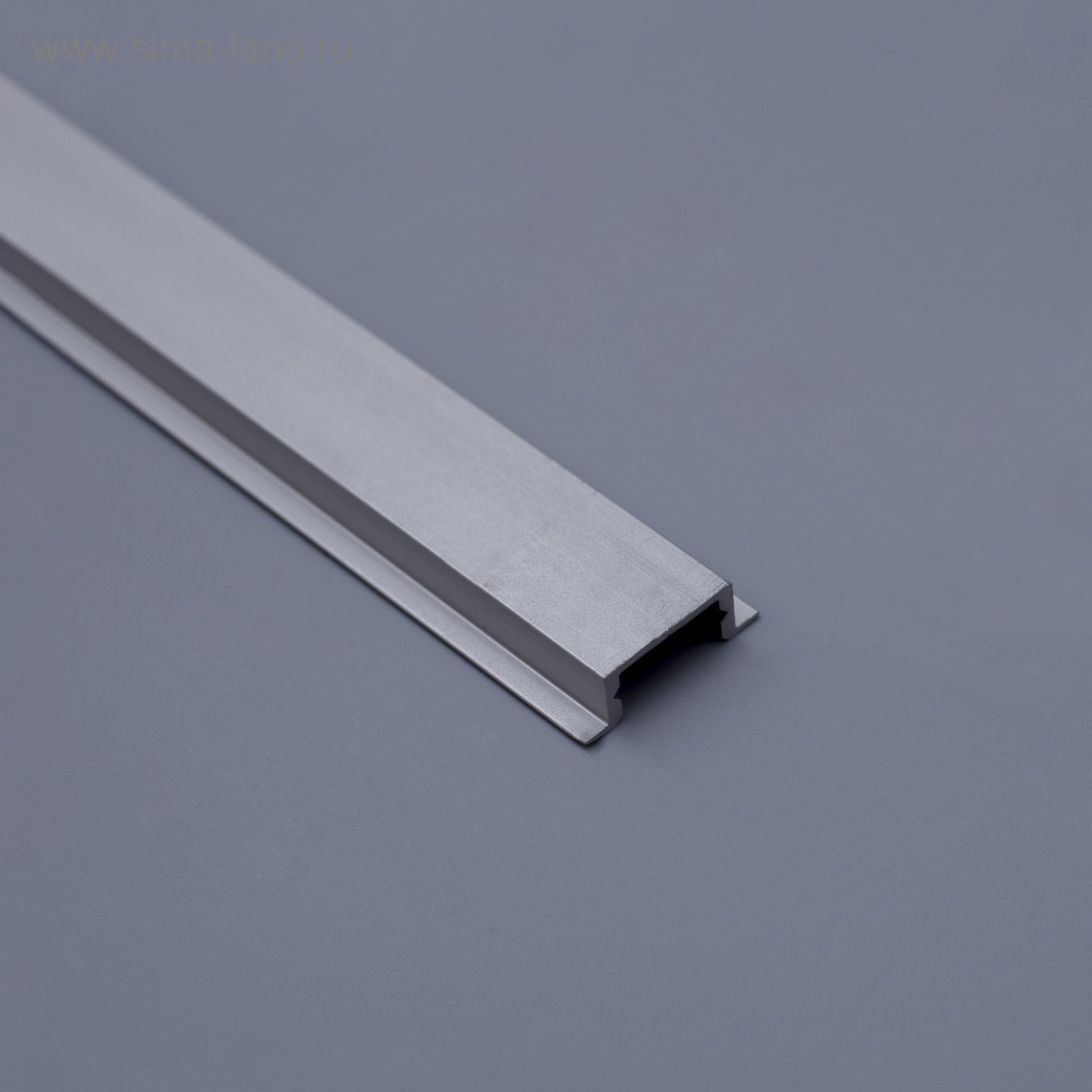
Анодированный алюминий в дизайне
Благодаря способности анодных покрытий поглощать красители, получают широкий спектр «цветного алюминия». Этот метод называют абсорбционным и он широко применяется для различных алюминиевых изделий – литых, прессованных, штампованных. Более прочное цветное покрытие – электролитическое – получают в различных электролитах, большинство – в растворах солей никеля, кобальта и олова. Его «ассортимент» цветов значительно уже, чем у адсорбционного, но достаточно разнообразен.
Анодированный алюминий – чистые руки
При применении алюминия без анодного покрытия, например, для изготовления лестниц, кресел, перил или поручней, часто можно услышать жалобы, что алюминий оставляет серые следы – «пачкается».
Анодирование полностью решает эту проблему и применяется, например, для всех алюминиевых деталей в поездах, автобусах, троллейбусах и трамваях. Алюминиевые вязальные спицы завоевали популярность именно благодаря анодированию: они перестали пачкать пальцы.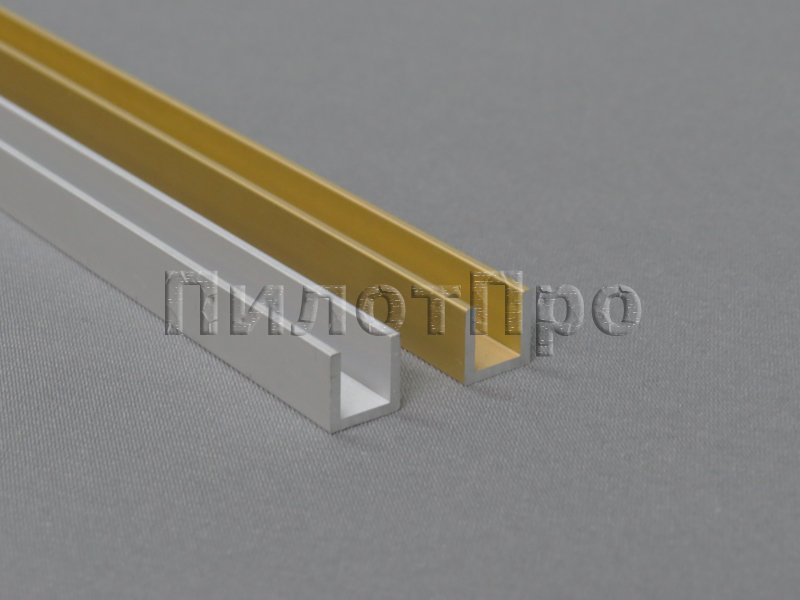
Важную роль для достижения этого свойства анодированного алюминия играет наполнение пор анодного покрытия.
Анодированный алюминий в отражателях прожекторов
Сернокислое анодирование применяют для защиты поверхности отражателей прожекторов. Первоначальная небольшая потеря в отражательной способности считается приемлемой, так это состояние будет сохраняться годами, тогда как незащищенный алюминий будет постоянно корродировать и снижать способность отражать свет. Кроме того, анодированный алюминий намного легче чистить, чем обычный незащищенный алюминий.
Анодированный алюминий в тепловых отражателях
Анодирование давно применяют для алюминиевых нагревательных рефлекторов – их можно встретить в каждом доме. Их поверхность легко чистить и они выдерживают даже влажность ванных комнат. Эффективность анодированного алюминия как отражателя теплового излучения обеспечивается тем, что толщина анодного покрытия составляет всего около одного микрона. Теплоотражательные свойства более толстых анодных покрытий применяют при изготовлении охлаждающих радиаторов-«гребенок» в электронных приборах, в том числе, в каждом компьютере. Для повышения тепловой излучательной способности анодного покрытия его часто окрашивают в черный цвет.
Для повышения тепловой излучательной способности анодного покрытия его часто окрашивают в черный цвет.
Анодированный алюминий в борьбе с трением и износом
Анодное покрытие намного тверже, чем основной алюминий, поэтому сопротивление износу и «анти-маркость» изделия повышаются значительно. До того как стали применять гидротермическую гидратацию анодного покрытия, широко применяли его физическое наполнение маслами, воском и тому подобными веществами. Наполнение анодного покрытия смазочными маслами нашло применение в тех инженерных решениях, где на заданных поверхностях нужна постоянная смазка. Широкое применение это нашло в алюминиевых поршнях бензиновых и дизельных двигателей. Применяют также наполнение анодного покрытия графитовыми суспензиями. Твердое анодное покрытие с обычной толщиной от 40 до 60 мкм успешно применяют на деталях различных машин, например, гидравлических и пневматических цилиндрах.
Анодированный алюминий как электрический изолятор
Хотя анодное покрытие и является хорошим электрическим изолятором, опасность местного пробоя электричества из-за мелких дефектов ограничивает применение анодированных алюминиевых проводов. Однако анодированную алюминиевую ленту уже много лет применяют для некоторых типов трансформаторов, когда важно уменьшить их вес. Анодное оксидное покрытие намного лучше сопротивляется воздействию тепла, чем органические электроизоляционные материалы, поэтому часто его выбирают для работы при высоких температурах.
Однако анодированную алюминиевую ленту уже много лет применяют для некоторых типов трансформаторов, когда важно уменьшить их вес. Анодное оксидное покрытие намного лучше сопротивляется воздействию тепла, чем органические электроизоляционные материалы, поэтому часто его выбирают для работы при высоких температурах.
Что такое анодированный алюминиевый уголок
Что такое анодированный алюминиевый уголок. Ещё совсем недавно Г – образный алюминиевый профиль, представлял собой продукт , предназначенный главным образом для вспомогательного или второстепенного строения. Говоря проще , чаще являлся заготовкой из которой в последствии изготавливали различные элементы крепежа и части конструкций. Однако с приходом новых технологий , а самое главное новых видов обработки поверхности алюминия, уголок стал занимать всё более крупные доли в строительных проектах.
В этой статье мы поговорим об анодировании и в частности об анодированном уголке. Многие считают , что нет никакой разницы между алюминиевым уголком и анодированным алюминиевым уголком. Различия есть и очень серьёзные. Во первых стоит обзорно понять , как производится анодирование. Представьте себе резервуар , наполненный электролитом. В эту ёмкость помещают алюминиевый уголок , после чего через поверхность Г- образного профиля пропускают электрический ток. В результате химической реакции , образуется оксидный слой , который качественно меняет и характеристики и внешний вид уголка. Такой способ называется электрохимическим. Стоит заметить , что слой оксидной плёнки может быть разной толщины. Это зависит от температуры электролита в резервуаре. Чем выше температура , тем тоньше слой и наоборот . Итак, что же получает алюминиевый уголок в процессе анодирования.
Различия есть и очень серьёзные. Во первых стоит обзорно понять , как производится анодирование. Представьте себе резервуар , наполненный электролитом. В эту ёмкость помещают алюминиевый уголок , после чего через поверхность Г- образного профиля пропускают электрический ток. В результате химической реакции , образуется оксидный слой , который качественно меняет и характеристики и внешний вид уголка. Такой способ называется электрохимическим. Стоит заметить , что слой оксидной плёнки может быть разной толщины. Это зависит от температуры электролита в резервуаре. Чем выше температура , тем тоньше слой и наоборот . Итак, что же получает алюминиевый уголок в процессе анодирования.
Прежде всего защитный слой. Помимо того, что он предохраняет поверхность от повреждений, не мало важным фактором является сияющий внешний вид. Если сравнивать анодированный уголок с каким либо другим материалом, то больше всего он имеет сходство с нержавеющим аналогом в зеркальной обработке. При гораздо лучшей светоотражающей поверхности. Поэтому кстати анодированный уголок часто встречается в подводных частях конструкций плавучих средств по всему миру.
Поэтому кстати анодированный уголок часто встречается в подводных частях конструкций плавучих средств по всему миру.
Следующий фактор на который нужно обратить внимание это большие изменения в электро проводимости продукта. Если обычный алюминиевый уголок активно проводит электрическое напряжение, то его анодированный аналог практически обесточен, или если хотите утратил эту техническую особенность. К тому же оксидная плёнка настолько проникает в структуру алюминия, что ей не страшны постоянное трение, потускнение поверхности и появление трещин. Всё вышеперечисленное прямо указывает на неоспоримые преимущества анодированного алюминиевого уголка над его алюминиевым аналогом. Если проводить прямые параллели между двумя данными алюминиевыми продуктами , то стоит обратить внимание на все плюсы и минусы .
Итак, к плюсам анодированного алюминиевого уголка можно отнести прочность, блестящий внешний вид, долговечность . К минусам, небольшое увеличение веса и более высокую стоимость.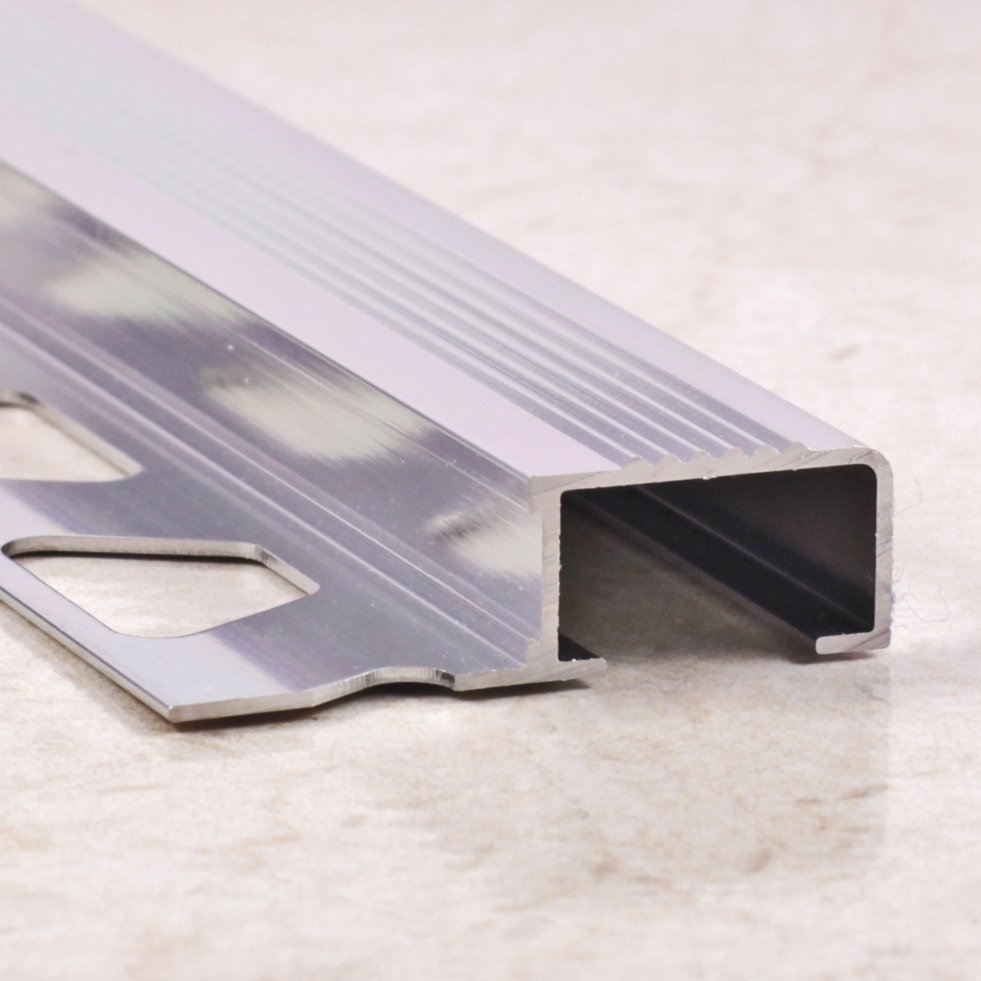 Однако все эти минусы нивелируются в процессе применения , так как срок службы анодированного алюминиевого уголка, гораздо больше чем у обычного алюминиевого уголка. Перед вами стоит выбор между анодированным или простым алюминиевым уголком? На наш взгляд это два абсолютно разных продукта.
Однако все эти минусы нивелируются в процессе применения , так как срок службы анодированного алюминиевого уголка, гораздо больше чем у обычного алюминиевого уголка. Перед вами стоит выбор между анодированным или простым алюминиевым уголком? На наш взгляд это два абсолютно разных продукта.
Что касается стоимости, процесс анодирования увеличивает стоимость алюминия примерно на тридцать процентов. Это существенно, но не критично, учитывая качественные особенности анодированного уголка. К примеру простой алюминиевый уголок со средним сроком службы пять лет, и анодированный срок службы которого зависит не от времени ,а от вашего отношения к изделию. К тому же поверхность анодированного уголка имеет ярко выраженную декоративную направленность. Вы получаете два в одном, по цене гораздо ниже , если суммировать двойную стоимость алюминиевого уголка. Что касается применения , то сразу стоит оговориться, анодированный алюминиевый уголок пригоден к производству абсолютно любой продукции, в частности той, что использует в своём составе алюминиевый уголок.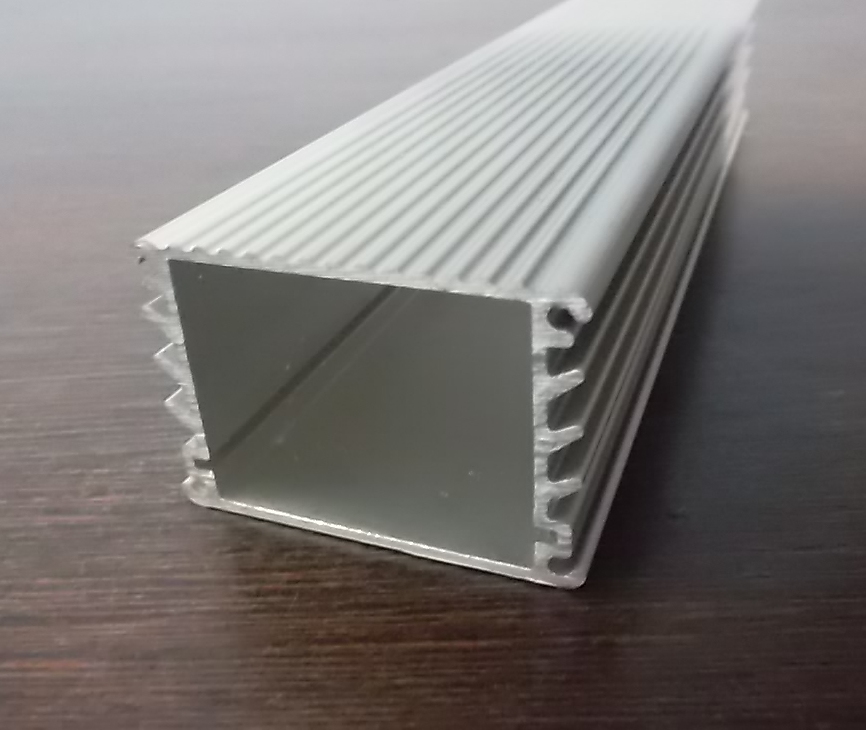
В наши дни анодированный уголок практически вытеснил обычный алюминиевый уголок из элементов высокопрочной фурнитуры. Облицовка витрин , рекламных конструкций всё чаще выполнена с применением именно анодированного уголка. Анодированный уголок признан всеми мировыми лидерами в сфере дизайна и отделки помещений. Кампания КМКСТАЛЬ предлагает приобрести анодированный алюминиевый уголок в Перми. Мы гарантируем высокое качество продукции и сжатые сроки поставки и изготовления. Рады будем видеть вас в нашем офисе. По всем вопросам , связанными с анодированным алюминиевым уголком, звоните по телефонам , указанным на сайте kmkstal.ru
Зачем анодируют алюминий
Зачем анодируют алюминий – подробный анализ
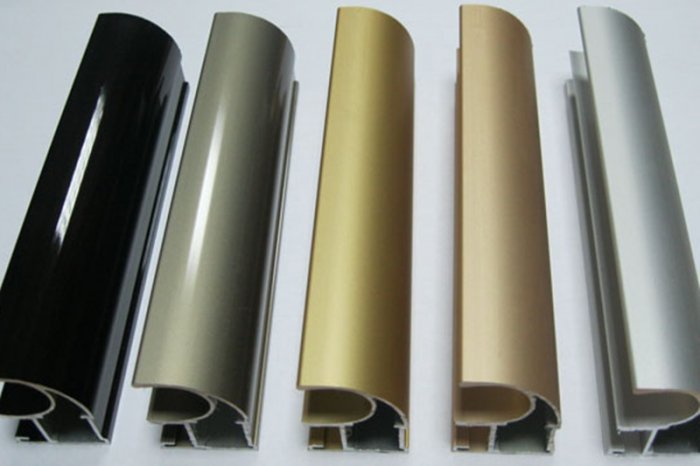
Зачем анодировать алюминий? Чтобы ответить на этот вопрос, предлагаем рассмотреть подробнее преимущества анодирования для алюминия – самого популярного материала при изготовлении профиля для светодиодных лент.
Чем обладает анодированный профиль для светодиодной ленты?
Одной из причин уменьшения срока службы металлических изделий, в том числе изделий из алюминия, является коррозия. Это повреждение защитной пленки, которая образуется при контакте металла с кислородом, ведущее к окислению металла и постепенному его разрушению.
Если обработать металл методом анодирования, он становится устойчивым к коррозии и агрессивному воздействию внешних факторов. Оксидная анодированная пленка обеспечивает алюминию несколько преимуществ:
- Высокие защитные свойства от внешних воздействий, в том числе механических;
- Ровную и однородную поверхность, что делает изделия более эстетичными;
- Защитная пленка надежно держится на поверхности, без отслаивания и появления трещин;
- Покрытие устойчиво к солнечным лучам;
- Нет специальных требований к уходу за анодированным изделием;
- Мелкие повреждения (царапины и полосы) на поверхности становятся незаметными;
- Анодирование позволяет выбрать толщину защитной пленки, желаемый оттенок поверхности, а также матовый или глянцевый эффект;
- Изделия из анодированного алюминия могут устанавливаться в местах с повышенной влажностью, в том числе на улице.
Анодированный профиль для светодиодной ленты выглядит благородно и эстетично, что позволяет ему стать гармоничной деталью даже самого респектабельного интерьера. Высокая прочность и надежность покрытия обеспечивают долговечность и практичность самих осветительных конструкций.
Как осуществляется анодирование алюминия?
Анодирование – это химический процесс, состоящий из нескольких этапов: обезжиривания, травления, нейтрализации, нанесения защитной анодированной пленки, добавления красителя, уплотнения. Оно делится на холодное (проводится при температуре от +10°C до -10°C) и теплое анодирование (диапазон температур 15-20°C). Добросовестные фабрики выбирают метод холодного анодирования, который обеспечивает весь спектр защит для металла.
Продукция ведущих производителей профилей для светодиодных лент обязательно анодируется. Яркий пример – профили компании Arlight, например, новые встраиваемые и накладные профили S-2 LUX, известные своей прочностью и долгим сроком службы.
Анодированный алюминий — что это, технология холодного и теплого анодирования
Современные приспособления, изготовленные из металла, очень сильно отличаются от тех, что делались 30-50 лет тому назад. Они стали лёгкими, устойчивыми к вредным воздействиям, минимально опасными для жизни. Анодированный алюминий занимает одно из ведущих мест среди металлов, которые применяются для изготовления таких приспособлений.
Анодированный алюминий давно и прочно занял место стали и чугуна там, где кроме прочности и устойчивости к внешним воздействиям требуются другие главные качества – лёгкость и пластичность. Он значительно легче стали, поэтому с успехом заменил её в десятках тысяч единиц продукции, используемых в самых разных областях – промышленности, медицине, туризме, спорте.
С появлением технологии анодирования к замечательным свойствам алюминия добавились результаты химической модификации – высокая коррозионная стойкость и сопротивляемость к механическим воздействиям.
Что такое анодирование
Процессом анодирования называется электролитическая химическая реакция металла с окислителем. Тонкий слой оксида наносится на металлическую поверхность, которая в процессе реакции исполняет роль анода. За счёт поляризации в электролитической проводящей среде тонкой оксидной плёнкой можно покрывать как чистые металлы, так и различные сплавы. Оксидный слой эффективно защищает от коррозии и выгорания при воздействии прямых солнечных лучей. Наиболее востребованы в промышленности подвергшиеся анодированию сплавы алюминия и магния.
Конечной целью анодирования является создание на поверхности листа алюминия так называемой АОП – анодной оксидной плёнки. Она выполняет две основные функции:
- Защита от внешних воздействий;
- Украшение.
Во втором случае в проводящую среду добавляются красители различных цветов со строго определённым химическим составом.
Первыми внедрили в производство промышленное анодирование алюминия инженеры из Великобритании. Созданный таким способом лёгкий и прочный металл начали применять в авиационной промышленности. Позже появился стандарт анодирования металла, который успешно применяется в современном авиастроении. Он имеет номенклатурную маркировку DEF STAN 03-24/3.
В состав покрытия входят два компонента:
- органический;
- анодно-хромовый.
Краска, нанесённая в соответствии со стандартом, очень устойчива к истиранию и другим механическимповреждениям.
Технология анодирования
На сегодняшний день наибольшее распространение получил процесс сернокислого анодирования алюминия. Его суть в следующем:
- Деталь и катод, изготовленный из свинца, помещаются для очистки от примесей и масел в ванну с электролитом – серной кислотой h3 SO4. Показатели физических величин: плотность раствора – 1 200-1 300 г/л; плотность тока в процессе анодирования – 10-50 мА/см²; напряжение источника – 50-100 В.; температура электролита – 20-30 °C (при последующем окрашивании – не более 20 °C).
- Производится окончательная промывка в растворе каустика.
- На поверхности детали из алюминия создаётся тончайший оксидный слой.
Скорость роста анодного слоя на поверхности металла неравномерна и очень невысока. Оптимальное количество окрашенного окисла наносится по достижении плотности тока 1,5-1,6 А/дм². При меньших показателях слой получается практически бесцветным. Большие значения катодной плотности (отношения размера катода к величине обрабатываемой поверхности) вызывают затруднения при обработке массивных деталей – появление прогаров и растравливание. Оптимальная площадь катода – х2 по отношению к размеру обрабатываемой детали.
Также очень важно контролировать зажим и электрический контакт детали с подвеской.
Кроме серной кислоты в качестве электролита при анодировании могут использоваться другие вещества и соединения:
- щавелевая кислота;
- органические соединения и смеси;
- ортофосфорная кислота.
- хромовый ангидрид.
Технология процесса при этом не изменяется. Конечной целью при выборе электролитической среды является получение слоя с определёнными физическими характеристиками перед повторным окрашиванием.
Тёплое анодирование
Процесс тёплого анодирования осуществляется при температуре окружающей среды 15-20 °C. У деталей, обработанных таким способом, есть две отрицательные особенности:
- Не очень высокий показатель антикоррозионной стойкости. Контактируя с химически агрессивной средой или металлом, анодированный слой подвергается воздействию кислорода.
- Невысокая степень защиты от механических воздействий. Острым наконечником вполне реально нанести анодированному слою механическое повреждение.
Процесс тёплого анодирования состоит из шести этапов:
- очистка поверхности детали от жира.
- закрепление на подвеске.
- анодирование до появления оттенка светло-молочного цвета.
- промывка холодной водой.
- окрашивание горячим раствором анилиновой краски.
- выдержка анодированного металла после окраски в течение 30 минут.
Слои плёнки, полученной методом теплого анодирования, получаются исключительно красивыми. Такой алюминий лучше использовать в конструкциях, не подвергающихся резким внешним воздействиям. Кроме того, анодированный слой является отличной основой для повторного окрашивания из-за высочайшего показателя адгезии красителей. Нанесённая краска будет держаться очень долго.
Холодное анодирование
Технология холодного нанесения анодного слоя предусматривает обработку алюминия при температуре от -10 до +10 °C. Качество металла, обработанного таким образом, несравненно выше, чем при тёплом анодировании.
Алюминий получает отличные физические характеристики:
- высокую прочность.
- малую скорость растворения слоя.
- большую толщину плёнки.
При холодном анодировании нужно обязательно осуществить следующие процедуры:
- обезжиривание обрабатываемой поверхности.
- помещение детали на подвеску.
- анодирование до получения плотного оттенка.
- промывка в воде с любой температурой.
- закрепление анодного слоя на пару или в горячей дистиллированной воде.
Отличительной особенностью процесса является большое время принудительного охлаждения. После этого слой анодированного алюминия становится абсолютно невосприимчивым к воздействию агрессивных сред. Только титан спустя несколько десятков лет способен незначительно снизить физические характеристики полученного холодным способом анодированного алюминия.
Покрытие характеризуется исключительной красотой и износостойкостью. У технологии есть только один минус: при повторной окраске можно пользоваться только неорганическими соединениями.
Для чего анодируют алюминий и как его применяют
Главная цель анодирования деталей, изготовленных из алюминия — повышение срока эксплуатации в условиях воздействия различных агрессивных сред.
Учитывая, что чистый алюминий обладает высоким сродством к кислороду, его коррозионная стойкость выше, чем у многих других лёгких металлов конструкционного назначения. Естественное окисление алюминия происходит при первом контакте с воздухом. Процесс же анодной обработки ещё больше увеличивает стремление обеих химических элементов создавать окислы, вступая в реакцию между собой.
Способность анодной плёнки отлично впитывать красители различного химического состава делают обработанный таким способом алюминий отличным декоративным материалом. Он широко применяется для внешней отделки интерьеров зданий и сооружений.
Незаменимы алюминиевые конструкции при создании:
- рекламных конструкций для культурно-спортивных мероприятий, выставок и шоу.
- информационных стендов для массовых акций, митингов, собраний.
Прекрасная светоотражающая способность анодированного алюминия сделала его незаменимым материалом при изготовлении дорожных знаков. Благодаря интерференции информация, нанесённая на знак при анодировании прекрасно видна автомобилистам в ночное время суток.
Рамы любительских велосипедов также изготавливаются из анодированных сплавов алюминия. На специальную одежду, которой пользуются велосипедисты в тёмное время суток, наносится тончайшая плёнка оксида алюминия. Благодаря этому силуэт легко разглядеть в темноте на почтительном расстоянии. С той же целью анодированный металл применяется при изготовлении отражающего слоя в прожекторных установках.
Отличные свойства анодированного алюминия позволяют использовать его для изготовления самого широкого круга номенклатуры деталей и узлов, применяемых в самых разных областях. Можно смело сказать: если принято решение изготовить что-то из обработанного таким способом металла, прочность и лёгкость конструкции не будет вызывать никаких сомнений!
Оцените статью:
Рейтинг: 0/5 — 0
голосов
Что такое анодированный алюминий? — Lorin Industries Мировой лидер в области анодирования алюминия
Что такое анодированный алюминий?
Анодированный алюминий — это алюминий, обработанный для получения исключительно прочного покрытия. Чтобы создать анодированный алюминий, вы используете электрохимический процесс, при котором металл погружается в серию резервуаров, в которых один из резервуаров, анодный слой, выращивается из самого металла.
Поскольку этот анодированный слой создается из самого алюминия, а не окрашивается или наносится, этот анодированный алюминий никогда не трескается, не отслаивается или не отслаивается, и он намного более долговечен, чем любой другой аналогичный материал на рынке.Анодированный алюминий в три раза тверже исходного материала и на 60 процентов легче других конкурирующих металлов, таких как нержавеющая сталь и медь.
Чем отличается алюминий, анодированный катушкой?
В Lorin Industries мы производим анодированный алюминий, используя строго контролируемый процесс анодирования рулонов, который обеспечивает более высокое качество продукции при более низких затратах на обработку.
Рулонный сырой алюминий разматывается и протягивается через серию резервуаров, которые очищают, анодируют, окрашивают, запечатывают и, наконец, перематывают рулон одним непрерывным движением.В конце процесса у нас остается анодированный алюминий в рулонах исключительного качества, который отличается прочностью, универсальностью и обеспечивает постоянное соответствие цвета в соответствии с конкретным запросом нашего клиента. Уже прокатанный анодированный алюминий готов к отправке в пункт назначения.
Процесс анодирования алюминия в рулонах исключает несколько этапов, которые являются частью более традиционного процесса периодического анодирования алюминия, что увеличивает стоимость и приводит к нестабильности отделки. При периодическом анодировании необходимо создать точку электрического контакта, чтобы электрический ток работал, чтобы способствовать росту анодного слоя.Это делается путем прикрепления каждой анодируемой детали с помощью металлического крючка или стойки, которые часто оставляют следы ожогов, также известные как следы реек на материале, которые необходимо обрезать, что приводит к дополнительным отходам и стоимости.
Поскольку каждый квадратный дюйм материала в форме рулона тратит одинаковое количество времени на каждой части процесса, вы можете быть уверены, что цвет будет одинаковым. В отличие от процесса анодирования рулонов, во время пакетной обработки алюминиевые детали или панели по отдельности погружаются в каждый резервуар, что приводит к тому, что некоторые части металла тратят больше времени на каждую часть процесса, что приводит к несоответствию цвета и толщины анодированного слоя.Кроме того, поскольку каждый кусок металла должен быть отдельно установлен на стойках, чтобы их можно было окунуть в резервуары, могут возникнуть повреждения при транспортировке, которые увеличивают стоимость. Анодирование рулонов — это непрерывный процесс, который практически не требует обслуживания, что снижает вероятность повреждения и экономит деньги.
Узнайте больше об отдельных этапах процесса анодирования рулонов здесь. Анодированный алюминий в рулонах обеспечивает одинаковый цвет и отделку и превращает стандартный алюминий в удивительно универсальный продукт с превосходными функциями.
Каковы преимущества анодированного алюминия?
Долговечность
Алюминий — это прочный материал, но после процесса анодирования его поверхность становится даже прочнее, чем базовый алюминий. Анодированный алюминий создает поверхность, которая в три раза тверже, чем стандартный алюминий, и не трескается, не отслаивается или не отслаивается даже при обработке для придания цвета. Поскольку процесс анодирования — это контролируемое окисление алюминия, продукт никогда не ржавеет, не подвергается патине или погодным условиям.Анодированный алюминий — один из самых прочных и универсальных металлических изделий на рынке.
Внешний вид
Анодированный алюминий имеет внешний вид, который придает красоту любому предмету. Когда анодированный алюминий остается естественным, он приобретает новый яркий серебристый цвет, и его можно анодировать таким образом, чтобы оставить матовый или яркий цвет. У вас также есть возможность выбрать индивидуальную текстуру, например тон штукатурки, браширования или мелкой гальки, чтобы придать вашему продукту уникальный внешний вид.
Пользовательские варианты цвета
Из-за открытой пористой структуры анодного слоя перед герметизацией анодированный алюминий может быть обработан так, чтобы он соответствовал почти любому цвету бренда или образцу Pantone, который вы можете себе представить.Универсальность материала также означает, что он может отражать внешний вид других металлов, придавая вам вид золота, бронзы, меди, нержавеющей стали, латуни и т. Д. Без риска выветривания. Однако, если вам нравится обветренный вид, у Lorin есть множество вариантов отделки с обветренным внешним видом на выбор. Из-за природы анодированного алюминия, какой бы цвет вы ни выбрали, он не отслаивается, не отслаивается или не отслаивается и остается неизменным на протяжении всего срока службы изделия. И если вы выберете цвета от Lorin, указанные как устойчивые к ультрафиолетовому излучению, вы можете рассчитывать на то, что эти цвета сохранятся.
Легкий вес
Анодированный алюминий — это легкий металл, который примерно на 60 процентов меньше, чем нержавеющая сталь, медь или латунь. Это делает доставку материала намного более рентабельной и может решить множество дизайнерских проблем. Анодированный алюминий — универсальное решение — от архитектуры до конструирования товаров народного потребления, везде, где требуется легкий, прочный и привлекательный материал.
Стоимость
Поскольку анодированный алюминий намного легче других металлических изделий, его доставка на строительную площадку или производственный объект стоит значительно дешевле.Благодаря высокому соотношению прочности и веса анодированный алюминий имеет более низкую общую стоимость квадратного фута для использования в проектах, чем такие материалы, как сталь, цинк, бронза, латунь и медь, при этом обеспечивая тот же визуальный эффект. Поскольку алюминия много и его можно возобновлять, а также он является единственным металлом, который на 100% пригоден для вторичной переработки, в сочетании с тем, что процесс создания анодированного алюминия настолько безопасен для окружающей среды, что его воздействие на окружающую среду намного меньше, чем у других продуктов. Все эти факторы составляют универсальный и прочный продукт, который прослужит дольше, чем другие материалы на рынке.
Где используется анодированный алюминий?
Анодированный алюминий можно использовать в любом приложении, в котором уже используется другой металлический материал. В Lorin Industries мы производим анодированный алюминий для следующих отраслей:
Архитектура
Анодированный алюминий никогда не ржавеет, не подвергается патине или погодным условиям, что делает его привлекательным выбором для красивых, современных зданий, а также экстерьеров и интерьеров зданий. Поскольку анодированный алюминий может быть изготовлен на заказ любого цвета, отделки или текстуры, он также является привлекательным, легким и доступным вариантом для внутренней отделки, такой как потолочные панели, вывески магазинов и панели лифтов.
Транспортировка
Анодированный алюминий в три раза прочнее исходного материала и работает на любой скорости. Анодированный алюминий — от интерьеров коммерческих самолетов до панелей железнодорожных вагонов до яркой внешней отделки спортивных автомобилей — обеспечивает долговечность и устойчивость к атмосферным воздействиям, которые необходимы транспортным средствам, а также исключительный стиль, который они желают.
Потребительские товары
Потребители хотят привлекательные, долговечные товары, отражающие их эстетику и образ жизни. Независимо от того, какой внешний вид, текстура или цвет вы ищете, анодированный алюминий подойдет.Анодированный алюминий — от кухонных фартуков до микроволновых печей, кофеварок и других товаров народного потребления — предлагает универсальность и качество, которые требуются вашим потребителям.
Создаете ли вы впечатляющие здания и сооружения, произведения искусства, новейшую линейку роскошных автомобилей или высококлассную бытовую технику, анодированный алюминий может стать прекрасной частью вашего проекта или продукта. Процесс анодирования является экологически чистым и обеспечивает непревзойденную динамичную красоту, долговечность и долговечность.
Свяжитесь с нами, чтобы обсудить, как можно творить без ограничений с помощью услуг Lorin по анодированию алюминия. Красота и универсальность делают анодированный алюминий Lorin идеальным практически для любого применения — не сдерживайтесь, отражайте свое видение с помощью анодированного алюминия в катушке.
Что такое анодирование? Отделка выбора
Анодирование … Лучший выбор
Анодирование — это электрохимический процесс, при котором поверхность металла превращается в
декоративная, прочная, коррозионно-стойкая, анодно-оксидная отделка .Алюминий идеально подходит для анодирования, хотя другие цветные металлы, такие как магний и титан, также можно анодировать.
Структура анодного оксида происходит от алюминиевой подложки и полностью состоит из оксида алюминия. Этот оксид алюминия не наносится на поверхность, как краска или покрытие, но полностью интегрируется с лежащей под ним алюминиевой подложкой ,
поэтому он не может сколоть или отслоиться. Он имеет упорядоченную пористую структуру, которая позволяет выполнять вторичные процессы, такие как окраска и герметизация.
Анодирование осуществляется путем погружения алюминия в ванну с кислотным электролитом и пропускания электрического тока через среду. Катод установлен внутри резервуара для анодирования; алюминий действует как анод, так что ионы кислорода высвобождаются
из электролита, чтобы соединиться с атомами алюминия на поверхности анодируемой детали. Следовательно, анодирование — это вопрос строго контролируемого окисления, усиление естественного явления.
Узнайте больше об анодировании…
Анодированная отделка сделала алюминий одним из наиболее уважаемых и широко используемых материалов сегодня при производстве тысяч потребительских, коммерческих и промышленных товаров.
Анодированный алюминий:
- Защищает спутники от суровых условий космоса.
- Используется в одном из самых высоких зданий в мире — Уиллис-тауэр в Чикаго, штат Иллинойс.
- Обеспечивает привлекательный внешний вид, требующий минимального обслуживания, долговечный, крыши, навесные стены, потолки, полы, эскалаторы, вестибюли и лестницы в небоскребах и коммерческих зданиях по всему миру.
- Произошла революция в производстве компьютерного оборудования, выставочных стендов для выставок, научных инструментов и постоянно расширяющегося ассортимента бытовой техники, потребительских товаров и строительных материалов.
- Считается экологически безопасным, практически не оказывает вредного воздействия на землю, воздух или воду.
Все, что вам нужно знать об анодировании алюминия
Если вам нужны металлические прототипы или детали с превосходными механическими свойствами и особенным эстетическим дизайном, анодирование алюминия — отличный вариант.Процесс анодирования формирует слой оксида на металлической детали, эффективно увеличивая коррозионную стойкость, а также улучшая визуальные качества и предохраняя поверхность от царапин.
Анодирование алюминия — чрезвычайно надежный метод последующей обработки. Он не только улучшает свойства и внешний вид детали, но и обеспечивает лучшую адгезию для грунтовок и клеев. В этом методе используются анодные пленки, которые обеспечивают уникальные эстетические эффекты, такие как прозрачные покрытия, отражающие свет, или толстые покрытия, которые могут поглощать штампы.
Несмотря на то, что анодирование алюминия влияет на механические свойства металлических деталей, оно не ухудшает естественный внешний вид материала. Хотя процесс анодирования также может применяться к другим металлам, таким как титан, цинк и магний, алюминий, безусловно, является наиболее широко используемым из связки.
В рамках обширного предложения 3ERP по отделке поверхностей высшего качества вы можете воспользоваться нашей услугой по анодированию алюминия для улучшения функциональности и внешнего вида ваших металлических деталей и прототипов.Чтобы помочь вам принять правильное решение в отношении постобработки, вот все, что вам нужно знать об анодировании алюминия.
Как работает процесс анодирования алюминия
Чтобы должным образом анодировать алюминиевые детали, поверхность должна быть сначала очищена и промыта перед помещением в ванну с электролитическим раствором, в основном серным или серным. хромовая кислота. Это обеспечивает электропроводящее покрытие, содержащее ряд положительных и отрицательных ионов.
Так как же на самом деле работает этот процесс? Итак, как только процесс анодирования начнется, положительный электрический заряд проходит через алюминий, а отрицательный заряд — на пластины в электролите. В основном, электрический ток заставляет положительные ионы притягиваться к отрицательно заряженным пластинам, в то время как отрицательные ионы притягиваются к алюминиевой части, которая является положительным анодом.
Отсюда электрохимическая реакция заставляет поры открываться на поверхности алюминия, так что положительные ионы могут улетучиваться.Эти поры, образующие однородный геометрический узор, проникают в основание детали. Комбинация поверхности алюминия и отрицательно заряженных ионов создает барьерный слой, который известен в процессе анодирования алюминия как поверхностный слой, который делает детали устойчивыми к коррозии.
В настоящее время существует четыре различных варианта процесса анодирования алюминия, каждый из которых предлагает явные преимущества перед другим other
Анодированный тип I: Это самый основной тип, использующий хромовую кислоту для производства тонких и пластичных анодированный слой на алюминиевой детали.
Анодированный тип II: Вместо использования хромовой кислоты в типе II используется серная кислота для получения более толстого анодированного слоя на детали, что делает ее более подходящей для окрашивания.
Анодированный тип III: Как и тип II, в этом методе также используется серная кислота, но образуется более толстый анодированный слой, который также подходит для окрашивания. Это также широко известно как «твердое анодирование».
Химическая пленка / алодин: Этот метод включает покрытие детали алодином для получения результатов, сравнимых с анодированием.
Хотя хромовая кислота широко использовалась производителями при разработке процесса анодирования алюминия в начале 1900-х годов, большинство деталей в настоящее время анодируется серной кислотой (тип II и тип III).
Анодирование алюминиевых деталей также предоставляет множество возможностей для добавления цвета. Процесс окрашивания заключается в впрыскивании пигмента в пустые поры детали. Как только цветной пигмент достигает поверхности, он запечатывается, чтобы сохранить выбранный цвет.Это создает визуальный эффект, который не исчезает и не стирается, сохраняя внешний вид ваших деталей в превосходной форме.
Преимущества анодирования алюминиевых деталей
Вы можете этого не осознавать, но вы, вероятно, взаимодействуете с продуктами и деталями, которые анодируются ежедневно. Процесс анодирования алюминия широко используется в самых разных областях, при производстве деталей, которые вы регулярно найдете в самолетах, потребительских товарах, спортивном оборудовании и электронике, и это лишь некоторые из них.
Существует ряд преимуществ, которые вы можете использовать при анодировании алюминиевых деталей как визуально, так и механически. Во-первых, детали из анодированного алюминия исключительно прочные и твердые. Его способность повышать стойкость к истиранию и коррозии делает этот процесс идеальным для деталей, которые будут размещаться в суровых условиях. Он также обеспечивает отличную теплоизоляцию металлических деталей.
Процесс анодирования алюминия продлевает срок службы металлических деталей по сравнению с необработанными.Покрытие намного тоньше, чем краски и порошки, но при этом обеспечивает гораздо более твердую поверхность.
Еще одно преимущество анодирования алюминиевых деталей заключается в том, что оно обеспечивает экологически чистую отделку, что делает его легко перерабатываемым. И, пожалуй, самое главное, техника постобработки доступна по сравнению с покраской и порошковой окраской.
Следует ли анодировать алюминиевые детали?
Теперь, когда вы знаете больше об анодировании алюминия, вы можете решить, подходит ли этот процесс для ваших деталей.Если вам нужны функциональные алюминиевые детали, которые будут подвергаться коррозии или износу, например детали самолетов или потребительские товары, этот метод постобработки удовлетворит ваши потребности. Анодирование алюминия также выглядит привлекательно, особенно потому, что вы можете добавить цвет своим деталям, сохранив при этом металлический блеск.
Если вы хотите узнать больше о том, как этот метод может помочь улучшить ваши прототипы и детали, свяжитесь с командой экспертов 3ERP, чтобы узнать, как анодирование алюминия может улучшить ваши собственные производственные планы.
Как анодировать алюминий в домашних условиях — сделать его из металла
В одном магазине, в котором я работал, мы регулярно отправляли вещи на термообработку, анодирование, оцинковку, гальванизацию и так далее. Если вы хотели, чтобы что-то было сделано для личного проекта, просто отложите это в кучу и наберитесь терпения.
К сожалению, я больше не работаю в этом магазине. Там, где я сейчас нахожусь, на самом деле довольно редко можно получить что-то анодированное.Так что для моих собственных небольших проектов я провел небольшое исследование, как я могу осуществить это дома, в моем гараже.
Я обнаружил, что информация действительно разрознена. Вот почему я собрал все, что узнал, в эту статью. Это должно быть все, что вам нужно для начала.
В этом посте я расскажу о том, что я узнал о том, как успешно это сделать, а также дам несколько советов и приемов, которые помогут вам в этом.
Отказ от ответственности: Я сделал это профессионально, но делать это дома — совсем другое дело.Ожидайте, что потребуется несколько попыток, прежде чем вы сделаете процесс правильным.
Что делает анодированный алюминий?
Вероятно, неплохо было бы начать это руководство с того, чтобы понять, в чем заключается процесс. Это поможет вам понять, что происходит и почему это важно, по мере прохождения этапов.
Что делает анодированный алюминий? Анодирование алюминия создает тонкий слой оксида алюминия на металле. Этот защитный оксидный слой имеет более грубую поверхность, что позволяет красителям или краскам прилипать к металлу.Он тверже алюминия, поэтому обеспечивает определенную защиту. Это также придает алюминию коррозионную стойкость. Поскольку это такой тонкий слой, который окисляется, его можно наносить на прецизионные детали с минимальным влиянием на геометрию.
Также обычно применяется для косметики, даже если детали не подлежат окрашиванию или окрашиванию. Анодирование придает алюминию матовый светло-серый цвет. Он также не подвергнется коррозии от таких вещей, как соль на ваших руках, и со временем оставит мутные пятна, похожие на яркий алюминий.
Что вам нужно
Сам процесс анодирования не так уж и сложен, и его не так дорого наладить (я знаю, все относительно).
Это то, что вам нужно для анодирования алюминия:
- Источник питания с подключениями
- Кислота
- Дистиллированная вода
- Катод
- Емкость
- Краситель (нужен только в том случае, если вы хотите сделать его другого цвета)
- Алюминиевая или титановая проволока
- Обезжириватель
- Кислотный нейтрализатор
- Мешалка (опция)
- Защитное снаряжение
- Вентилируемое место для работы
Многое из этого можно убрать, но некоторые вещи работают лучше, другие.Я рассмотрю несколько вариантов того, что можно использовать здесь, чтобы помочь вам установить бюджет. По крайней мере, вы будете знать, чего ожидать, и не будете тратить деньги на то, что не сработает.
Установка для мелкомасштабного анодирования
Если анодирование — это то, что вы хотели бы делать довольно часто и не возражаете потерять немного денег, то это то, что имеет смысл.
Полные комплекты бывает сложно найти в Интернете, иногда их нужно покупать отдельно.
Вот краткий обзор того, что доступно.Если это не то, что вас интересует, просто переходите к следующему разделу, посвященному более самостоятельному подходу. Спойлер: маршрут «Сделай сам» даст вам очень неоднозначные результаты.
Примечание. Интернет-цены колеблются, поэтому я мог бы написать эту статью сегодня, а завтра они будут другими. Я изо всех сил старался дать довольно хорошее представление о том, для чего нужны эти штуки, но в этом случае не стой в огне! Бюджет находится в конце раздела передач.
Источник питания
В общем, вы ищете что-то, что может выдавать напряжение около 18 В и выше.
Сила тока
важна в зависимости от площади поверхности детали, которую вы хотите анодировать. Однако это немного легче сбалансировать, поскольку вы можете компенсировать это, просто бегая на нем дольше. В любом случае вам, вероятно, понадобится хотя бы один усилитель для небольших декораций и виджетов.
Вы можете найти достойные источники питания в Интернете по цене от 60 до 100 долларов. Плюс в том, что эти источники питания универсальны — вы можете использовать их и для других вещей, например для покрытия.
Это тот, который я бы порекомендовал забрать.Он рассчитан на 30 вольт и 5 ампер, поэтому он подойдет для большинства проектов, площадь которых составляет около одного квадратного фута. В нем также есть несколько красивых зажимов из крокодиловой кожи, которые облегчают жизнь для таких проектов.
Как правило, вам нужно примерно от 0,02 до 0,03 ампер на квадратный дюйм площади поверхности детали.
Если вы хотите использовать MacGyver для своей установки, возможно, вам удастся обойтись без автомобильного зарядного устройства большего размера. Преимущество этого в том, что у вас уже может быть такой, который будет работать.Недостаток в том, что у вас нет почти такого же контроля над мощностью, вам будет сложно настроить свой процесс, чтобы все было правильно. Анодирование может быть суетливым.
Кислота
Самая распространенная кислота, которую вы можете встретить в гаражах, — это серная кислота. Обычно вы можете найти его примерно за 40 долларов за полтора галлона.
Совет от профессионала: Аккумуляторная кислота — это, по сути, серная кислота, но, вероятно, она также имеет несколько присадок.Для наших целей это прекрасно работает. Обычно вы можете получить его немного дешевле, чем лабораторный. Вот пример того, что будет работать на Amazon.
Это необязательно, но использование действительно сильной кислоты может быть хорошим способом подготовить алюминий и удалить любой оксид, который может быть на нем. Щелок отлично работает, и он дешевый. Вам не нужно много этого.
Краситель
Многие интернет-ресурсы говорят, что просто используйте краситель для ткани, если вы хотите покрасить анодированную деталь.Исходя из моего опыта, этот обычно работает как надо, но не всегда. Иногда цвета действительно нечеткие — синий может выглядеть фиолетовым, фиолетовый может выглядеть розовым и т. Д.
Но если вы не слишком привередливы, краска для одежды стоит довольно дешево. Обычно вы можете получить его за несколько долларов в Интернете.
Если вы хотите убедиться, что это работает должным образом, просто возьмите подходящий краситель для анодирования. Вот пример того, что отлично подойдет. Хороший краситель обычно стоит около 20 долларов за бутылку, в зависимости от того, где вы его купите.
Катод
Технически для этого можно было бы просто использовать кусок алюминия, но свинец работает лучше и служит долго. Я получил наилучшие результаты, используя листовой свинец, так как он имеет такую большую площадь поверхности.
Вы можете просто взять свинцовую огранку в домашнем центре или взять листок на Amazon. По сути, это будет разовая покупка, так как качество свинца на самом деле не ухудшается.
Контейнер
Пластиковые контейнеры отлично работают.Не нужно над этим задумываться. Для деталей среднего или большего размера используйте красивое и чистое ведро из полиэтилена высокой плотности на 5 галлонов. Для действительно мелочи, вы можете использовать контейнер для посуды или даже стеклянную банку.
Просто выберите что-нибудь, что не проводит электричество и может сопротивляться кислоте.
Стеллажи для проволоки
Для фиксации детали можно использовать алюминиевую или титановую проволоку. Я сильно предпочитаю использовать титан. Вот почему.
Стеллажи должны надежно проводить электричество.Оксид алюминия не проводит электричество.
Это означает, что если вы используете алюминиевую проволоку, она также будет анодирована. Титан — нет. Таким образом, титановый провод можно не только использовать повторно, но и с меньшей вероятностью потерять соединение во время процесса.
В любом случае оба провода будут работать, и они не будут стоить много. Можно подобрать титановую проволоку (чуть дороже) или алюминиевую (дешевле). Честно говоря, если вы планируете анодировать несколько деталей, просто возьмите титановую проволоку.
Обезжириватель
Здесь нет ничего лишнего, просто что-то, что удалит жир или масло с детали, чтобы сделать ее красивой и чистой. Возможно, в вашем гараже уже есть что-то хорошее. Это будет отлично работать.
Кислотный нейтрализатор
Используйте пищевую соду. Работает как шарм.
Мешалка
Это необязательно, но это хорошая идея. В основном это предотвращает прилипание пузырьков к детали во время анодирования и оставление небольших следов.Если вы хотите, чтобы детали выглядели безупречно, есть простой, но чрезвычайно эффективный прием.
Используйте воздушный насос аквариума. Если вы не можете «одолжить» одну из аквариума вашего ребенка какое-то время, вы можете проверить текущую цену на Amazon здесь.
Защитное снаряжение
Это важно. Вам потребуются средства защиты глаз, респираторная маска от химикатов и перчатки.
Я видел, как многие люди используют простую респираторную маску, когда делают подобные вещи. Я бы действительно не рекомендовал это, поскольку маски от пыли не задерживают дым, а только частицы.
Это маска, которая работает хорошо, она не слишком дорогая и поможет справиться с испарениями. В комплекте также есть защитные очки на случай, если у вас их еще нет. Кислота в глаза — отстой.
Дело не в том, что пары слишком токсичны, но лучше не вдыхать их.
Вам также понадобятся перчатки. Я предпочитаю нитрил, и вы можете получить коробку совсем недорого. Это сделано не только для защиты рук от кислотных ожогов, но и для предотвращения попадания масла на детали.Если прикоснуться к детали голыми руками, после анодирования останутся постоянные следы пальцев.
Разные предметы домашнего обихода
Есть несколько вещей, которые необязательны, но действительно помогают вам делать хорошую работу.
Шарики для пинг-понга могут плавать над кислотной смесью. Это довольно хорошо устраняет кислотный туман, который вы получите, когда в резервуаре начнут пузыриться во время процесса. Вы можете купить в Интернете упаковку из 50 штук, которой хватит на весь срок службы анодирования.
Подушечки
Scotch brite — хороший способ сделать поверхность красивой даже до анодирования. Не требуется, но если вы анодируете обработанные детали, все отметки будут видны. Это просто придает детали более профессиональный вид. Вы можете купить большую их упаковку, которая прослужит вам некоторое время с отличным соотношением цены и качества. Я все время использую этот материал для разных проектов, поэтому у меня всегда есть запас на полке.
Чайник для разогрева краски (если вы хотите раскрасить детали).Большинство красителей должны иметь температуру около 120-140 F или около того, когда вы окунаете деталь, и использование электрического чайника делает этот шаг действительно простым. Вы можете купить дешевый на Амазоне. Только не используйте его после приготовления чая.
Обогреватель аквариума позволит вам регулировать температуру в аквариуме. Вы хотите, чтобы он был как можно ближе к 70F. Если вы делаете это в помещении с контролируемой температурой, это не критично. Если вы делаете это в неотапливаемом гараже, я очень рекомендую. Вы можете проверить цену на Amazon здесь.
Термометр для мяса позволит вам быть уверенным в своей температуре. Это также очень удобно для проверки температуры красок. Не обязательно, но хорошая идея. Вы можете получить его по дешевке в Интернете.
Общая сумма
Скорее всего, у вас в гараже есть немало этих вещей, или вы можете поискать. Но если вам нужно покупать абсолютно все новое, вот разбивка того, чего ожидать, если вы платите за все довольно среднюю цену.
| Источник питания | 80 долларов США | |||
| Серная кислота | 40 долларов США | |||
| Щелок | 5 долларов США | |||
| Краситель | 9040 Gallon 9040 9040 Gallon | |||
| $ 25 | ||||
| Титановая проволока | $ 10 | |||
| Обезжириватель | $ 15 | |||
| Пищевая сода | $ 2 | $ 25 | ||
| Коробка нитриловых перчаток | $ 10 | |||
| Шарики для пинг-понга | $ 10 | |||
| Пакет подушечек Scotch Brite | $ 20 | |||
| Нагреватель | $ 15 | |||
| Термометр | $ 2 904 02 | |||
| Дистиллированная вода (местного производства) | 5 долларов | |||
| ВСЕГО | 317 долларовРазумное количество этого материала не является обязательным, и вы также можете купить его в меньшем количестве, если хотите. Но начиная с нуля, это установка, которая позволит вам сделать действительно качественное анодирование прямо в вашем гараже. Многие парни используют подобные установки для изготовления деталей, которые они продают в Интернете. После того, как вы все настроите, обслуживание вашей системы станет совсем не дорогим. Вам нужно будет долить кислоту, щелок, краситель, обезжириватель, пищевую соду, перчатки и скотч-брайт, но на самом деле вы не так много используете.Этого хватит на время. Анодирование — не дорогой процесс, если у вас есть оборудование. Как анодировать алюминий своими рукамиИтак, как только у вас будет все необходимое, вот пошаговые инструкции, как это сделать. Имейте в виду, что все настройки индивидуальны, и вам нужно будет точно настроить свой процесс, чтобы получить желаемые результаты. Не ждите, что первые несколько раз все получится идеально. Скотч-Брайт АлюминийЭто даст красивую, ровную поверхность, которая будет хорошо выглядеть после анодирования.Это не обязательно, но серьезно делает деталь более профессионально выглядящей. Если не использовать скотч-брайт, следы обработки будут хорошо видны. Деталь будет блестящей на участках с более красивой обработкой поверхности и тусклой на участках, где она не идеальна. Просто после анодирования он становится более заметным. Надень шестеренкуДержите респиратор под рукой. Наденьте защитные очки. Самое главное на этом этапе надеть перчатки !!! Если вы не наденете перчатки, на вашей стороне останутся отпечатки пальцев, и ваше анодирование будет выглядеть ужасно. Очистите деталиДостаньте обезжириватель и чистую тряпку. Поверхность детали должна быть идеально чистой. Когда закончите, промойте часть дистиллированной водой. Протравить деталиДостаньте щелок и смешайте его с дистиллированной водой. Соотношение составляет примерно 3-5 столовых ложек чистого щелока на 1 галлон воды. Убедитесь, что на этом этапе вы надели респиратор и защитные очки, щелок может быть неприятным. Дайте детали впитаться в течение 3-5 минут, затем смойте дистиллированной водой. Проверка чистотыНа этом этапе вы можете провести тест воды на детали, чтобы убедиться, что она очищена должным образом. При правильной очистке вода должна плавно стекать с поверхности детали. Если вы напортачили, вода брызжет на поверхность. Это потому, что на поверхности все еще есть масла. В этом случае повторите процесс очистки. Этот шаг действительно важен. Анодирование подействует только на действительно чистую деталь. Совершенно необходимо, чтобы на этом этапе вы не позволяли детали соприкасаться с чем-либо грязным.Надевайте перчатки на протяжении всего процесса и не кладите деталь на грязную поверхность. Стеллаж для деталейЗакрепите детали на алюминиевой или титановой проволоке. Имейте в виду, что там, где провод контактировал с деталью, останется неанодированная отметка. Большинство парней предпочитают использовать внутреннюю часть отверстия в качестве точки контакта, чтобы ее не было видно. Один изящный трюк — скрутить конец проволоки клубком и воткнуть его в отверстие. Пружинность проволоки проделает отверстие в детали, и на анодированной поверхности не останется видимых следов. Важно одно: вам нужно хорошее соединение. Если соединение ненадежно, процесс гарантированно завершится неудачно. Поскольку оксид алюминия не проводит электричество, вам придется вытащить деталь, отшлифовать анодированную поверхность и перезапустить процесс. Какая боль. Налейте ваннуПоставьте контейнер в хорошо вентилируемое место. Анодирование работает лучше всего, когда оно проводится при температуре около 70 F. При необходимости дайте жидкости время для акклиматизации. Анодирование при температуре более 75 градусов не даст очень хороших результатов. Сначала налейте в емкость дистиллированную воду. Затем добавьте серную кислоту. Соотношение составляет 1 часть кислоты на 3 части воды. Я знаю, что другие сайты говорят, что нужно делать половину или половину. Они ошибаются. Кислота не должна быть такой сильной. Эта концентрация работает лучше и дешевле. Всегда добавляйте кислоту в воду, а не воду в кислоту. Ожоги могут быть неприятными, если вы все испортите. Настройте GearПоместите свинцовый катод в ванну. Очень важно, чтобы он не касался деталей.Мне нравится, когда им оборачивают внутреннюю часть ведра, чтобы получить красивый, ровный оксидный слой на детали. Понятия не имею, действительно ли это имеет значение или нет, но я этим занимаюсь. Поместите воздушный насос прямо под то место, где будут находиться детали. Чем больше волнений вокруг деталей, тем лучше. Поместите нагреватель и термометр в резервуар. Перед тем, как начать, убедитесь, что температура в ванне максимально приближена к температуре 70 F. Подвесьте детали в бак. Обычно я просто кладу кусок плоского стержня на ведро и подвешиваю к нему детали. Убедитесь, что они ничего не трогают! Если вы решили получить шары для пинг-понга, вы можете добавить их сюда. Добавьте достаточно, чтобы покрыть поверхность кислотной смесью. Добавить мощностьНастройте блок питания. Присоедините положительный полюс к проводу на ваших деталях. Присоедините отрицательную сторону к свинцовому катоду. Подсказка: детали — это ваш анод, свинец — это катод. Анодирование = детали — аноды. Детали всегда положительные. Как только все будет выглядеть безопасным, пора включить блок питания.Вот где это становится суетливым. Вы хотите установить силу тока в зависимости от общей площади поверхности ваших деталей. Использование 0,03 ампера на квадратный дюйм даст хорошую твердую поверхность, использование 0,02 ампера на квадратный дюйм даст более мягкую поверхность, но при этом потребуется больше красителя. В любом случае, нужно немного поэкспериментировать, чтобы сделать этот вид именно таким, каким вы хотите. Попробуйте запустить для запуска при напряжении 16 В. На самом деле, есть целый ряд вычислений, которые вы можете проделать, чтобы получить это теоретически совершенное, но это руководство для новичков.Это достаточно близко, чтобы начать. Кроме того, есть несколько других переменных, которые влияют на вычисления, которые действительно сложно добиться с одной из этих домашних настроек. Итак, вот действительно упрощенный калькулятор, который я придумал, и он хорошо мне подходит, когда я делаю это дома. Имейте в виду, что это , а не , который я использую на работе для профессионального управляемого аэрокосмического анодирования, но он, похоже, неплохо работает для этих более домашних установок. Хорошая идея (по крайней мере, хорошая практика) — медленно увеличивать громкость усилителя.Это то, чем мы занимаемся профессионально — довольно часто при запуске партии мы увеличиваем скорость на 5 или 10 минут. Вам не нужно действовать так медленно, но просто не включайте мощность мгновенно — не торопитесь, повернув ручку вверх. Установите таймер для любого числа, которое вам дал калькулятор, и сделайте перерыв на кофе! Pro Совет: Если вы анодируете несколько деталей или одну большую деталь, следите за температурой ванны. Он может согреться, если будет усерднее работать. Если вы видите, что температура достигает 75 F или выше, попробуйте сделать что-нибудь, чтобы было прохладнее. Вы также должны убедиться, что он не опускается ниже 60 F. Вот где этот обогреватель для аквариума действительно пригодится. Нагреть красительДостаньте чайник и разогрейте краситель, проверяя температуру термометром для мяса. Это может быть немного суетливым шагом. Большинство красителей хорошо работают при температуре около 140 F, но некоторые цвета работают немного лучше при более низкой температуре, например 120 F. Я бы рекомендовал попробовать первую партию при 140 F, а если вас не устраивают результаты, попробуйте следующую. немного круче. Подготовьте ваннуХорошо, на этом этапе мы собираемся установить пару ванн. Я знаю, что другие люди могут подойти к этому шагу по-другому, но это то, что мне подходит. Установите одну ванну с дистиллированной водой. Хорошо, если он будет немного больше, чем детали. Например, если у вас есть деталь размером с кулак, используйте как минимум полгаллона дистиллированной воды. Налейте немного дистиллированной воды в распылитель. Не обязательно, но удобно. Затем установите один бак со смесью пищевой соды и дистиллированной воды.Это нейтрализует кислоту и повысит вероятность того, что на деталях не останется никаких пятен. Обычно я использую соотношение 3 столовые ложки пищевой соды на литр воды. За этим нет ничего научного, это просто то, чем я занимаюсь. Вам не понадобится тонна этой смеси, достаточно, чтобы покрыть части, чтобы они могли впитаться в течение нескольких минут. Затем откройте крышку чайника с краской. Вы можете просто окунуть детали напрямую. Частичное погружениеВыключите питание резервуара для анодирования.Частично приподнимите детали из резервуара и несколько раз обрызгайте их дистиллированной водой. Я распыляю прямо в резервуар, чтобы не было беспорядка. Теперь прополощите детали в баке с дистиллированной водой. Вы просто хотите смыть как можно больше кислоты. Затем поместите детали в емкость для пищевой соды. Слегка взболтайте и оставьте на 5 минут. Теперь снова промойте детали в дистиллированной воде. Будьте внимательны. Дважды проверьте температуру красителя и при необходимости отрегулируйте. Окуните детали в краситель. Размешайте его достаточно энергично, чтобы сбить пузырьки с деталей, но не создавайте большого беспорядка. Этот материал очень сложно чистить. Вы должны увидеть, как детали сразу начинают окрашиваться. Если процесс не сработал, краска просто стечет. Если это сработало, деталь начнет менять цвет. Дайте деталям впитаться в краситель на 10-15 минут. Позже вы можете точно настроить это время выдержки в зависимости от желаемой глубины цвета. УплотнениеЭта часть действительно проста. Как только краска пропитается, варите детали около 15 минут. Здесь пригодится либо дополнительный чайник, либо плита, на которой можно вскипятить кастрюлю с водой. Это только сделает краску более жесткой и уменьшит вероятность того, что краска обесцветится или легко оторвется. Даже если вы не красили детали, это хорошая идея. Готово, процесс завершен! В целом, мне очень нравится анодировать дома.Вероятно, потребуется немного практики, чтобы получить детали, которые должным образом анодированы и не имеют дефектов, но это действительно крутой процесс. Также очень весело настраивать и настраивать то, как вы это делаете, чтобы вы могли получить именно тот вид, который вам нужен — существует множество переменных, и каждая из них влияет на внешний вид детали в конечном итоге. Вы пробовали анодировать? Каковы были ваши результаты, и отличается ли ваш процесс от моего? Или есть вопросы? Размещайте их в комментариях! Связанные вопросыЧто такое твердое анодирование? Жесткое анодирование — это процесс, в котором используется более высокий ток и выполняется при более низкой температуре.В результате получается значительно более толстый оксидный слой, часто около 0,002 дюйма. Этот слой чрезвычайно твердый и может значительно повысить износостойкость и коррозионную стойкость алюминия. Требования к этому процессу намного выше, и не все отделочные предприятия имеют такую возможность. При твердом анодировании следует учитывать то обстоятельство, что из-за большой толщины оксидного слоя это вызовет заметные изменения размеров прецизионных компонентов. Сколько стоит профессиональное анодирование? Чтобы получить что-то профессионально анодированное, потребуется минимальная плата, цена за квадратный дюйм площади и, возможно, плата за стеллаж.Конечно, это будет сильно различаться в зависимости от местоположения и объекта, но вы можете ожидать от 75-125 долларов за меньшую партию. Хорошее эмпирическое правило для определения «небольшой партии» — это все, что вы можете носить с собой в коробке. Truckload = наверное не маленькая партия. Что такое анодированный алюминий и можно ли покрыть анодированный алюминийЧто такое анодированный алюминий и можно ли на него покрытие? Мы исследуем состав анодированного алюминия и взаимодействие поверхности с кремниевыми покрытиями.Мы также разгадываем тайну покрытия! Анодирование — это процесс электрохимического окисления поверхности алюминия для получения стабильной пленки оксида алюминия (Al 2 O 3 ), которая намного толще, чем пленка естественного оксида (несколько нанометров), образованная естественным образом на поверхности алюминия в окружающая атмосфера. Возможно нанесение силиконового покрытия на анодированный алюминий.
ФонCVD-покрытие SilcoTek может применяться к большинству алюминиевых сплавов (кроме серии 5000). Покрытие анодированным алюминием также показало отличные результаты. Однако было несколько случаев, когда детали из анодированного алюминия выглядели визуально «без покрытия» (без характерных цветов), и было невозможно измерить какой-либо ИК-сигнал или толщину покрытия, что указывало на минимальное измеримое осаждение на поверхности деталей.Это было настоящей загадкой для нашей команды. Как деталь с покрытием может выглядеть без покрытия? В этом сообщении блога будет обсуждаться влияние анодирования и твердого анодирования на поверхность алюминия, а также то, как они могут повлиять на успех процесса нанесения покрытия SilcoTek. Может ли SilcoTek покрыть мою деталь? Обратитесь к нашему Руководству по совместимости материалов, чтобы получить полный список материалов, которые мы можем покрывать и не можем покрывать. Поверхность анодирования алюминия Известно, что поверхность анодированного алюминия имеет две различные морфологии: непористые оксидные пленки барьерного типа и оксидные пленки пористого типа, в зависимости от природы анодирующего электролита.Упрощенное практическое правило состоит в том, что электролиты, в которых образованная оксидная пленка полностью нерастворима, образуют непористые пленки барьерного типа, тогда как электролиты, в которых образованная оксидная пленка является малорастворимой, образуют пленки пористого типа. Примеры непористых включают раствор нейтральной борной кислоты, водные растворы бората или тартрата аммония (pH 5-7), тетраборат аммония в этиленгликоле и несколько органических электролитов, включая лимонную, яблочную и гликолевую кислоты. Эти электролиты образуют непористые барьерные пленки. Примеры пористых оксидных пленок многочисленны и используются в основном в коммерческих услугах и включают серную, фосфорную, хромовую и щавелевую кислоты практически в любой концентрации. 1 Эти электролиты образуют пористые (и намного более толстые) оксидные пленки, и большинство анодированных деталей, которые мы получаем, попадают в эту категорию. Поэтому следующее обсуждение будет сосредоточено на этом типе анодирования. Рисунок 1: основная структура анодированного оксида алюминия 3 Основная структура пористой анодированной оксидной пленки состоит из двух слоев — тонкого и плотного непористого барьерного слоя, непосредственно контактирующего с металлическим алюминием, и очень пористого внешнего слоя со столбчатой структурой.Толщина барьерного слоя составляет менее 0,5-2% от общей толщины оксидной пленки. 2 Схематическое изображение слоев показано на Рисунке 1 выше. 3 Процесс анодированияАнодирование алюминия включает динамическую конкуренцию между ростом оксида и одновременным растворением в кислотном электролите. Процесс является самоограничивающимся, потому что образованный оксид не является проводящим и препятствует прохождению тока, когда он достигает определенной толщины, в этот момент оксид не может перерасти скорость своего собственного растворения, и оксид достигнет равновесной толщины.Для выращивания значительно более толстых пленок из анодированного оксида в начале 1960-х годов была изобретена технология, называемая «твердым анодированием». Этот метод отличается более низкими температурами и более высокими плотностями тока, что позволяет обеспечить высокую скорость роста оксида (50-10 мкм / час) при одновременном снижении растворения оксида в кислоте. 4 В результате получается более толстая оксидная пленка, которая механически тверже и более устойчива к истиранию. На рисунке 2 ниже показано сравнение изображений, полученных с помощью сканирующего электронного микроскопа, анодированных поверхностей из оксида алюминия, образованных мягким (т.е.е. обычное) анодирование (MA) и твердое анодирование (HA). 4 Жесткое анодирование позволяет создавать более крупные и глубокие поры (глубина пор составляет 110 мкм для HA против 3,8 мкм для MA). Рисунок 2: Сравнение SEM поверхностей анодного оксида алюминия, сформированных МА и НА 4 Влияние на процесс нанесения покрытия SilcoTek Исходя из вышеизложенного, ожидается, что анодированный алюминий будет иметь пористую поверхность. Поэтому последним этапом процесса анодирования обычно является запечатывание (окрашивание — это необязательный шаг для придания цвета готовой детали, он происходит после анодирования и перед запечатыванием).Именно этот процесс герметизации может повлиять на процесс нанесения покрытия. Исторически герметизация выполнялась преимущественно погружением в кипящую деионизированную / дистиллированную воду или пар. В результате такой обработки образуется кристаллическая гидратная фаза (бемит), которая заполняет поры, как показано на рисунке 3. 5 Высокие энергозатраты на поддержание горячей ванны для запечатывания и высокие требования к качеству воды в процессе гидротермального запечатывания привели к совместным разработкам альтернативные способы среднетемпературной и холодной сварки.В этих процессах используются органические добавки и соли металлов в качестве герметиков для пропитки пор. Обычно используются уплотнения из тефлона, ацетата никеля, ацетата кобальта и горячего бихромата натрия или калия 6,7 Процессы герметизации, в результате которых образуются большие открытые поры на анодированной поверхности, значительно увеличивают площадь поверхности детали. Чрезмерная площадь поверхности займет больше кремниевого покрытия, что приведет к очень тонкому покрытию, когда планировалось покрытие стандартной толщины. Рисунок 3: Поперечное сечение окрашенной и запечатанной анодной пленки на сканирующем электронном микроскопе 5 Ответ на тайну покрытияТак почему же некоторые детали с покрытием кажутся не покрытыми? Поверхностный анализ решил загадку.Все сводится к герметизации поверхности в процессе анодирования. Все детали из анодированного алюминия должны быть должным образом герметизированы, чтобы минимизировать поры, чтобы они были совместимы с процессом нанесения покрытия SilcoTek. В противном случае поры не только становятся ловушками для чистящих растворов, используемых на этапе подготовки поверхности (этап, который мы используем для очистки деталей перед нанесением покрытия), но также способствуют образованию гораздо больших площадей поверхности, которые могут потреблять все технологические газы в нашем процессе CVD. , и в результате получаются детали без покрытия. У вас есть вопрос о совместимости материалов или о том, как улучшить коррозионную стойкость, химическую инертность и характеристики материалов ваших продуктов? Получите бесплатную консультацию с нашей командой технической поддержки. Возможность загрязнения анодированных поверхностейВлияние плохо герметичного анодирования на наш процесс или любой процесс высокой чистоты может быть распространено на другие части в том же реакционном сосуде или технологической системе, что приведет к тонкому покрытию и / или плохой косметике (из-за дегазации примесей, застрявших в порах) .Жесткое анодирование из-за того, что оно создает более крупные и глубокие поры, представляет более высокий риск загрязнения технологического процесса, если оно не герметично закрыто должным образом. Кроме того, любые красители или герметики, используемые после анодирования, должны выдерживать высокие температуры до 450 ° C, если детали будут обрабатываться с помощью SilcoTek (например, следует избегать использования тефлоновых герметиков). Наш процесс термического CVD нагревает детали до повышенных температур в вакуумной камере, поэтому любое разложение / выделение газа во время процесса может привести к загрязнению всего реакционного сосуда. Если вы используете анодированные детали в процессах, чувствительных к загрязнению, детали следует оценить, чтобы убедиться, что они не загрязняют ваш процесс. Вы также можете спросить: «Есть ли побочные продукты от покрытий SilcoTek?» Узнайте больше об этом вопросе в нашем следующем блоге. Мы рекомендуем нашим клиентам обращаться к нам, если у них есть какие-либо вопросы относительно совместимости их частей. У вас есть вопрос о том, как улучшить производительность ваших продуктов и процессов? Свяжитесь с нашей командой технической поддержки или подпишитесь на нас в LinkedIn. Ссылки :
Как анодируется металлический алюминийНа его долю приходится примерно 8% земной коры, алюминий является третьим по распространенности металлом в мире. В 2016 году мировое производство алюминия достигло рекордного уровня в 58,8 миллиона тонн, и в ближайшее время нет никаких признаков замедления производства. Поскольку алюминий используется для изготовления всего, от автомобильных рам и двигателей до космических кораблей, оконных рам, электрических проводов и т. Д., Мировое производство, вероятно, в будущем увеличится.Однако некоторые производители обрабатывают свой алюминий, чтобы улучшить его свойства, анодируя его. Что такое анодирование?Анодирование — это процесс, который включает применение химикатов и электричества для образования толстого слоя оксида на поверхности металлов. Чтобы анодировать алюминий, производители погружают алюминий в ванну с кислотными химикатами для анодирования. Затем к погруженному в воду алюминию подается электрический ток, который выделяет водород. Эта химическая реакция вызывает образование кислорода на поверхности металла, тем самым создавая слой оксида на поверхности алюминия.Это высокотехнологичный процесс, требующий определенного количества кислоты, электричества и продолжительности погружения. Однако при правильном выполнении анодирование может обеспечить превосходные свойства алюминия. Анодированный алюминий и неанодированный алюминийПринципиальное различие между анодированным алюминием и неанодированным алюминием состоит в том, что первый имеет слой оксида на поверхности, а второй — нет. С практической точки зрения анодированный алюминий имеет несколько преимуществ.Основное преимущество анодированного алюминия — лучшая защита от коррозии. Алюминий, анодированный или нет, не подвержен ржавчине. Даже оставленный на улице под дождем, алюминий никогда не ржавеет, потому что не содержит железа. Тем не менее, он все еще может подвергаться коррозии, поэтому производители часто анодируют свой алюминий. Слой оксида, который образуется в результате этого процесса над алюминием, создает защитный барьер, препятствующий коррозии. Анодирование также позволяет производителям красить поверхность алюминия.В кислотную ванну можно добавлять красители, в которых алюминий подвергается воздействию различных цветов. Есть и другие способы окрашивания алюминия, но анодирование создает более прочную связь, поскольку краситель находится в оксидном слое, покрывающем поверхность. Можно ли анодировать другие металлы?Алюминий — не единственный металл, который анодируется. Производители используют этот процесс для достижения аналогичных результатов с другими металлами. Например, титан часто анодируют в соответствии со стандартами аэрокосмических материалов (ASM) 2487 и 2488.Конечным результатом является слой оксида, покрывающий титан, толщиной от 30 нанометров до нескольких микрометров. Другие металлы, которые можно анодировать, включают магний, цинк, ниобий и тантал. Здесь даны ответы на 10 важных вопросовВы наверняка видели изделия из анодированного алюминия в своей повседневной жизни. Анодирование — это простой способ добавить алюминию защиты от коррозии и яркого цвета. Вы найдете эту отделку на спортивном оборудовании, автомобильных запчастях, портативных устройствах и многих других товарах. Если вам интересно, является ли анодирование лучшим способом отделки ваших алюминиевых изделий, или вы хотите узнать больше об этом процессе и его преимуществах, эта статья для вас. Здесь мы отвечаем на некоторые из наиболее часто задаваемых вопросов об анодировании алюминия, чтобы помочь вам решить, является ли этот процесс правильным выбором для ваших продуктов. № 1 — Что такое анодированный алюминий?Воздействие на металлы определенных сред, таких как воздух и влажность, создает слой оксида металла на открытой поверхности.В большинстве случаев оксидный слой пассивен, что означает, что он больше не реагирует с окружающей средой, как чистый металл. Ржавчина, которая образуется на железе, когда его оставляют без защиты, является одним из примеров этого. Подобно железу и другим металлам, алюминий естественным образом образует слой оксида при контакте с воздухом или влагой. Однако, в отличие от железа, образовавшийся слой оксида не является хлопьевидным или чрезмерно пористым и служит защитой, предотвращающей дальнейшее окисление алюминия. Другими словами, алюминий создает свой собственный тонкий барьер против коррозии, слегка разъедая себя.Это похоже на то, как кожа человека загорает, чтобы защитить себя от дальнейшего повреждения, вызванного солнечными лучами или другим ультрафиолетовым светом. Когда вы анодируете алюминий, происходит процесс, который увеличивает толщину этого естественного защитного слоя оксида. Анодирование улучшает свойства оксидного слоя, и эти свойства последовательно рассматриваются в следующих разделах. № 2 — Как работает процесс анодирования?Вопреки интуиции, процесс анодирования не требует от технических специалистов нанесения продукта на алюминиевую поверхность.Как объяснялось ранее, этот процесс использует реакцию, которая происходит естественным образом на алюминии при контакте с определенными элементами, и повышает ее эффективность. После того, как алюминий прошел процесс формования, например экструзии, полученная алюминиевая деталь погружается в электролитическую ванну. При погружении в жидкость к ванне подается электрический ток большой силы и низкого напряжения. Химическая реакция окисления происходит, когда ток течет через алюминий, образуя оксидный слой, более толстый, чем встречающийся в природе. № 3 — Повышает ли анодирование износостойкость?Да, анодирование действительно улучшает износостойкость. Оксидный слой, образующийся на поверхности алюминия, обладает керамическими свойствами, одним из которых является повышенная износостойкость по сравнению с алюминием как таковым. Анодированный алюминий лучше, чем необработанный, противостоит царапинам и царапинам, обеспечивая более прочную отделку. № 4 — Повышает ли анодирование коррозионную стойкость?Да, это так. Подобно природной оксидной пассивной пленке, толстый слой оксида, полученный в процессе анодирования, также улучшает коррозионную стойкость.Пассивная пленка в значительной степени химически инертна и не разрушается и не подвергается коррозии в окружающей среде. В результате анодированный слой защищает нижележащий алюминий от коррозии. Анодированный алюминий имеет более толстый пассивный слой, чем естественно пассивированный алюминий, что означает, что он более устойчив к деградации и последующей коррозии. № 5 — Как красить детали из анодированного алюминия?Еще одно преимущество анодирования алюминия заключается в том, что поверхность металла становится пористой.Микропоры делают анодированный алюминий идеальным для нанесения красителя — они действуют как колодцы, в которых может скапливаться краситель. После нанесения красителя поры можно закрыть, в результате чего цвет будет внедрен в оксидный слой. Поскольку краситель теперь является частью этого пассивного слоя, он не выцветает и не отслаивается, обеспечивая прочную, долговечную и элегантную отделку. № 6 — Улучшает ли анодирование адгезию грунтовок и клеев?Да, по той же причине, по которой анодированный алюминий отлично подходит для окрашивания.Пористая поверхность анодированного алюминия означает, что клей или грунтовка имеет увеличенную контактную поверхность и лучшие места, за которые можно «схватиться». Поры позволяют клею или грунтовке частично проникать в поверхность, в результате чего образуется ровный слой клея или грунтовки с отличной адгезией, которая с меньшей вероятностью отслаивается. № 7 — Улучшает ли анодирование рассеивание тепла?Да, это так. Если предмет горячее, чем его окружение, он начнет остывать. Чем больше площадь поверхности горячего предмета, тем быстрее он рассеивает тепло.Анодированный алюминий имеет большую площадь поверхности, чем необработанный алюминий, и, следовательно, он более эффективно отводит тепло. Эта улучшенная теплопроводность или рассеивание тепла является результатом улучшенной конвективной теплопередачи и повышенной излучательной способности. Конвективная теплопередача, то есть теплопередача между поверхностью и окружающим воздухом, в первую очередь зависит от конструкции и в некоторой степени от анодирования. Излучательная теплопередача, также называемая излучательной способностью, происходит между двумя поверхностями и значительно улучшается за счет анодирования.Это свойство делает анодированный алюминий идеальным для небольших радиаторов, как описано в нашей статье об радиаторах из анодированного алюминия. № 8 — Влияет ли анодирование на прочность алюминия?Нет, не работает. Анодирование не повлияет ни положительно, ни отрицательно на прочность алюминиевого продукта. Процесс анодирования затрагивает только очень маленький слой на поверхности алюминия в масштабе нанометров. Поскольку основная часть алюминиевой детали остается неизменной, продукт сохраняет свойства, полученные в результате формовки и обработки перед анодированием. № 9 — Обладает ли анодированный алюминий высокой электропроводностью?Нет, не работает. Алюминий сам по себе обладает высокой проводимостью; однако оксидный слой имеет физические и химические свойства, напоминающие керамические. Одна из основных характеристик керамики — электроизоляция. Анодированная алюминиевая деталь все еще может иметь ограниченную электрическую проводимость при контакте, так как оксидный слой очень тонкий, но проводимость значительно ниже, чем у необработанного алюминия.Несмотря на то, что существуют обходные пути, вы можете рассмотреть возможность другой отделочной обработки ваших алюминиевых изделий, если электропроводность является важным аспектом конструкции изделия. № 10 — В чем разница между анодированием типа II и типа III?Процесс анодирования требует правильного выбора многих переменных: типа ванны, температуры, напряжения, силы тока и т. Д. В связи с этим необходимы определенные спецификации для обеспечения постоянного достижения желаемого результата. Самый распространенный способ указать различные типы анодирования — это военная спецификация для анодных покрытий для алюминия и алюминиевых сплавов MIL-A-8625. В общих чертах этот документ разделяет типы анодирования на Тип I, II и III. Анодирование типа I, самый старый известный метод, выполняется в ванне с хромовой кислотой. Типы II и III производятся в серной кислоте. Разница между типами II и III заключается в толщине образующегося оксидного слоя. Наиболее часто применяемое анодирование типа II имеет слой толщиной от 1.От 8 до 25 нанометров. Анодирование типа III, также известное как твердое анодирование и используемое там, где требуется повышенная износостойкость и коррозионная стойкость, состоит из оксидных слоев толщиной более 25 нанометров. Следует ли анодировать алюминиевые профили?Выбор анодирования алюминиевых профилей зависит от предполагаемого применения продуктов. Как подчеркивается в этой статье, у анодирования есть как преимущества, так и недостатки. Предположим, что вас больше всего беспокоит коррозионная стойкость и очень красивый металлический вид, или вы хотите улучшить излучательную способность или адгезию грунтовки или клея.В этом случае анодирование может быть идеальным вариантом для отделки экструдированных изделий. Previous PostNextNext Post |