Анодировка алюминия: анодированный алюминий по выгодной цене
Содержание
Анодирование алюминия в Москве. Цены на услуги компании ОКСИ Про
В последнее время конструкции и изделия, изготовленные из анодированного (сокращенно часто употребляется анод.) алюминиевого профиля, все больше востребованы. Благодаря красивому внешнему виду и преимуществам, продукция из анодированного алюминия используется в разных областях дизайна и строительства.
Оксидная (анод.) пленка не может защитить металл от разрушительного воздействия коррозии из-за большой пористости, малой толщины и незначительной механической прочности.
Самым проверенным и надежным способом защиты металла и его сплавов от пагубной коррозии считается процесс анодного оксидирования в растворах серной кислоты. Этот процесс еще называется анодировка алюминия. Оксидный слой, который получают электролитическим способом, имеет плотность в 200-2000 раз большую, чем у естественных окисных пленок. По сравнению с остальными способами покрытия (при лакировании, окрашивании, покрытии поверхности полимерными пленками), анодирование алюминия в черный цвет или любой другой исключает проблемы отслоения и подпленочной коррозии.
Во время технологического процесса анодирования специалисты производят предварительную механическую обработку алюминиевого профиля, во время которой сглаживаются дефекты прессования (в том числе царапины, полосы, риски) и получить максимально матовую однородную поверхность.
В зависимости от необходимого качества поверхности готовых металлических деталей их обрабатывают потоком дроби или щетками, изготовленными из нержавеющей стали (шлифование). В первом случае получается более однородная и матовая поверхность, во втором – достигают эффекта «начесанного» покрытия.
Во время обработки в ванне обезжиривания устраняют поверхностные загрязнения металлического профиля, масла и жиры.
С поверхности профиля во время обработки в ванне травления:
- удаляется оксид алюминия, который образовался под естественным влиянием окружающей среды
- стравливаются очаги коррозии в начальной стадии и маленькие потертости
В результате анодирования осуществляется оптическое выравнивание металлической поверхности.
После травления в ванне осветления снимаются все поверхностные шламы. Теперь поверхность готова к оксидированию (или к процессу анодировки).
Затем под воздействием тока (электрического) осуществляется выращивание регулярной анод. пленки, толщина которой составляет 15-20 мкм. Пленка растет внутрь и на поверхности. Благодаря этому достигается коррозионная защита и прочность покрытия.
Выращенная анод. пленка отличается пористой структурой. Она становится твердой после прохождения ванны уплотнения, в которой находится горячая вода: поры закрываются.
Для создания цветной качественной пленки (цветное анодирование) перед ванной уплотнения алюминиевый профиль пропускается через ванну окрашивания. В результате пористая анод. плетка приобретает необходимый цвет.
К конечному качеству обрабатываемой поверхности профиля предъявляются различные требования, поэтому производится:
- оксидирование без механической обработки
- оксидирование с механической обработкой
Когда осуществляется анодировка алюминия без предварительной обработки, то химическими способами достигаются эстетические требования к поверхности. Оксидирование с механической обработкой позволяет получить качественные спецэффекты на поверхности металлического профиля.
Оксидирование с механической обработкой позволяет получить качественные спецэффекты на поверхности металлического профиля.
Смотрите также:
Процесс анодирования, технологические особенности
Для чего нужно анодирование, этапы
Что такое анодирование алюминия
2.3 Анодирование алюминия
Анодное оксидирование алюминия — процесс получения на алюминии оксидной пленки химически или электрохимически из растворов кислот и щелочей. В качестве электролита при электрохимическом анодировании применяются: серная, фосфорная, щавелевая, сульфосалициловая кислота и хромовый ангидрид. Анодирование в основном идет при повышенном напряжении, в зависимости от электролита от 24 до 120 В.
При прохождении тока через электролит в зависимости от его состава образующиеся продукты реакции на алюминиевом аноде могут полностью растворяться, образовывать на поверхности металла прочно сцепленное компактное и электроизоляционное оксидное покрытие толщиной 1,4 нм/ В или частично растворяться в электролите и образовывать пористое оксидное покрытие толщиной в десятки и сотни мкм.
Существуют две теории образования и роста анодно-оксидных покрытий: струткурно-геометрическая и коллоидно-электрохимическая.
С позиции первой теории при наложении на алюминиевый электрод анодного напряжения (т.е подключение его к (+) ) сначала формируется компактная оксидная пленка, наружная часть которой в электролитах, растворяющих оксид, начинает растворяться в дефектных местах и переходить в пористое покрытие. Дальнейший рост анодно-оксидного покрытия происходит на дне образовавшихся пор за счет превращения все более глубоких слоев металла в оксид. Покрытие состоит из гексагональных ячеек. Прилегающий к металлу барьерный слой толщиной 1-1,1 нм, состоит из беспористых ячеек. Ячейки пористого слоя имеют в середине одну пору. Диаметр пор и их число зависят от природы электролита и режима анодирования. Под действием электролита оксид, образующий стенки ячеек, гидратируется. При этом происходит адсорбция воды, анионов электролита и продуктов анодной реакции.
С позиции второй теории образование анодно-оксидных покрытий начинается с возникновения мельчайших частиц оксида, происходящего в результате встречи потока ионов. Адсорбция анионов и воды обуславливает отрицательный заряд частиц. С увеличением числа частиц они превращаются в полиионы — палочкообразные мицеллы, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита. Под действием отрицательного заряда мицеллы подходят к поверхности и сращиваются с металлом. Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
Адсорбция анионов и воды обуславливает отрицательный заряд частиц. С увеличением числа частиц они превращаются в полиионы — палочкообразные мицеллы, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита. Под действием отрицательного заряда мицеллы подходят к поверхности и сращиваются с металлом. Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
Состав и свойства анодно-оксидных покрытий
Тонкие и беспористые анодно-оксидные покрытия представляют собой в основном безводный оксид алюминия, который в чистом виде располагается у границы с металлом. В тонкие беспористые покрытия внедряются от 0,6 до 20% борного ангидрида (электролиты с борной кислотой), значительное количество других ионов.
На границе раздела оксид-электролит находят небольшую часть гидратированного оксида алюминия Al2O3*H2O (бемит).
Пористые анодно-оксидные покрытия состоят в основном из аморфного оксида алюминия и частично включают гамма-Al2O3 . Содержание воды в покрытиях, полученных в сульфатных и оксалатных электролитах, достигает 15%. В зависимости от условий формирования вода в оксидном покрытии может находиться в составе бемита или байерита (Al2O3*3H2O). Покрытия содержат значительное количество анионов электролитов.
Цветные покрытия (получение напрямую из электролита)
Анодно-оксидные покрытия, полученные, например, в оксалатном электролите, имеют обычно желтоватый оттенок. Если в этом электролите алюминий и его сплавы анодируются вначале переменным, а затем постоянным током, покрытия получаются окрашенными в цвет от светло-соломенного до золотистого и бронзового.
Окрашивание анодных покрытий (получение пористого покрытия и окраска в отдельном растворе)
Прозрачные и полупрозрачные защитно-декоративные покрытия алюминия и его сплавов окрашивают в водных прямых кислотных органических красителей.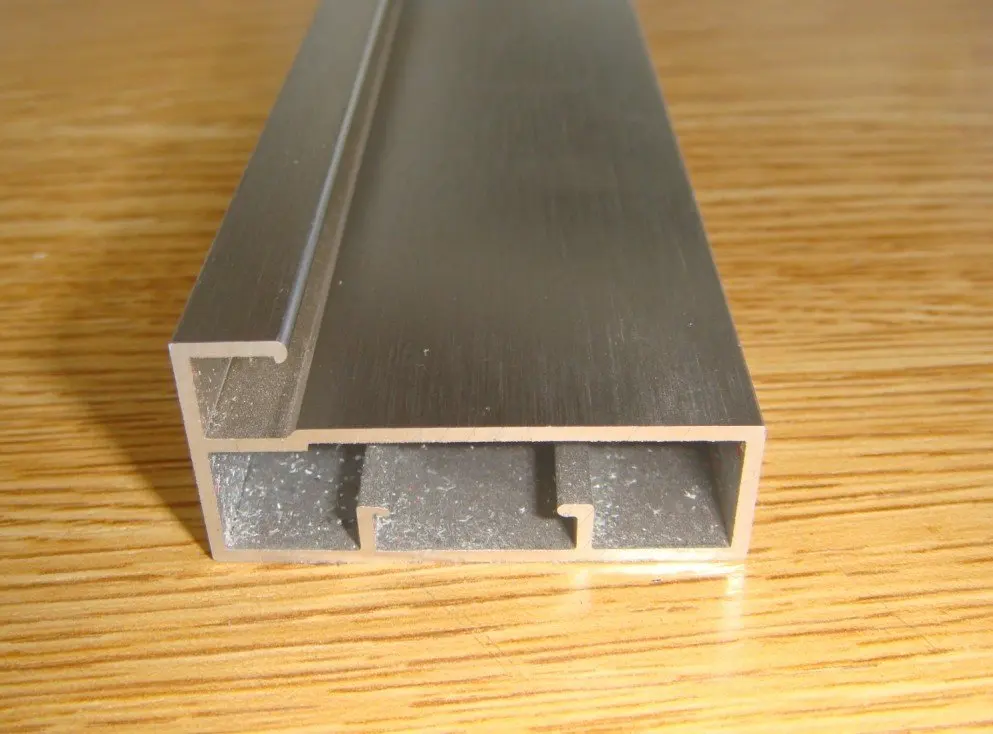
Содержание красителей в растворах колеблется от 0,1-0,5 г/л для светлых тонов до 5 для интенсивного и 10-15 для черного цвета. Температура растворов 50-70, время окрашивания от 300 до 1800 с.
Окраска покрытий, полученных в различных электролитах, различается из-за различия свойств пористости и естественного цвета покрытия.
Для получения необходимых цветов окраски используют смеси анилиновых красителей.
Некачественная окраска удаляется в растворе перманганата калия и азотной кислоты.
Кроме органических красителей применяются и неорганические.
Ограниченную цветовую гамму, но более светостойкую окраску анодно-оксидных покрытий получают реакцией двойного обмена в растворах неорганических солей
Окисные пленки, полученные из сернокислого электролита, обладают высокой адсорбционной способностью и стойкостью против коррозии. Важным достоинством этого электролита является то, что в нем можно анодировать почти все алюминиевые сплавы. Не рекомендуется применять анодирование в серной кислоте только для деталей, имеющих узкие щели, зазоры, клепаные или сварные соединения во избежание коррозии металлов, от следов электролита.
Анодирование производится и электролите состава г/л:
серная кислота H2SO4 — 170-200
температура 15-25 °С.
Анодную плотность тока выбирают с учетом состава обрабатываемого сплава, Алюминий и плакированный металл анодируют при плотности тока 1-2 А/дм2 и напряжении 10-15 В; дюралюминий и силумин — при плотности тока 0,5-1 А/дм2 и напряжении 12-20 В. Продолжительность анодирования 30-50 мин. В качестве катода используют свинец; отношение площади катодов к плошали анодов 1:1 или 2:1.
При повышении температуры электролита и плотности тока продолжительность анодирования может быть сокращена, но качество пленки при этом ухудшается. Поэтому при длительной работе ванн электролит следует охлаждать водяными рубашками или свинцовыми и титановыми змеевиками.
Детали загружают в ванну на подвесках, изготовленных из алюминия. От качества электрического контакта между подвесками и деталями зависит качество получаемой пленки. В случае неплотного контакта происходит местный разогрев металла, из-за чего может произойти разрыхление пленки и растравливание детали. Для обеспечения надежного контакта изготовляют специальные приспособления с пружинными или винтовыми зажимами, детали закрепляют туго натянутой алюминиевой проволокой. Анодную пленку с приспособлений, используемых неоднократно, перед каждой новой загрузкой следует удалять в растворе щелочи.
В случае неплотного контакта происходит местный разогрев металла, из-за чего может произойти разрыхление пленки и растравливание детали. Для обеспечения надежного контакта изготовляют специальные приспособления с пружинными или винтовыми зажимами, детали закрепляют туго натянутой алюминиевой проволокой. Анодную пленку с приспособлений, используемых неоднократно, перед каждой новой загрузкой следует удалять в растворе щелочи.
| Дефект | Причина дефекта | Способ устранения |
| Отсутствие пленки на отдельных местах | Плохой контакт детали с подвеской | Улучшить контакт |
| Прожог металла | Неплотный контакт детали с подвеской | Улучшить контакт |
| Соприкосновение деталей друг с другом | Увеличить расстояние между деталями | |
| Короткое замыкание между деталью и катодом | Устранить короткое замыкание | |
| Хрупкость пленки | Температура электролита ниже 15 °С | Повысить температуру электролита |
| Растравливание анодной пленки | Температура электролита выше 25 °С | Охладить электролит |
| Большая продолжительность анодирования | Уменьшить время анодирования | |
| Большая концентрация кислоты | Откорректировать электролит | |
| Темные пятна и полосы, рыхлая пленка | Содержание алюминия в электролите более 30 г/л | Удалить окислы алюминия декантацией |
После окончания процесса анодирования детали тщательно промывают в проточной воде до полного удаления следов электролита и подвергают дополнительной обработке: уплотнению для повышения коррозионной стойкости анодной пленки или окрашиванию для улучшения декоративной отделки.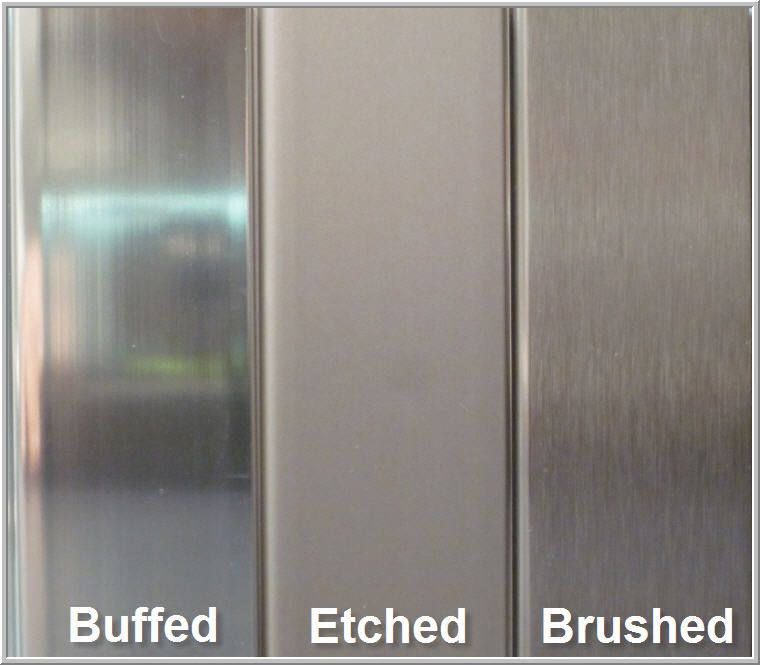 Эти процессы возможны благодаря высокой (до 30% объема) пористости анодной пленки и ее способности поглощать водные растворы.
Эти процессы возможны благодаря высокой (до 30% объема) пористости анодной пленки и ее способности поглощать водные растворы.
Уплотнение анодных пленок проводится обработкой их горячей водой или растворами хроматов. В обоих случаях окись алюминия гидролизуется, увеличиваясь в объеме, и заполняет поры. Обработку в горячей воде ведут при температуре 95-100 °С в течение 20-30 мин. Хроматную обработку ведут в растворе, содержащем 80-100 г/л бихромата натрия или калия при температуре 80-90 °С в течение 10-15 мин. Анодная пленка приобретает при этом лимонно-желтый цвет.
Удаление дефектной анодной пленки без нарушения размеров детали производят в растворе, содержащем хромовый ангидрид CrO317-20 г/л и фосфорную кислоту H3PO4 35 г/л. Температура 90-100 °С. Применяется также раствор едкого натра с концентрацией 100 r/л. Температура раствора 70-90 С.
При анодировании в щавелевокислом электролите получаются пленки, обладающие хорошими электроизоляционными свойствами. Они непрозрачны, окрашены в декоративные золотистые тона. В этом электролите можно обрабатывать литейные сплавы алюминия, содержащие до 5% меди или 4% кремния. Анодирование ведется на постоянном или переменной токе.
Они непрозрачны, окрашены в декоративные золотистые тона. В этом электролите можно обрабатывать литейные сплавы алюминия, содержащие до 5% меди или 4% кремния. Анодирование ведется на постоянном или переменной токе.
Анодирование постоянным током производят в электролите состава г/л:
щавелевая кислота H2C2O4 — 30- 50 г/л.
Режим работы: температура электролита 15-25 °С, анодная плотность тока 1-2 А/дм2, напряжение на ванне 40-60 В (к концу электролиза достигает 60-70В).
Для получения твердых пленок с хорошими электроизоляционными свойствами их толщина должна быть не менее 25-40 мкм.
Вредными примесями, ухудшающими качество анодирования, являются хлор и алюминии. Их допустимая концентрация в электролите составляет соответственно 0,04 г/л и 30 г/л.
Хромовокислые электролиты анодирования рекомендуются для получения защитных анодных пленок на деталях сложной конфигурации, имеющих клепаные и сварные соединения. Анодные пленки, получаемые из этого электролита, бесцветны, отличаются повышенной коррозионной стойкостью (применяются без дополнительной обработки), малой пористостью, высокой пластичностью и эластичностью, но характеризуются меньшей твердостью и износостойкостью по сравнению с оксидными пленками из сернокислых и щавелевокислых электролитов.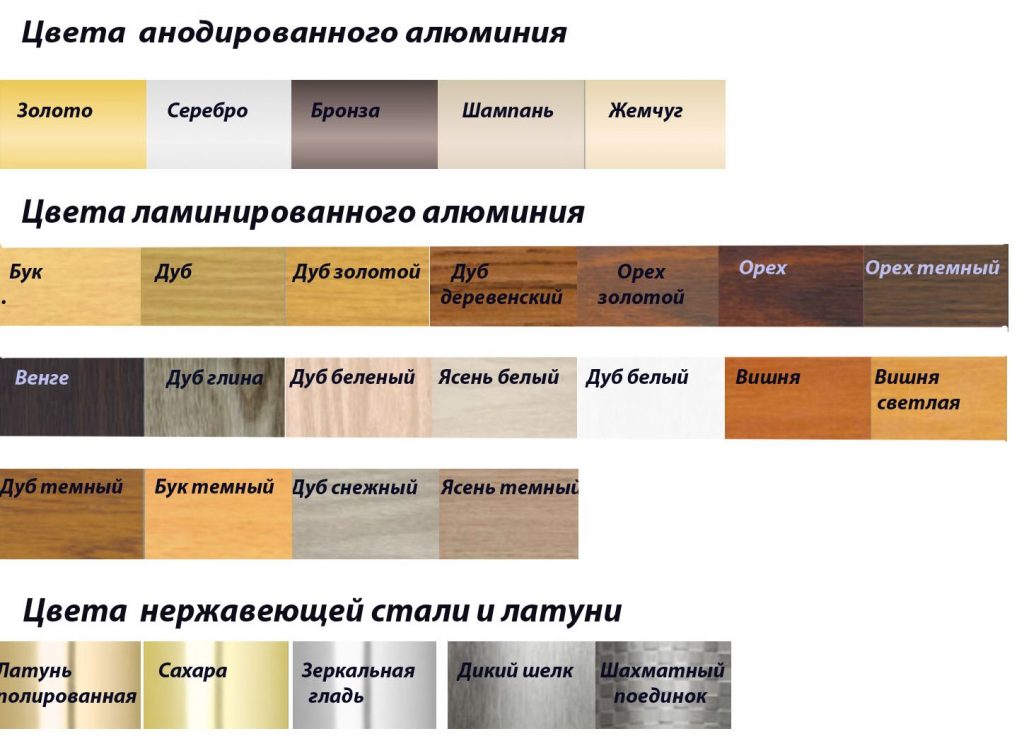
Электролит содержит г/л:
хромовый ангидрид CrO3 90-100 г/л
Плотность тока до 2 А/дм2. Температура электролита 35-40 °С. Продолжительность процесса анодирования 50-60 мин. Напряжение на ванне составляет 40-50 В, затем постепенно повышается до 100 В.
Скорость формирования оксидной пленки значительно зависит от температуры электролита, которую нужно поддерживать с точностью ±2 °С. Анодная пленка в зависимости от марки сплава имеет цвет от серого до коричневого с толщиной 3-4 мкм.
В процессе анодирования в электролите накапливается алюминий, уменьшается концентрация свободной хромовой кислоты за счет ее связывания алюминием и катодного восстановления шестивалентных ионов хрома до трехвалентных.
Так как работоспособность электролита определяется содержанием свободной хромовой кислоты, то требуется периодическое корректирование электролита добавлением хромового ангидрида, концентрацию которого можно доводить до 250 г/л.
При анодировании в хромовокислом электролите используют катоды из нержавеющей стали Х18Н9Т или алюминия марки А0. Для уменьшения скорости побочного процесса катодного восстановления шестивалентных ионов хрома отношение поверхности катода к поверхности обрабатываемых деталей не должно превышать 5:1.
Для уменьшения скорости побочного процесса катодного восстановления шестивалентных ионов хрома отношение поверхности катода к поверхности обрабатываемых деталей не должно превышать 5:1.
Вредной примесью при анодировании являются сульфат-ноны, они замедляют процесс анодирования и ухудшают качество получаемых пленок. При составлении электролита сульфат-ноны удаляют введением углекислого бария.
компаний по анодированию алюминия | Услуги по анодированию алюминия
Тем не менее, анодирование может также применяться к таким металлам, как титан, где вместо этого оно будет называться анодированием титана.
Готовая продукция
В архитектуре производители используют этот процесс для повышения структурной стабильности и прочности таких элементов, как крыши, внешние панели и оконные рамы. В автомобильной промышленности анодирование алюминия используется в качестве защитного кожуха для открытых алюминиевых деталей в автомагазинах, а также для нанесения последних штрихов на такие компоненты автомобиля, как отделка салона.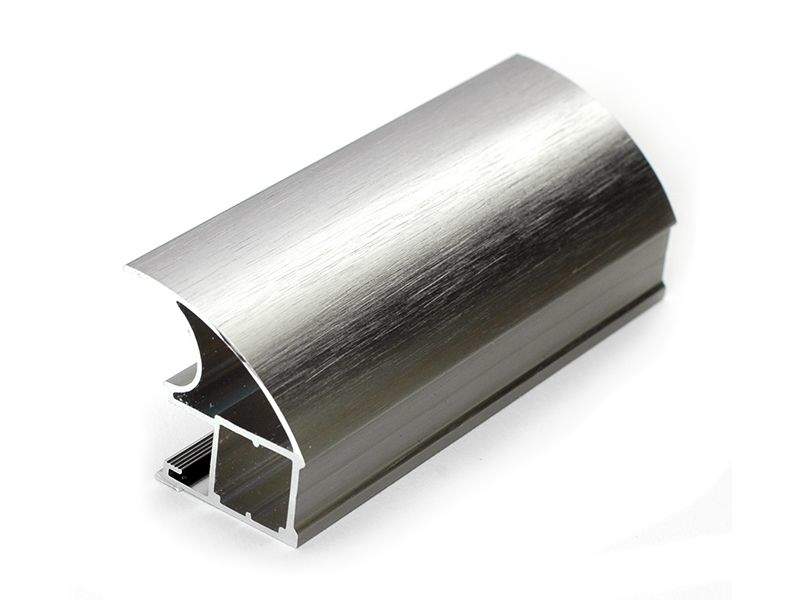 Далее, анодирование алюминия повышает прочность защитных внешних корпусов электроники, такой как спутники, mp3-плееры, камеры и многое другое.
Далее, анодирование алюминия повышает прочность защитных внешних корпусов электроники, такой как спутники, mp3-плееры, камеры и многое другое.
Продукты питания и напитки, как коммерческие, так и бытовые, выигрывают от устойчивости анодированных кастрюль, сковородок и другой кухонной посуды и столовых приборов. Наконец, в промышленном производстве производители выполняют анодирование алюминия на заводском оборудовании, таком как конвейеры, электролитические конденсаторы и весы.
История
Анодирование началось в 1920-х годах. Сначала в 1923 году британские граждане Гай Данстан Бенгоу и Джон Макартур Стюарт получили патент США на свой метод анодирования. Позже британское правительство задокументировало этот метод отделки, названный процессом Бенго-Стюарта, в своих оборонных спецификациях. Они использовали его для создания антикоррозионного покрытия на гидросамолётах.
Также в 1923 году японцы запатентовали анодирование щавелевой кислотой. Они, а позже и немцы, использовали этот процесс отделки в архитектуре. Четыре года спустя Гауэр и О’Брайен запатентовали свой процесс сернокислотного анодирования.
Четыре года спустя Гауэр и О’Брайен запатентовали свой процесс сернокислотного анодирования.
Несколько десятилетий спустя, между 1960-ми и 1970-ми годами, строители начали активно использовать анодированный алюминий в своих архитектурных проектах. В те годы анодирование алюминия стало очень популярным. С тех пор строительные материалы из анодированного алюминия были заменены материалами с порошковым покрытием и пластиком. Тем не менее, анодирование алюминия по-прежнему популярно, и нам не терпится увидеть, куда производители приведут его в будущем.
Материалы
Существует множество областей применения, в которых используются неалюминиевые анодированные материалы. Примеры этих металлов включают титан, тантал, ниобий, цинк и магний.
Титан часто анодируют для улучшения ювелирных изделий и других декоративных предметов. Анодированный титан все чаще используется для изготовления обручальных колец, потому что он твердый и не вызывает аллергии.
Тантал — это материал, который после анодирования производители используют для изготовления конденсаторов и в декоративных целях. Производители могут манипулировать анодированным танталом, чтобы он отображал широкий спектр цветов. Они также могут контролировать толщину пленки, изменяя напряжение и температуру анодирования. Обычно толщина пленки анодированного тантала находится в диапазоне от 18 до 23 ангстрем на вольт.
Ниобий — еще один материал, который производители любят анодировать в декоративных целях. Анодированный ниобий — распространенный элемент памятных монет и украшений. Как и тантал, анодированный ниобий доступен в широком диапазоне цветов и толщины пленки.
Цинк — еще один металл, который сервисные службы анодируют альтернативными методами. Хотя они не часто анодируют его, когда они это делают, производители используют процесс, введенный Международной организацией по свинцу и цинку. Этот процесс создает оливково-зеленый, твердый и устойчивый к коррозии цинк.
Магний — это материал, который производители довольно регулярно анодируют. Производители могут запечатать его маслом, воском и подобными материалами. Анодированный магний популярен в качестве грунтовки под краску.
Описание процесса
Для анодирования алюминия производители могут использовать различные методы. Однако в целом процесс выглядит примерно так:
1. Сначала производители устанавливают ванну с электролитическим раствором. Они могут или не могут улучшить это с помощью красителей.
2. Далее берут металл типа алюминия и погружают в раствор электролита.
3. После погружения металла производители пропускают постоянный ток через раствор электролита, вызывая выделение кислорода и водорода.
4. Когда это происходит, кислород реагирует на поверхности алюминия, действуя как анод (положительный электрон), а водород реагирует на его поверхности как катод (отрицательный электрон). Эти реакции проявляются в виде накопления оксида алюминия (или другого оксида, если металл не алюминий).
Дизайн
При подготовке к анодированию детали или изделия производители думают о ряде аспектов применения, таких как желаемая толщина пленки, желаемая твердость пленки, желаемый цвет пленки и желаемые изменения металла. Исходя из этих соображений, производители могут принять решение о деталях процесса, таких как состав раствора/красителя, концентрация электролита, температура раствора, кислотность и текущее напряжение. Чтобы создать более толстые или твердые пленки, они будут использовать более слабые растворы в сочетании с более низкими температурами и более высокими напряжениями. Для производства более тонких или мягких пленок они будут делать противоположное.
Используемое оборудование
Производители используют ряд различных систем для анодирования материалов. Хотя они предлагают клиентам комплекты для анодирования, они чаще всего сами используют оборудование для анодирования, включая анодирующие выпрямители и контроллеры для анодирования.
Анодирующие выпрямители преобразуют переменный ток (AC) в постоянный ток (DC). Производители используют этот постоянный ток для анодирования устойчивых к коррозии деталей. Это связано с тем, что при прохождении через конструкцию постоянный ток останавливает коррозию.
Контроллеры выпрямителя для анодирования представляют собой цифровые элементы управления, которые позволяют производителям тщательно управлять операциями анодирования. Они часто сочетаются с технологией ЧПУ и компьютерным программированием. С их помощью производители могут создавать анодированные детали и изделия с точными слоями и цветами.
Вариации и аналогичные процессы
Для выполнения анодирования алюминия производители используют один из трех основных процессов: анодирование хромовой кислотой (Тип I), анодирование серной кислотой (Тип II) и анодирование твердого покрытия серной кислотой, или твердое анодирование (Тип III).
Тип I — самый старый и наиболее часто используемый процесс анодирования. Чтобы заставить его работать, операторы сочетают химически активный металл с электролитическим процессом, в котором используется хромовая кислота. (Хромовая кислота представляет собой коррозионную окисляющую кислоту, которая совместима с большинством алюминиевых сплавов.) Они инициируют анодирование, присоединяя к обрабатываемому металлу анод, вырабатывающий кислород, а затем погружая металл в раствор электролита, через который проходит постоянный ток. На протяжении всего процесса производители увеличивают напряжение этого тока. Поскольку анод вырабатывает кислород, он создает оксидную пленку.
Чтобы заставить его работать, операторы сочетают химически активный металл с электролитическим процессом, в котором используется хромовая кислота. (Хромовая кислота представляет собой коррозионную окисляющую кислоту, которая совместима с большинством алюминиевых сплавов.) Они инициируют анодирование, присоединяя к обрабатываемому металлу анод, вырабатывающий кислород, а затем погружая металл в раствор электролита, через который проходит постоянный ток. На протяжении всего процесса производители увеличивают напряжение этого тока. Поскольку анод вырабатывает кислород, он создает оксидную пленку.
Тип I является хорошим вариантом для анодирования, но он уменьшает толщину алюминия только на 0,02–0,4 мила, что значительно меньше, чем скорость уменьшения, возможная для двух других типов. Кроме того, поскольку EPA (Агентство по охране окружающей среды) пометило выбросы хромовой кислоты как вредные для окружающей среды, возможность ее использования ограничена.
Типы II и III используют другой агрессивный раствор, раствор серной кислоты.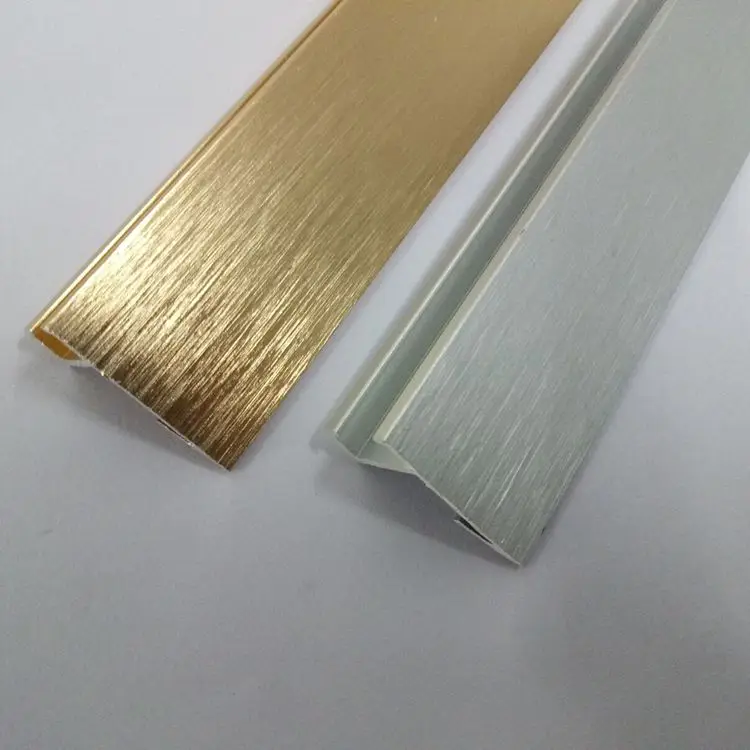 Этот раствор кислоты, образованной из двуокиси серы, плотный и маслянистый. Оба процесса очень похожи, но различаются рабочей температурой и плотностью тока. Одним из примечательных подтипов анодирования типа II является светлое анодирование погружением.
Этот раствор кислоты, образованной из двуокиси серы, плотный и маслянистый. Оба процесса очень похожи, но различаются рабочей температурой и плотностью тока. Одним из примечательных подтипов анодирования типа II является светлое анодирование погружением.
Анодирование блестящим погружением — это процесс анодирования алюминия, в ходе которого производители придают алюминию блеск до различной степени блеска. Лучше всего работает с необработанным алюминием. Чем тверже производители покрытия из оксида алюминия позволяют наращивать его, тем ярче оно будет.
Анодирование алюминия типа III выполняется при более низких температурах и при более высокой плотности электрического тока, что приводит к увеличению анодного роста и более твердой поверхности.
Анодирование типов I, II и III — все процессы, которые можно применять только к алюминию и алюминиевым сплавам. Для анодирования неалюминиевых металлов производители могут использовать различные аналогичные процессы. Примеры включают хроматное конверсионное покрытие, прозрачное анодирование, цветное анодирование, черное анодирование, титановое анодирование и ряд специальных процедур анодирования.
Примеры включают хроматное конверсионное покрытие, прозрачное анодирование, цветное анодирование, черное анодирование, титановое анодирование и ряд специальных процедур анодирования.
Хроматное конверсионное покрытие в основном отличается от анодирования тем, что позволяет сохранить электрическую проводимость алюминия, а не нейтрализовать ее.
Чаще всего в хроматном конверсионном покрытии используется либо шестивалентный, либо нешестивалентный хром. Химическое соединение шестивалентного хрома, которое содержит хром в состоянии +6-окисления, к сожалению, классифицируется EPA как канцероген для человека.
Чтобы избежать проблем, связанных с этой классификацией, многие производители используют нешестивалентный хром, экологически безопасный альтернативный материал для покрытия, который соответствует требованиям директив Европейского Союза по ограничению использования опасных веществ и утилизации автомобилей с истекшим сроком эксплуатации.
Прозрачное анодирование , наиболее распространенный тип анодирования, в котором используется серная кислота, а в конце добавляется водяной затвор. Производители чаще всего выполняют прозрачное анодирование для автомобильных приложений.
Производители чаще всего выполняют прозрачное анодирование для автомобильных приложений.
Цветное анодирование — это процесс, который производители обычно используют для эстетических целей. Обычно они выполняют этот процесс после первоначального анодирования и герметизации изделия. Для создания таких цветов, как желтый, черный и белый, производители используют либо соли металлов, либо органические красители.
Органическое анодирование — это процесс анодирования, во время которого производители используют органические кислоты, такие как яблочная кислота, для анодирования покрытий. Производители должны быть очень осторожны и внимательны при использовании этого процесса. Это потому, что эти кислоты часто заставляют ток обращаться с алюминием с необычной агрессией. Такое лечение может привести к образованию ямок или рубцов.
Преимущества
Анодирование алюминия и связанные с ним процессы анодирования предлагают покупателям широкий спектр преимуществ. Во-первых, процесс анодирования алюминия оставляет после себя прочное покрытие, которое более долговечно, чем краска или даже гальваническое покрытие. Это связано с тем, что краска просто наносится поверх металла, а анодированное покрытие становится частью изделия. Во-вторых, на анодированную окраску не влияет ультрафиолет; он не исчезнет. Далее, анодирование алюминия является экологически чистой процедурой. Анодированные изделия подлежат вторичной переработке, и, в отличие от органических покрытий, анодированные покрытия не представляют опасности для окружающей среды. Кроме того, сам процесс анодирования не представляет опасности для человека. Еще одним преимуществом анодирования алюминия является его экономичность. Анодированные изделия недороги в изготовлении и являются отличным вложением средств. Наконец, анодированные изделия требуют минимального ухода, поскольку они не царапаются и на них не остаются отпечатки пальцев.
Во-первых, процесс анодирования алюминия оставляет после себя прочное покрытие, которое более долговечно, чем краска или даже гальваническое покрытие. Это связано с тем, что краска просто наносится поверх металла, а анодированное покрытие становится частью изделия. Во-вторых, на анодированную окраску не влияет ультрафиолет; он не исчезнет. Далее, анодирование алюминия является экологически чистой процедурой. Анодированные изделия подлежат вторичной переработке, и, в отличие от органических покрытий, анодированные покрытия не представляют опасности для окружающей среды. Кроме того, сам процесс анодирования не представляет опасности для человека. Еще одним преимуществом анодирования алюминия является его экономичность. Анодированные изделия недороги в изготовлении и являются отличным вложением средств. Наконец, анодированные изделия требуют минимального ухода, поскольку они не царапаются и на них не остаются отпечатки пальцев.
На что обратить внимание
Получите лучшие услуги по анодированию алюминия, связавшись с поставщиком высококачественных услуг. На этой странице вы найдете имена, профили и контактную информацию нескольких поставщиков анодирования алюминия, которых мы знаем и которым доверяем. Проверьте их, прокрутив вверх; вы найдете их между этими информационными абзацами.
На этой странице вы найдете имена, профили и контактную информацию нескольких поставщиков анодирования алюминия, которых мы знаем и которым доверяем. Проверьте их, прокрутив вверх; вы найдете их между этими информационными абзацами.
Прежде чем ознакомиться с ними, мы рекомендуем вам уделить время составлению списка ваших спецификаций, требований, вопросов и опасений. Не забудьте указать такие вещи, как ваш бюджет, крайний срок проекта и ваши предпочтения по доставке. Кроме того, прежде чем соглашаться работать с кем-либо, убедитесь, что они знакомы и могут соответствовать стандартным требованиям вашей продукции. Если вы не уверены, каким стандартам должны соответствовать ваши анодированные продукты, проконсультируйтесь с лидерами отрасли. Они должны быть в состоянии дать вам совет.
После того, как вы составили свой список, просмотрите производителей, перечисленных на этой странице. Основываясь на том, какие из них предлагают услуги, наиболее соответствующие вашим требованиям, выберите три или четыре компании, с которыми вы хотели бы поговорить. Затем обратитесь к каждому из них, чтобы просмотреть свое приложение. После подробного обсуждения ваших потребностей с каждым из них, сравните и сопоставьте ваши разговоры. Подумайте, какая компания не только предлагает лучшие цены, но и предлагает лучшие услуги для вас. Наконец, выберите производителя, который подходит именно вам, и начните работу над своим проектом.
Затем обратитесь к каждому из них, чтобы просмотреть свое приложение. После подробного обсуждения ваших потребностей с каждым из них, сравните и сопоставьте ваши разговоры. Подумайте, какая компания не только предлагает лучшие цены, но и предлагает лучшие услуги для вас. Наконец, выберите производителя, который подходит именно вам, и начните работу над своим проектом.
Как анодировать алюминий в домашних условиях — сделать его из металла
В одном магазине, где я работал, мы регулярно отправляли вещи на термообработку, анодирование, оцинковку, гальванизацию, что угодно. Если вы хотите что-то сделать для личного проекта, просто положите это в кучу и наберитесь терпения.
К сожалению, я больше не работаю в этом магазине. Там, где я сейчас нахожусь, на самом деле довольно редко можно получить что-то анодированное. Поэтому для своих небольших проектов я провел небольшое исследование того, как я могу реализовать это дома в своем гараже.
Я обнаружил, что информация очень разбросана. Вот почему я собрал все, что узнал, в эту статью. Это должно быть довольно хорошо все, что вам нужно, чтобы начать.
Вот почему я собрал все, что узнал, в эту статью. Это должно быть довольно хорошо все, что вам нужно, чтобы начать.
В этом посте я поделюсь тем, что узнал о том, как добиться успеха, а также дам несколько советов и приемов, которые помогут вам в этом.
Отказ от ответственности: Я сделал это профессионально, но делать это дома — совсем другое дело. Ожидайте, что потребуется несколько попыток, прежде чем вы получите правильный процесс.
Содержание
Что дает анодирование алюминия?
Вероятно, стоит начать с этого руководства, убедившись, что вы понимаете, что это за процесс. Это поможет вам понять, что происходит и почему это важно при выполнении шагов.
Что дает анодирование алюминия? Анодирование алюминия создает тонкий слой оксида алюминия на металле. Этот защитный оксидный слой имеет более шероховатую поверхность, что позволяет красителям или краскам прилипать к металлу. Он тверже алюминия, поэтому обеспечивает определенную степень защиты. Это также придает алюминию коррозионную стойкость. Поскольку окисляется такой тонкий слой, это можно делать с прецизионными деталями с минимальным влиянием на геометрию.
Это также придает алюминию коррозионную стойкость. Поскольку окисляется такой тонкий слой, это можно делать с прецизионными деталями с минимальным влиянием на геометрию.
Это также обычно делается для косметики, даже на тех частях, которые не будут окрашены или окрашены. Анодирование придает алюминию тусклый светло-серый цвет. Он также не будет подвергаться коррозии от таких вещей, как соль на ваших руках, оставляя со временем мутные следы, как яркий алюминий.
То, что вам нужно
Сам процесс анодирования не так уж сложен, и его установка не слишком дорога (знаю, все относительно).
Вот что нужно для анодирования алюминия:
- Источник питания с соединениями
- кислота
- дистиллированная вода
- A Катод
- A Container
- краситель (необходимый только если вы хотите сделать его разнообразным)
- Alum (только для того, чтобы сделать его разной)
- .
- Нейтрализатор кислоты
- Мешалка (дополнительно)
- Защитное снаряжение
- Вентилируемое помещение для работы
Многие из этих вещей можно раздобыть, но некоторые вещи работают лучше, чем другие. Я рассмотрю некоторые варианты того, что можно использовать здесь, чтобы помочь вам установить бюджет. По крайней мере, вы будете знать, чего ожидать, и не будете тратить деньги на то, что не сработает.
Я рассмотрю некоторые варианты того, что можно использовать здесь, чтобы помочь вам установить бюджет. По крайней мере, вы будете знать, чего ожидать, и не будете тратить деньги на то, что не сработает.
Мелкомасштабная установка для анодирования
Если анодирование — это то, чем вы хотели бы заниматься достаточно часто и не жалеете немного денег, то это имеет смысл.
Полные комплекты сложно найти в Интернете, иногда вам придется покупать их по отдельности.
Вот краткий обзор того, что доступно. Если это не то, что вас интересует, просто перейдите к следующему разделу, посвященному более самостоятельному подходу. Спойлер: путь «сделай сам» даст вам очень смешанные результаты.
Примечание: Цены в Интернете колеблются, поэтому я могу написать эту статью сегодня, а завтра они будут другими. Я сделал все возможное, чтобы дать довольно хорошее представление о том, для чего нужны эти вещи, но не держите меня за ноги! Бюджет находится в конце раздела передач.
Источник питания
В общем, вы ищете что-то, что может выдавать около 18 В и выше.
Сила тока важна в зависимости от площади поверхности детали, которую вы хотите анодировать. Это немного легче сбалансировать, поскольку вы можете компенсировать это, просто запустив его дольше. В любом случае, вам, вероятно, понадобится хотя бы один усилитель для небольших безделушек и виджетов.
В Интернете можно найти приличные источники питания по цене от 60 до 100 долларов. Преимущество заключается в том, что эти источники питания универсальны — вы можете использовать их и для других целей, например, для гальванического покрытия.
Это тот, который я бы порекомендовал взять. Это 30 вольт и 5 ампер, поэтому его хватит для большинства проектов площадью около одного квадратного фута. У него также есть несколько симпатичных зажимов из кожи аллигатора, которые облегчают жизнь таким проектам.
Как правило, требуется от 0,02 до 0,03 А на квадратный дюйм площади поверхности детали.
Если вы хотите использовать MacGyver для своей установки, вам может сойти с рук зарядное устройство для автомобильного аккумулятора большего размера. Преимущество этого в том, что у вас уже может быть тот, который будет работать. Недостатком является то, что у вас нет такого же контроля над мощностью, вам будет трудно настроить процесс, чтобы все было правильно. Анодирование может быть суетливым.
Кислота
Серная кислота чаще всего встречается в гаражах. Обычно вы можете найти его примерно за 40 долларов за полтора галлона.
Профессиональный совет: Аккумуляторная кислота — это, по сути, серная кислота, но, вероятно, в нее также входят некоторые добавки. Для наших целей работает нормально. Обычно вы можете получить его немного дешевле, чем лабораторный материал. Вот пример на Amazon чего-то, что будет работать.
Это необязательно, но использование очень сильной кислоты может быть хорошим способом подготовить алюминий и удалить любой оксид, который может быть на нем. Щелок отлично работает и стоит дешево. Вам не нужно его много.
Щелок отлично работает и стоит дешево. Вам не нужно его много.
Краситель
Многие интернет-ресурсы советуют просто использовать краску для ткани, если вы хотите покрасить анодированную деталь. Исходя из моего опыта, этот обычно работает как надо, но не всегда. Иногда цвета действительно не совпадают — синий может выглядеть фиолетовым, фиолетовый может выглядеть розовым и т. д.
Если вы не слишком привередливы, краска для одежды стоит довольно дешево. Обычно вы можете купить его за несколько долларов в Интернете.
Если вы хотите убедиться, что это работает должным образом, просто выберите подходящую краску для анодирования. Вот пример того, что отлично сработает. Хороший краситель обычно стоит около 20 долларов за бутылку, в зависимости от того, где вы его берете.
Катод
Технически для этого можно использовать кусок алюминия, но свинец работает лучше и служит вечно. Я получил наилучшие результаты, используя листовой свинец, так как он имеет большую площадь поверхности.
Вы можете просто взять немного свинцовой накладки в домашнем центре или взять небольшой лист на Amazon. По сути, это будет разовая покупка, так как свинец на самом деле не портится.
Контейнер
Пластиковые контейнеры отлично подходят. Вам не нужно слишком много думать об этом. Для деталей среднего или крупного размера просто используйте 5-галлонное ведро из полиэтилена высокой плотности, красивое и чистое. Для на самом деле мелкие вещи, вы можете использовать контейнер для посуды или даже стеклянную банку.
Просто выберите то, что не проводит электричество и может противостоять кислоте.
Проволочная сетка
Для удержания детали можно использовать алюминиевую или титановую проволоку. Я настоятельно предпочитаю использовать титан. Вот почему.
Стеллаж должен надежно проводить электричество. Оксид алюминия не проводит электричество.
Это означает, что если вы используете алюминиевую проволоку, она тоже будет анодирована. Титан не будет. Таким образом, титановая проволока не только пригодна для повторного использования, но и снижает вероятность потери соединения во время процесса.
В любом случае оба провода будут работать, и они не будут стоить дорого. Можно подобрать титановую проволоку (чуть дороже) или алюминиевую проволоку (дешевле). Честно говоря, если вы планируете анодировать несколько деталей, просто возьмите титановую проволоку.
Обезжириватель
Здесь нечего переусердствовать, просто то, что удалит жир или масло с детали, чтобы сделать ее красивой и чистой. Возможно, у вас уже есть что-то хорошее в вашем гараже. Это будет отлично работать.
Нейтрализатор кислоты
Используйте пищевую соду. Работает как шарм.
Мешалка
Это необязательно, но это хорошая идея. По сути, это предотвращает прилипание пузырьков к детали во время анодирования и оставление небольших следов. Если вы хотите, чтобы детали выглядели безупречно, есть простой, но чрезвычайно эффективный лайфхак.
Используйте воздушный насос для аквариума. Если вы не можете «одолжить» рыбку из аквариума вашего ребенка на какое-то время, вы можете проверить текущую цену на Amazon здесь.
Защитное снаряжение
Это важно. Вам понадобятся средства защиты глаз, респиратор для химикатов и перчатки.
Я видел, как многие люди используют простую маску от пыли, когда делают подобные вещи. Я действительно не рекомендовал бы это, так как пылезащитные маски не останавливают пары, только частицы.
Это маска, которая работает хорошо, она не слишком дорогая и кое-что сделает против паров. Он также поставляется с некоторыми защитными очками, если у вас еще нет пары. Попадание кислоты в глаза — отстой.
Это не значит, что пары слишком токсичны, но лучше не вдыхать их.
Вам также понадобятся перчатки. Я предпочитаю нитрил, и вы можете получить коробку совсем недорого. Это делается не только для того, чтобы защитить руки от ожогов кислотой, но и для того, чтобы масло не попало на деталь. Если вы коснетесь детали голыми руками, после анодирования у вас останутся необратимые отпечатки пальцев.
Разные полезные вещи
Есть несколько вещей, которые не обязательно необходимы, но действительно помогают вам хорошо выполнять свою работу.
Шарики для пинг-понга могут плавать на поверхности кислотной смеси. Это довольно хорошо устраняет кислотный туман, который вы получите, когда резервуар начнет пузыриться во время процесса. Вы можете купить в Интернете упаковку из 50 штук, которой хватит на всю жизнь анодирования.
Подушечки Scotch Brite — хороший способ придать поверхности красивый вид даже перед анодированием. Не обязательно, но если вы анодируете обработанные детали, все метки будут видны. Это просто делает часть выглядит немного более профессионально. Вы можете купить большую упаковку из них, которая прослужит вам некоторое время с отличным соотношением цены и качества. Я постоянно использую этот материал для разных проектов, поэтому у меня всегда есть заначка на полке.
Чайник для разогрева красителя (если вы хотите покрасить детали). Большинство красителей должны иметь температуру около 120-140 F или около того, когда вы погружаете деталь, и использование электрического чайника делает этот шаг очень простым. Вы можете купить дешевый на Amazon. Только не используйте его после заваривания чая.
Нагреватель для аквариума позволит регулировать температуру в аквариуме. Вы хотите, чтобы она была как можно ближе к 70F. Если вы делаете это в помещении с регулируемой температурой, это не критично. Если вы делаете это в неотапливаемом гараже, я очень рекомендую это. Узнать цену на Amazon можно здесь.
Термометр для мяса позволит вам быть уверенным в своей температуре. Это также очень удобно для проверки тепла ваших красителей. Не обязательно, но хорошая идея. Вы можете получить один дешево онлайн.
Общая сумма
Скорее всего, у вас в гараже есть немало таких вещей, или вы можете их раздобыть. Но на случай, если вам придется покупать абсолютно все новое, вот что ожидать, если вы платите за все довольно среднюю цену.
| Power Source | $80 |
| Sulfuric Acid | $40 |
| Lye | $5 |
| Dye | $20 |
| 5-Gallon Bucket | $8 |
| Lead Cathode | $ 25 |
| Титановый проволочный проволочный0326 | $10 |
| Respirator and Safety Glasses | $25 |
| Box of Nitrile Gloves | $10 |
| Ping Pong Balls | $10 |
| Pack of Scotch Brite Pads | $20 |
| Чайник | $15 |
| Нагреватель аквариума | $15 |
| Термометр | $2 | 24 Вода дистиллированная (из местного источника)0326 | 5$ |
| ИТОГО | 317 |
Теперь, имейте в виду, это все, что вам нужно купить. Разумное количество этого материала является необязательным, и вы также можете купить его в меньших количествах, если хотите. Но начиная с нуля, это установка, которая позволит вам выполнять анодирование действительно хорошего качества в вашем гараже. Многие ребята используют подобные установки для изготовления деталей, которые они продают в Интернете.
После того, как вы все настроите, поддерживать вашу систему совсем не дорого. Вам нужно будет добавить кислоту, щелочь, краску, обезжириватель, пищевую соду, перчатки и скотч-брайт, но вы действительно не используете все это так много. Этот материал прослужит вам некоторое время. Анодирование не является дорогим процессом, если у вас есть оборудование.
Как анодировать алюминий своими руками
Итак, когда у вас есть все необходимое, вот пошаговые инструкции, как это сделать.
Имейте в виду, что каждая настройка отличается, и вам нужно будет точно настроить процесс, чтобы получить желаемые результаты. Не ждите, что с первых раз получится идеально.
Scotch-Brite the Aluminium
Придает красивую ровную поверхность, которая будет хорошо выглядеть после анодирования. Это не совсем обязательно, но серьезно делает деталь более профессиональной.
Если не шлифовать скотчем, то следы обработки будут хорошо видны. Деталь будет блестящей в тех местах, где качество поверхности лучше, и тусклым в тех местах, где поверхность не идеальна. Просто после анодирования это более заметно.
Дон Шестеренка
Держите респиратор под рукой. Наденьте защитные очки. Самое главное на этом этапе надеть перчатки!!! Если вы не наденете перчатки, на вашей части останутся отпечатки пальцев, и ваше анодирование будет выглядеть ужасно.
Очистите детали
Достаньте обезжириватель и чистые тряпки. Поверхность детали должна быть идеально чистой. Когда закончите, промойте часть дистиллированной водой.
Травление деталей
Возьмите щелочь и смешайте ее с дистиллированной водой. Соотношение составляет около 3-5 столовых ложек чистой щелочи на 1 галлон воды. Убедитесь, что вы надели респиратор и защитные очки в этот момент, щелочь может быть неприятной вещью.
Замочите деталь на 3-5 минут, затем промойте дистиллированной водой.
Проверка чистоты
На этом этапе можно проверить деталь водой, чтобы убедиться, что она очищена должным образом.
При правильной очистке вода должна плавно стекать с поверхности детали. Если вы ошибетесь, вода будет капать на поверхность. Это потому, что на поверхности все еще есть масла. В этом случае повторите процесс очистки.
Этот шаг очень важен. Анодирование будет работать только на действительно чистой детали.
На этом этапе абсолютно необходимо не допускать контакта детали с чем-либо грязным. Надевайте перчатки на протяжении всего процесса и не кладите деталь на грязную поверхность.
Стойка для деталей
Прикрепите детали к алюминиевой или титановой проволоке. Имейте в виду, что в месте контакта провода с деталью останется неанодированный след.
Большинству парней нравится использовать внутреннюю часть отверстия в качестве точки контакта, чтобы ее не было видно. Один изящный маленький трюк состоит в том, чтобы скомкать конец проволоки и засунуть его в отверстие. Пружинящая проволока продырявит деталь на месте, и у вас не будет видимых следов на анодированной поверхности.
Одна важная вещь: вам нужна хорошая связь. Если соединение потеряно, процесс гарантированно завершится ошибкой. Поскольку оксид алюминия не проводит электричество, вам придется вытащить деталь, отшлифовать анодированную поверхность и перезапустить процесс. Это боль.
Pour the Bath
Поставьте контейнер в хорошо проветриваемом месте. Анодирование лучше всего работает при температуре около 70 F. При необходимости дайте жидкости время акклиматизироваться. Анодирование при температуре более 75 градусов не даст очень хороших результатов.
Сначала налейте в контейнер дистиллированную воду. Затем добавьте серную кислоту. Соотношение 1 часть кислоты на 3 части воды. Я знаю, что другие веб-сайты говорят, что нужно делать пополам. Они ошибаются. Кислота не должна быть такой сильной. Эта концентрация работает лучше и дешевле.
Всегда лейте кислоту в воду, а не воду в кислоту. Ожоги могут быть неприятными, если вы напортачите.
Установка Gear
Поместите свинцовый катод в ванну. Очень важно, чтобы он не касался деталей. Мне нравится оборачивать его вокруг внутренней части ведра, чтобы получить хороший ровный оксидный слой на детали. Понятия не имею, действительно ли это имеет большое значение или нет, но это то, что я делаю.
Поместите воздушный насос прямо под то место, где будут детали. Чем больше ажиотажа вокруг деталей, тем лучше.
Поместите нагреватель и термометр в бак. Перед началом убедитесь, что в ванне температура как можно ближе к 70 F.
Подвесьте детали в баке. Обычно я просто кладу на ведро кусок плоского стержня и подвешиваю к нему детали. Убедитесь, что они ничего не касаются!
Если вы решили приобрести шарики для пинг-понга, вы можете добавить их сюда. Добавьте достаточно, чтобы покрыть поверхность кислотной смеси.
Добавить мощность
Настройте источник питания. Прикрепите положительную сторону к проводу на ваших деталях. Прикрепите отрицательную сторону к свинцовому катоду.
Подсказка: Детали — это ваш анод, свинец — это катод. Анодирование = детали являются анодами. Части всегда положительны.
Когда все выглядит надежно, пришло время включить блок питания. Вот где это становится суетливым.
Вы хотите установить силу тока в зависимости от общей площади поверхности ваших деталей. Использование 0,03 ампер на квадратный дюйм даст хорошую твердую поверхность, использование 0,02 ампер на квадратный дюйм даст более мягкую поверхность, но она впитает больше красителя. В любом случае, потребуется немного поэкспериментировать, чтобы сделать этот образ именно таким, каким вы его хотите.
Попробуйте для начала запустить на 16 вольт. На самом деле, есть целая куча вычислений, которые вы можете сделать, чтобы получить это теоретически идеально, но это руководство для начинающих. Это подведет вас достаточно близко, чтобы начать. Кроме того, есть несколько других переменных, влияющих на расчеты, которые действительно сложно получить идеально с помощью одной из этих домашних установок.
Итак, вот очень упрощенный калькулятор, который я придумал, и он хорошо работает, когда я делаю это дома. Имейте в виду, что это не , который я использую на работе для профессионального управляемого аэрокосмического анодирования, но, похоже, он работает довольно хорошо для этих более самодельных установок.
Хорошей идеей (по крайней мере, хорошей практикой) является медленное увеличение мощности усилителя. Это то, чем мы занимаемся профессионально — довольно часто бывает, что при запуске партии есть 5 или 10 минут. Вам не нужно двигаться так медленно, но просто не включайте мощность сразу — не торопитесь, поворачивая эту ручку вверх.
Установите таймер для числа, которое дал вам калькулятор, и идите на кофе-брейк!
Совет для профессионалов: Если вы анодируете несколько деталей или одну крупную деталь, следите за температурой ванны. Он может согреться, если он работает усерднее. Если вы видите, что он нагревается до 75 F или выше, попробуйте сделать что-нибудь, чтобы охладить его.
Вы также должны убедиться, что она не опускается ниже 60 F. Вот где нагреватель для аквариума пригодится.
Разогрейте краситель
Достаньте чайник и подогрейте краситель, проверяя температуру термометром для мяса. Это может быть немного суетливым шагом.
Большинство красок хорошо работают при температуре около 140 F, но некоторые цвета работают немного лучше при более низкой температуре, например 120 F. Я рекомендую попробовать первую партию при 140 F, а если вас не устраивают результаты, попробуйте следующую. один немного прохладнее.
Подготовьте свои ванны
Хорошо, на этом этапе мы собираемся установить пару ванн. Я знаю, что другие люди могут сделать этот шаг по-другому, но это то, что работает для меня.
Приготовьте одну ванну с дистиллированной водой. Хорошо, если он будет немного больше, чем детали. Например, если у вас есть деталь размером с кулак, используйте как минимум полгаллона дистиллированной воды.
Налейте немного дистиллированной воды в пульверизатор. Не обязательно, но удобно.
Затем установите один резервуар со смесью пищевой соды и дистиллированной воды. Это нейтрализует кислоту и повышает вероятность того, что на деталях не останется пятен. Я обычно использую соотношение 3 столовые ложки пищевой соды на литр воды. В этом нет ничего научного, это просто то, чем я занимаюсь. Вам не нужна тонна этой смеси, достаточно, чтобы покрыть детали, чтобы они могли пропитаться в течение нескольких минут.
Затем откройте крышку чайника с красителем. Вы можете просто окунуть детали в воду.
Замачивание деталей
Отключите питание ванны для анодирования. Частично приподнимите детали из резервуара и несколько раз распылите на них дистиллированную воду. Я распыляю прямо в бак, чтобы не было беспорядка.
Теперь прополощите детали в ванне с дистиллированной водой. Вы просто хотите смыть как можно больше кислоты.
Затем поместите детали в емкость с пищевой содой. Немного взболтайте и дайте постоять около 5 минут.
Теперь еще раз промойте детали в дистиллированной воде. Будьте тщательны.
Дважды проверьте температуру красителя и при необходимости отрегулируйте.
Окуните детали в краску. Размешайте его достаточно энергично, чтобы сбить пузырьки на деталях, но не делайте большой беспорядок. Этот материал больно чистить.
Вы должны увидеть, как детали мгновенно начинают окрашиваться. Если процесс не сработал, краска просто стечет. Если это сработало, деталь начнет менять цвет. Замочите детали в краске на 10-15 минут.
Позже вы можете настроить это время выдержки в зависимости от желаемой глубины цвета.
Уплотнение
Эта деталь очень проста. После замачивания в краске прокипятите детали около 15 минут. Здесь удобно иметь дополнительный чайник или плиту, где можно вскипятить кастрюлю с водой.
Это сделает краску более жесткой и снизит вероятность ее обесцвечивания или легкого удаления. Даже если вы не красили детали, это хорошая идея.
Вот и все, процесс завершен!
В целом мне очень нравится заниматься анодированием дома. Вероятно, потребуется немного практики, чтобы получить правильно анодированные детали без дефектов, но это действительно крутой процесс.
Кроме того, очень интересно точно настроить и настроить то, как вы это делаете, чтобы получить именно тот вид, который вам нужен — существует множество переменных, и каждая из них влияет на то, как деталь будет выглядеть в конечном итоге.
Вы пробовали анодировать? Каковы были ваши результаты, и ваш процесс отличается от моего? Или у вас есть вопросы? Разместите их в комментариях!
Похожие вопросы
Что такое твердое анодирование?
Твердое анодирование — это процесс, в котором используется более высокий ток и выполняется при более низкой температуре.