Что такое анодированное покрытие: Анодированный алюминий: технологии и преимущества
Содержание
Анодированный алюминий: технологии и преимущества
Анодированный алюминий (anodized aluminum) – металл с покрытием, которое способно предупреждать окисление алюминия на открытом воздухе и защищать его от возможных механических повреждений. Анодированное покрытие делает алюминиевое изделие, например, лист из алюминия или алюминиевый швеллер, пригодным к окрашиванию.
Способы анодирования
Анодирование алюминия или анодное окисление – процесс создания на поверхности металла оксидной пленки. В общих чертах техническая операция происходит так: алюминиевое изделие погружают в ХотСтилость с кислым электролитом, чаще всего это раствор (250-300 г/л) 20% серной кислоты, и соединяют с положительным полюсом источника тока плотностью 10-50 мА/см2 при напряжении источника до 100 В. Температурный диапазон проведения процесса может колебаться от -20оС до +20оС. Выбранная температура оказывает непосредственное влияние на плотность и оттенок будущего оксидного слоя: при плюсовой – слой рыхлый и тонкий, легко поддается окрашиванию любым красителем; при минусовой – слой толстый с естественной окраской (желтые тона).
В производственных условиях анодирование проводят тремя способами:
Преимущества алюминия с анодированным покрытием
Алюминий обладает отличными техническими свойствами: высокая тепло- и электропроводимость, достаточная стойкость к коррозии, легкость механической обработки. Прибегают к анодированию с целью повысить устойчивость металла к коррозии для возможности эксплуатации в агрессивных средах.
Характеристики анодированного алюминия:
- повышенная стойкость к износу и коррозии;
- высокие теплоизоляционные показатели;
- повышенная устойчивость к атмосферным воздействиям;
- высокая светоотражающая способность;
- не подвержен образованию трещин и шероховатостей на поверхности;
- устойчивость к повышенным нагрузкам;
- декоративный внешний вид;
- длительный срок эксплуатации;
- легкость в обработке.
Стоит отметить, что анодированный алюминий – экологически чистый материал, который даже под воздействием УФ-лучей не выделяет вредные газы.
Применение анодированного алюминия
Устойчивость к повышенным нагрузкам и легкий вес делает анодированный алюминий отличной альтернативой тяжелым металлам при возведении металлоконструкций.
А благодаря устойчивости к агрессивным средам анодированный алюминий востребован в судостроении – профили судовых иллюминаторов изготавливают только из анодированного алюминия. Кроме этого, детали из алюминия, который был подвержен анодированию применяют в:
- светотехнике;
- дизайне и архитектуре;
- строительстве: остекленение фасадов, крыш и т.д.;
- производстве бытовых приборов, акустических систем;
- производстве мобильных устройств;
- мебельном производстве.
Незаменим анодированный алюминий для эксплуатации в агрессивных вредах.
Интересный факт: Библиотека Нью-Бодлеан, что в Оксфорде, была построена в 30-х годах прошлого столетия. Элементы здания из анодированного алюминия до сих пор находятся в отличном состоянии.
Заказать и купить анодированные алюминиевые листы Вы можете в нашей компании ХотСтил. Мы реализуем алюминиевые листы из сплава EN AW-5005, алюминиевые трубы из сплава EN AW-6060, алюминиевые профили из сплава EN AW-6060 и гарантируем качество изделий. Вся продукция поставляется с соответствующей документацией.
что это, где применяется, как изготавливается
Анодированием называется электролитический процесс, который используется для увеличения толщины слоя природных окислов на поверхности изделий. Свое название эта технология получила из-за того, что обрабатываемый материал используется в качестве анода в электролите. В результате проведения этой операции увеличивается сопротивление материала к коррозии и износу, а также обеспечивается подготовка поверхности к применению грунтовки и краски.
Нанесение дополнительных защитных слоев после анодирования металла осуществляется гораздо более качественно по сравнению с исходным материалом. Само анодированное покрытие в зависимости от способа его нанесения может быть пористым, хорошо впитывающем красители либо тонким и прозрачным, подчеркивающим структуру исходного материала и хорошо отражающим свет. Образованная защитная пленка является диэлектриком, то есть не проводит электрический ток.
Образованная защитная пленка является диэлектриком, то есть не проводит электрический ток.
Для чего это делается
Анодированное покрытие используется там, где требуется обеспечить защиту от коррозии и избежать повышенного износа в соприкасающихся частях механизмов и устройств. Среди других способов поверхностной защиты металлов эта технология является одной из самых дешевых и надежных. Наиболее распространено применение анодирования для защиты алюминия и его сплавов. Как известно, этот металл, обладая такими уникальными свойствами как сочетание легкости и прочности, имеет повышенную восприимчивость к коррозии. Данная технология разработана и для целого ряда других цветных металлов: титана, магния, цинка, циркония и тантала.
Некоторые особенности
Изучаемый процесс, помимо изменения микроскопической текстуры на поверхности, также изменяет и кристаллическую структуру металла на границе с защитной пленкой. Однако при большой толщине анодированного покрытия сам защитный слой, как правило, обладает значительной пористостью. Поэтому для достижения коррозионной устойчивости материала требуется его дополнительная герметизация. Вместе с тем толстый слой обеспечивает повышенную износостойкость, гораздо большую по сравнению с красками или другими покрытиями, например, напылением. Вместе с повышением прочности поверхности она становится более хрупкой, то есть более восприимчивой к растрескиванию от теплового и химического воздействия, а также от ударов. Трещины анодированного покрытия при штамповке – отнюдь не редкое явление, и разработанные рекомендации тут не всегда помогают.
Поэтому для достижения коррозионной устойчивости материала требуется его дополнительная герметизация. Вместе с тем толстый слой обеспечивает повышенную износостойкость, гораздо большую по сравнению с красками или другими покрытиями, например, напылением. Вместе с повышением прочности поверхности она становится более хрупкой, то есть более восприимчивой к растрескиванию от теплового и химического воздействия, а также от ударов. Трещины анодированного покрытия при штамповке – отнюдь не редкое явление, и разработанные рекомендации тут не всегда помогают.
Изобретение
Первое документально зафиксированное использование анодирования произошло в 1923 году в Англии для защиты от коррозии деталей гидросамолета. Изначально применялась хромовая кислота. Позднее в Японии была использована щавелевая кислота, однако сегодня в большинстве случаев для создания анодированного покрытия в составе электролита применяется классическая серная кислота, что значительно удешевляет процесс. Технология постоянно совершенствуется и развивается.
Алюминий
Анодированное покрытие выполняется для повышения коррозионной устойчивости и подготовки к покраске. А также, в зависимости от применяемой технологии — либо для увеличения шероховатости, либо для создания гладкой поверхности. При этом анодирование само по себе не способно существенно увеличить прочность изделий, изготовленных из этого металла. При контакте алюминия с воздухом или любым другим газом, содержащим кислород, металл естественным путем формирует на своей поверхности слой оксида толщиной 2-3 нм, а на сплавах его величина достигает 5-15 нм.
Толщина анодированного покрытия алюминия составляет 15-20 микрон, то есть разница в два порядка (1 микрон равен 1000 нм). При этом этот созданный слой в равных долях распределен, условно говоря, внутрь и вовне поверхности, то есть увеличивает толщину детали на ½ от размера защитного слоя. Хотя при помощи анодирования возникает плотное и равномерное покрытие, имеющиеся в нем микроскопические трещины могут привести к коррозии. Кроме этого, сам поверхностный защитный слой подвержен химическому распаду вследствие воздействия среды с высокими показателями кислотности. Для борьбы с этим явлением применяются технологии, сокращающие количество микротрещин и внедряющие в состав оксида более стабильные химические элементы.
Кроме этого, сам поверхностный защитный слой подвержен химическому распаду вследствие воздействия среды с высокими показателями кислотности. Для борьбы с этим явлением применяются технологии, сокращающие количество микротрещин и внедряющие в состав оксида более стабильные химические элементы.
Применение
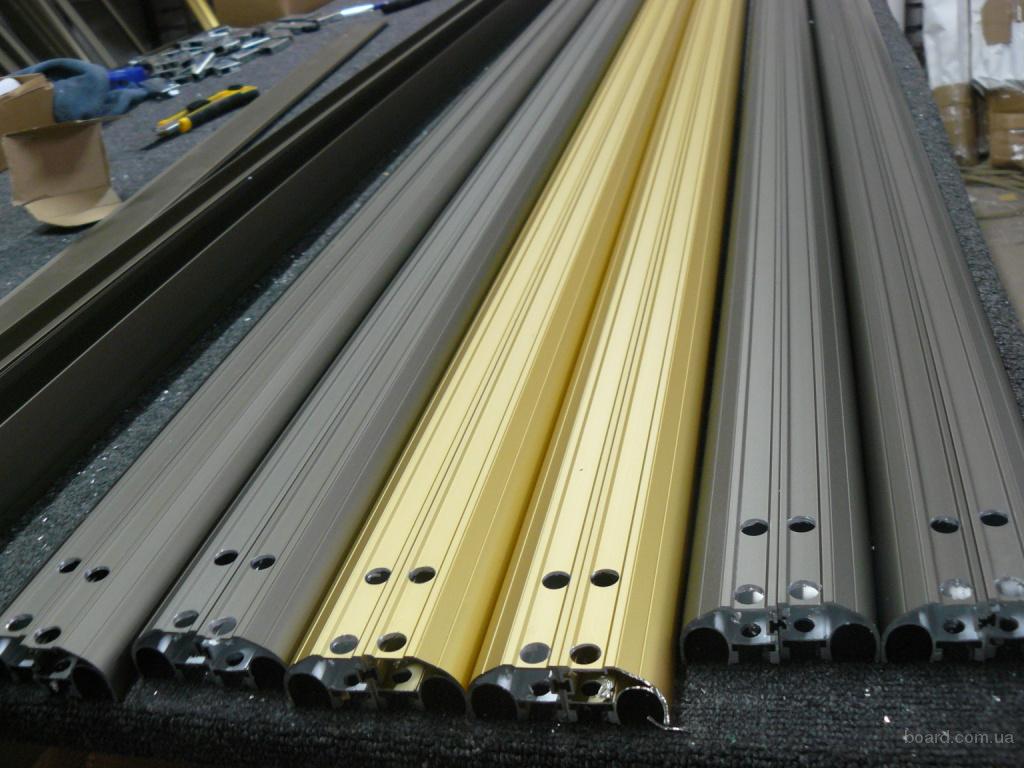
Применяются обработанные материалы весьма широко. Например, в авиации многие элементы конструкции содержат изучаемые сплавы алюминия, такая же ситуация в судостроении. Диэлектрические свойства анодированного покрытия предопределили его использование в электротехнической продукции. Изделия из обработанного материала можно обнаружить в различной бытовой технике, включая плееры, фонари, камеры, смартфоны. В быту используют анодированное покрытие утюга, точнее – его подошвы, что значительно улучшает его потребительские свойства. При приготовлении пищи можно использовать специальные тефлоновые покрытия, чтобы избежать пригорания блюд. Обычно такая кухонная утварь стоит достаточно дорого. Однако сковорода из алюминия без покрытия анодированная в состоянии обеспечить решение той же проблемы. При этом с меньшими затратами денежных средств. В строительстве применяется анодированное покрытие профилей для монтажа окон и прочих нужд. Кроме этого, разноцветные детали привлекают внимание дизайнеров и художников, они используются в различных культурных и арт-объектах во всем мире, а также в изготовлении ювелирных изделий.
Однако сковорода из алюминия без покрытия анодированная в состоянии обеспечить решение той же проблемы. При этом с меньшими затратами денежных средств. В строительстве применяется анодированное покрытие профилей для монтажа окон и прочих нужд. Кроме этого, разноцветные детали привлекают внимание дизайнеров и художников, они используются в различных культурных и арт-объектах во всем мире, а также в изготовлении ювелирных изделий.
Технология
Для проведения работ в промышленных масштабах создаются специальные гальванические цеха и производства, которые считаются «грязными» и вредными для здоровья человека. Поэтому рекомендации по проведению процесса в домашних условиях, рекламируемые в некоторых источниках, следует воспринимать крайне осторожно, несмотря на кажущуюся простоту описываемых технологий.
Анодированное покрытие можно создать несколькими способами, но общий принцип и последовательность проведения работ остаются классическими. При этом прочностные и механические свойства полученного материала зависят от, собственно, самого исходного металла, от характеристик катода, силы тока и состава применяемого электролита. Необходимо подчеркнуть, что в результате выполнения процедуры на поверхность не наносится никаких дополнительных веществ, а защитный слой образуется путем преобразования самого исходного материала. Суть гальваники – воздействие электрического тока на химические реакции. Весь процесс делится на три основные стадии.
Необходимо подчеркнуть, что в результате выполнения процедуры на поверхность не наносится никаких дополнительных веществ, а защитный слой образуется путем преобразования самого исходного материала. Суть гальваники – воздействие электрического тока на химические реакции. Весь процесс делится на три основные стадии.
Первая стадия — подготовка
На этой стадии изделие подвергается тщательной очистке. Поверхность обезжиривается и шлифуется. После чего происходит так называемое травление. Оно осуществляется путем размещения изделия в щелочном растворе с последующим перемещением в кислотный раствор. Завершает эти процедуры промывка, в ходе которой крайне важно удалить все остатки химических веществ, включая труднодоступные участки. От качества проведения первой стадии во многом зависит конечный результат.
Вторя стадия – электрохимия
На этой стадии собственно и создается анодированное алюминиевое покрытие. Тщательно подготовленную заготовку вывешивают на кронштейны и опускают в ванну с электролитом, располагая между двумя катодами. Для алюминия и его сплавов используются катоды, изготовленные из свинца. Обычно в состав электролита входит серная кислота, но могут использоваться и другие кислоты, например, щавелевая, хромовая в зависимости от будущего предназначения обработанной детали. Щавелевая кислота используется для создания изоляционных покрытий разных цветов, хромовая – для обработки деталей, имеющих сложную геометрическую форму с отверстиями небольшого диаметра.
Для алюминия и его сплавов используются катоды, изготовленные из свинца. Обычно в состав электролита входит серная кислота, но могут использоваться и другие кислоты, например, щавелевая, хромовая в зависимости от будущего предназначения обработанной детали. Щавелевая кислота используется для создания изоляционных покрытий разных цветов, хромовая – для обработки деталей, имеющих сложную геометрическую форму с отверстиями небольшого диаметра.
Время, необходимое для создания защитного покрытия, зависит от температуры электролита и от силы тока. Чем выше температуры и ниже сила тока, тем быстрее проходит процесс. Однако в этом случае поверхностная пленка получается достаточно пористой и мягкой. Для получения твердой и плотной поверхности требуются низкие температуры и высокая плотность тока. Для сернокислого электролита диапазон температур составляет от 0 до 50 градусов, а удельная сила тока — от 1 до 3 Ампер на квадратный дециметр. Все параметры для проведения этой процедуры отработаны годами и содержатся в соответствующих инструкциях и стандартах.
Третья стадия – закрепление
После завершения электролиза изделие, имеющее анодированное покрытие, закрепляют, то есть закрывают поры в защитной пленке. Это можно сделать путем помещения обработанной поверхности в воду либо в специальный раствор. Перед этой стадией возможна эффективная покраска детали, поскольку наличие пор позволят обеспечить хорошее впитывания красителя.
Развитие технологий анодирования
Для получения сверхпрочной оксидной пленки на поверхности алюминия был разработан способ использования сложного состава различных электролитов в определенной пропорции в сочетании с постепенным увеличением плотности электрического тока. Используется своеобразный «коктейль» из серной, винной, щавелевой, лимонной и борных кислот, а сила тока в процессе постепенно увеличивается в пять раз. Благодаря такому воздействию меняется структура пористой ячейки защитного оксидного слоя.
Отдельно следует упомянуть технологии изменения цвета анодированного объекта, которое возможно сделать разными способами. Самым простым является помещение детали в раствор с горячим красителем сразу после проведения процедуры анодирования, то есть до третьей стадии процесса. Несколько сложнее организован процесс окрашивания с использованием добавок непосредственно в электролит. Добавками обычно являются соли различных металлов либо органические кислоты, позволяющие получить самую разнообразную гамму цветов – от абсолютно черного до практически любого цвета из палитры.
Самым простым является помещение детали в раствор с горячим красителем сразу после проведения процедуры анодирования, то есть до третьей стадии процесса. Несколько сложнее организован процесс окрашивания с использованием добавок непосредственно в электролит. Добавками обычно являются соли различных металлов либо органические кислоты, позволяющие получить самую разнообразную гамму цветов – от абсолютно черного до практически любого цвета из палитры.
Что такое анодирование? Отделка на выбор
| Что такое анодирование? — Совет по анодированию алюминия |
Анодирование представляет собой электрохимический процесс, при котором поверхность металла превращается в Структура анодного оксида происходит от алюминиевой подложки и полностью состоит из оксида алюминия. Этот оксид алюминия не наносится на поверхность, как краска или покрытие, а полностью интегрируется с основной алюминиевой подложкой , Анодирование осуществляется путем погружения алюминия в ванну с кислым электролитом и пропускания электрического тока через среду. Катод крепится к внутренней части ванны для анодирования; алюминий действует как анод, так что ионы кислорода высвобождаются
Узнайте больше об анодировании.
Анодированная отделка сделала алюминий одним из самых уважаемых и широко используемых материалов сегодня в производстве тысяч потребительских, коммерческих и промышленных товаров. Анодированный алюминий:
|

 ..
..
Что такое анодирование и как оно работает?
Что такое анодирование? Анодирование является ключом к финишной обработке деталей из алюминия и других металлов. Узнайте, как работает анодирование и почему оно является важной частью обработки и производства с ЧПУ.
Что такое анодирование?
Анодирование — ключевой этап производства
алюминиевые детали с ЧПУ
. Электрохимический процесс, включающий покрытие металлической детали оксидным поверхностным слоем, анодирование придает детали дополнительную прочность и более привлекательный внешний вид. В то время как анодирование наиболее распространено с
алюминий , другие подложки могут быть анодированы, включая магний и
титан.
Анодирование обеспечивает устойчивость детали к коррозии и износу при длительном использовании, а также сохранение внешнего вида при любых условиях. Во многих случаях производители отправляют детали стороннему поставщику услуг, специализирующемуся на анодировании, подобно тому, когда вам нужна термообработка, отпуск или гальваническое покрытие.
Наиболее распространенными типами анодирования являются тип I (анодирование хромовой кислотой), тип II (анодирование серной кислотой) и тип III, также известный как твердое покрытие. Каждый тип анодирования идеально подходит для различных материалов и служит своим особым производственным параметрам. Несмотря на определенные преимущества и недостатки каждого типа, все они работают примерно одинаково.
Каждый тип анодирования идеально подходит для различных материалов и служит своим особым производственным параметрам. Несмотря на определенные преимущества и недостатки каждого типа, все они работают примерно одинаково.
В этой статье мы объясним, как работает общий процесс анодирования, общие производственные параметры, а также основные преимущества и недостатки для нескольких приложений. Если вы готовы запустить свои детали в производство, перейдите сюда, чтобы узнать больше о наших
услуги по отделке поверхностей .
Как работает анодирование?
Самый простой способ понять, как работает анодирование, можно узнать из названия. Чтобы анодировать деталь, вы подключаете ее к положительной клемме электрической цепи, также называемой анодом. Затем вы погружаете деталь в кислый раствор электролита. Этот раствор содержит химические соединения, такие как фосфат натрия, которые наполняют ванну положительными и отрицательными ионами.
После того, как деталь погружена в воду и закреплена на подвеске, чтобы она не двигалась, вы прикладываете отрицательный конец цепи или катод к металлическому электроду в ванне. Когда вы пропускаете напряжение через цепь, отрицательный электрод притягивает положительные ионы (катионы) из детали, а алюминиевая часть притягивает отрицательные ионы O2 (анионы) из раствора.
Когда положительные ионы алюминия покидают поверхность детали, она становится пористой, вступая в реакцию с отрицательными ионами O2, образуя слой оксида алюминия.
Давайте разобьем процесс на следующие простые шаги:
Превратить деталь в анод с положительным зарядом
Превратите металлические пластины в катод с отрицательным зарядом
Погрузите оба в кислотную ванну
Подать напряжение
Вычесть ионы алюминия из детали, создав поры
Привлечение ионов кислорода к поверхности детали
В результате реакции образуется твердый, устойчивый к коррозии слой оксида алюминия
Как анодировать алюминий?
 youtube.com/embed/BhUjEacii3k» frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»>
youtube.com/embed/BhUjEacii3k» frameborder=»0″ allow=»encrypted-media» allowfullscreen=»»>
Вот подробное введение в анодирование и почему это идеальный процесс отделки (и необходимый для
изготовленные на заказ алюминиевые детали
). Мы занимаемся правильной укладкой, очисткой и травлением, удалением мути, окраской, герметизацией, отверждением и обертыванием.
Каковы параметры и свойства анодирования?
Вот параметры, которые необходимо учитывать при анодировании:
При настройке этих параметров свойства материала, измененные анодированием, включают: тем больше времени они проводят в кислом растворе. Анодированные покрытия имеют толщину от 8 до 16 мкм или до 35-50 мкм для твердого покрытия.
Для получения дополнительной информации о выборе правильного процесса анодирования с концентраторами ознакомьтесь с нашим
Страница Surface Finish Service или посетите наш
Справочный центр
.
В чем разница между анодированием и гальванопокрытием?
Если вы знакомы с гальванопокрытием, вы можете заметить, что анодирование во многом похоже. Сравнение двух процессов определенно помогает понять анодирование как уникальный и важный шаг в производстве.
ЧПУ алюминиевые детали.
Подобно анодированию, гальваническое покрытие заключается в помещении детали в ванну с электролитом и приложении к ней заряда. Ключевое отличие заключается в том, что при гальванике деталь заряжается отрицательно, становясь катодом, а не анодом.
Анод наносится на кусок желаемого материала покрытия, например, золота. Как и при анодировании, эта схема позволяет положительно заряженным ионам течь к катоду (детали). Эти ионы покрывают деталь тонким равномерным слоем.
Как происходит анодирование на практике?
Анодирование проводится по той же схеме, что и многие другие процессы отделки. На практике это означает, что вы должны следовать этому процессу:
Подготовка поверхности
Анодировать
Очистите детали
Добавить цвет
Запечатывает поры
Подготовка поверхности
Перед анодированием детали необходимо подготовить ее поверхность механическими и химическими средствами. Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Сначала отполируйте или отпескоструйте поверхность, чтобы убедиться, что ваша деталь имеет желаемый внешний вид. Дробеструйная обработка придаст вашей детали естественную матовость, а браширование придаст вашей детали матовый вид.
Химикаты, которые вы используете перед анодированием, будут влиять на глянец вашей детали. Травление, например, придаст вашей детали гладкую атласную поверхность. Для глянцевого покрытия вам понадобится яркое погружение или химическая полировка.
Затем промойте деталь деионизированной водой и другими растворителями, чтобы удалить загрязнения, в том числе остатки после механической обработки, такие как масла и охлаждающая жидкость. Поместите промытые детали в химическую ванну с гидроксидом натрия (NaOH) и азотной кислотой (HNO3), чтобы очистить верхний слой металла. Если вы уже обрабатывали деталь механически, этот шаг не всегда необходим.
Вы также можете замаскировать участки детали, чтобы предотвратить образование на них поверхности анодирования.
Анодирование
Затем поместите деталь или детали в ванну для анодирования, подключенную к электрической цепи. Параметры могут варьироваться в зависимости от желаемых свойств, описанных выше, включая состав раствора, температуру, плотность тока, напряжение и время.
Очистка деталей
После анодирования необходимо очистить деталь деионизированной водой и растворителями. Не забудьте после этого высушить деталь. Это удалит излишки раствора и подготовит деталь к хроматической отделке.
Добавить цвет
Вы можете контролировать цвет детали во время анодирования. Длины волн видимого спектра света, измеряемые в нанометрах, могут отражать по-разному в зависимости от толщины оксидного покрытия. Различные параметры позволяют получить различные цвета.
Чтобы придать изделию бронзовый или черный цвет, погрузите его в раствор солей металлов. Они вступают в реакцию с поверхностью, заполняя поры химическим соединением черного или бронзового цвета. Этот процесс называется электролитическим окрашиванием.
Этот процесс называется электролитическим окрашиванием.
Если вы хотите другой цвет, вы можете использовать краску погружением, которая заполняет поры раствором красителя. Окунув деталь в краситель, поместите ее в нагретую деионизированную воду, чтобы остановить дальнейшие реакции. Окрашивание погружением является наименее долговечным из описанных здесь вариантов окрашивания, поскольку со временем цвет может ухудшиться под воздействием ультрафиолетового излучения.
Заделка пор
После анодирования необходимо запечатать микроскопические поры на поверхности детали, чтобы предотвратить дальнейшую коррозию и улучшить характеристики. Без герметизации пор анодированные детали могут казаться липкими на ощупь. Кроме того, открытые поры могут собирать грязь, загрязнения и пятна.
Существует три распространенных процесса герметизации пор:
Горячая ДИ-герметизация:
При использовании этого метода деталь погружается в деионизированную воду, нагретую почти до кипения. Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Вода вступает в реакцию с деталью с образованием гидратированного оксида алюминия или бемита. Бемит занимает больше места, чем оксид алюминия, и заполняет поры.
Этот процесс прост и легко стандартизируется. Однако это требует больших затрат энергии и может вызвать вымывание краски и вымывание цвета на окрашенных деталях.
Среднетемпературная герметизация
В этом методе, менее энергозатратном, чем горячая герметизация, используются растворенные соли металлов, такие как соли никеля, магния или кобальта, которые взаимодействуют с поверхностью и заполняют поры.
Этот метод лучше подходит для окрашенных деталей и уменьшает образование уплотняющей сажи или минеральных отложений на поверхности. Однако его сложнее контролировать и сложнее повторить с той же точностью.
Холодная герметизация или герметизация при комнатной температуре
Химические препараты для холодной герметизации обычно включают составы на основе фторида никеля, предназначенные для взаимодействия с пористым слоем оксида алюминия и осаждения на поверхности в виде герметизирующего слоя фторалюмината.
Этот процесс травит поверхность для лучшей адгезии и производительности. Он также соответствует некоторым военным и автомобильным спецификациям. Однако это может быть медленным, и может потребоваться горячая водяная баня для ускорения отверждения, что затрудняет контроль.
Что дает анодирование и зачем его делать?
Анодирование чрезвычайно выгодно, если вы хотите получить высококачественный и долговечный
алюминиевые детали. Поскольку оксидный слой полностью интегрирован с поверхностью материала, со временем он не будет скалываться, отслаиваться или трескаться. Чего нельзя сказать о краске или порошковой окраске. Анодированные покрытия имеют очень долгий срок службы благодаря превосходному сцеплению и адгезии покрытия.
Анодирование также упрочняет поверхность детали до твердости по шкале Роквелла 70C, что гарантирует ее долговечность. Поскольку анодированные детали очень долговечны, их не часто нужно смазывать, кондиционировать или перекрашивать. Кроме того, твердый анодированный алюминий является электрическим изолятором и служит жизнеспособным изоляционным материалом, когда других оказывается недостаточно.
Когда вы используете анодирование для придания деталям определенного цвета, эти красители и красители не ложатся ненадежно на плоскую поверхность. Красители просачиваются в полые поры, образовавшиеся в результате реакции анодирования. Это означает, что деталь не теряет свой цвет при истирании, износе, воздействии УФ-излучения и других источниках повреждений. В зависимости от типа анодирования, которое вы используете, также существует широкий выбор цветовой отделки.
Помимо этих преимуществ, сам процесс является экономически эффективным, как и стоимость обслуживания детали в течение ее жизненного цикла. Мало того, анодирование относительно безопасно и производит меньше вредных или экологически вредных побочных продуктов, чем другие процессы отделки.
Что нужно знать перед анодированием деталей?
Несмотря на то, что анодирование является неотъемлемой частью производства высококачественных алюминиевых деталей, необходимо помнить о нескольких вещах, прежде чем приступать к процессу. Конечно, не все материалы можно анодировать. Скорее всего, вы когда-либо будете анодировать только алюминий, хотя титан, цинк, тантал и ниобий также могут нуждаться в быстром раунде анодирования.
Чтобы анодировать деталь, ее необходимо полностью погрузить в раствор. Обычно для этого требуется закрепить деталь на подвесах, а это означает, что ваша деталь будет иметь конструктивные особенности, не вступающие в контакт с анодируемым раствором. В результате деталь никогда не может быть полностью анодирована на 100% ее поверхности.
Еще один фактор, о котором следует помнить, это то, что геометрические размеры и допуски вашей детали могут измениться при анодировании. Анодирование создает слой на детали, поэтому помните об этом, когда вы находитесь в процессе проектирования.