Что такое покрытие анодированное: преимущества изделий из данного материала!
Содержание
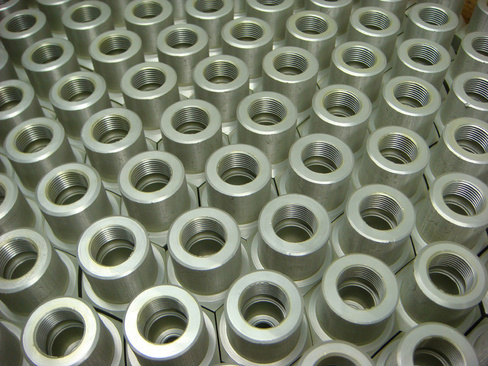
«Благородная матовость». Анодированное покрытие шкафного алюминиевого профиля
Несмотря на обилие новинок на прошедшей мебельной выставке в Москве, мы уверились в том, что анодированные цвета — непреходящая классика. Сочетание цены-качества, внешняя красота и функциональные характеристики делают анодированный алюминиевый профиль для изготовления шкафов-купе вечным хитом с большим «запасом прочности».
Популярность анодированных декоров
Почему же анодированный профиль так популярен? Не только же в том дело, что большинство заказчиков мебели, конечных потребителей, лучше знакомы с матовыми цветами.
Анодирование — один из видов защитно–декоративного слоя на поверхности алюминиевого профиля, придающий красивый внешний вид, продлевающий срок службы, повышающий износостойкость.
Анодированный алюминий хорошо отражает свет и блестит (более сильная отражающая способность только у серебра). Однако анодированный слой должен быть равномерным, с высокой микротвердостью. Анодный слой очень прочный — второй после алмазного. Покрытия из оксида алюминия твёрдые и способны поцарапать стекло. Покрытие устойчиво к коррозии в агрессивных средах. В промышленности важен тот факт, что анодирование обладает электро- и теплоизолирующими свойствами.
Анодный слой очень прочный — второй после алмазного. Покрытия из оксида алюминия твёрдые и способны поцарапать стекло. Покрытие устойчиво к коррозии в агрессивных средах. В промышленности важен тот факт, что анодирование обладает электро- и теплоизолирующими свойствами.
Наиболее распространены 4 декора анодированного алюминия — матовый хром (серебро), матовое золото, матовая шампань (зеленый оттенок) и матовая бронза (коричневый оттенок).
Преимущества анодированного алюминиевого профиля для шкафов-купе
- Анодирование повышает коррозийную устойчивость алюминия;
- Анодированный профиль обладает увеличенным сроком действия;
- Такой профиль устойчив к возможным термическим перепадам;
- Анодирование снижает степень последующего воздействия кислот и щелочей бытовой химии;
- Алюминиевый профиль после анодирования становится прочнее и устойчивее к механическим воздействиям.
Такие характеристики присущи и самому металлу. Это легкий и «покладистый» в обработке металл, с многофункциональным использованием. Алюминий устойчив к коррозии благодаря быстрому образованию защищающих поверхность оксидных плёнок.
Это легкий и «покладистый» в обработке металл, с многофункциональным использованием. Алюминий устойчив к коррозии благодаря быстрому образованию защищающих поверхность оксидных плёнок.
Как анодируют алюминиевый профиль
Анодирование — процесс технологически сложный. Профиль из алюминия погружают в электролит (водный раствор серной кислоты h3SO4) и пропускают ток от положительного источника (анода). Поэтому процесс и называется анодированием. В результате реакции выделяющийся кислород взаимодействует с алюминием и вытравливает «плёнку» на его поверхности. Суть процесса — получить защитное оксидное покрытие из кислотных растворов через электролиз.
Алюминиевый профиль помещают в низкотемпературную ванну с раствором серной кислоты плотностью 1200-1300 г/л. Анодирование протекает при силе тока 10-50 мегаампер на каждый см² профиля и напряжении до 50-100 В. В процессе анодирования кислота полностью растворяется.
Декоративное покрытие получается в процессе окрашивания. При анодировании поддерживается температура от −20 до +20 градусов, влияющая на качество и естественность оттенка оксидной пленки. При высокой температуре пленка получается бесцветная и тонкая, благодаря чему ее можно окрасить. С помощью понижения температуры получают толстую и плотную пленку с золотистой окраской.
При анодировании поддерживается температура от −20 до +20 градусов, влияющая на качество и естественность оттенка оксидной пленки. При высокой температуре пленка получается бесцветная и тонкая, благодаря чему ее можно окрасить. С помощью понижения температуры получают толстую и плотную пленку с золотистой окраской.
Поскольку получаемая пленка пористая, профиль после анодирования дополнительно обрабатывают паром или кипящей водой для гладкости и равномерности.
Этапы анодирования можно перечислить так:
- Приём профиля после прессования;
- Дробеструйная обработка профиля и шлифование;
- Навешивание профиля на линию;
- Травление (очищение) в щелочной ванне;
- Анодирование в серной кислоте при силе тока в 10 мегаампер;
- Кипячение или парообработка;
- Проверка поверхности профиля и снятие с линии;
- Упаковка.
Анодированный алюминиевый профиль для шкафов-купе не ржавеет, покрытие не трескается и не отслаивается даже в холодных и влажных помещениях. Анодированные декоры очень красивы, поэтому профиль не нуждается в дополнительной дорогостоящей обработке. Именно поэтому анодированные хром, золото, бронза и шампань остаются на пике популярности и востребованы заказчиками шкафов-купе и межкомнатных перегородок.
Анодированные декоры очень красивы, поэтому профиль не нуждается в дополнительной дорогостоящей обработке. Именно поэтому анодированные хром, золото, бронза и шампань остаются на пике популярности и востребованы заказчиками шкафов-купе и межкомнатных перегородок.
Поделиться
Ремонт анодированного алюминия
РЕМОНТ ИЗДЕЛИЙ ИЗ АНОДИРОВАННОГО АЛЮМИНИЯ УФ СМОЛОЙ
Материалы:
Набор с УФ-полимером «5 секунд», (УФ смола)
http://www.nipg.ru/ru/magazin/uv-lak/nabor-s-uf-polimerom-5-sekund
Что такое анодирование алюминия?
Коррозийное разъедание металла способно существенно изменить свойства и качества металла. В этом процессе два участника — вода и электрохимическая реакция, а также на коррозию влияют температура и влажность воздуха.
Алюминий отличается стойкостью к коррозии, но он очень чувствителен к воздействию кислорода, в результате чего он теряет блеск, и на поверхности появляется прочная пленка — оксид алюминия (Аl2О3), не растворяющаяся в воде. Эта пленка защищает алюминий от разрушений при влажности, но не обеспечивает защиту от коррозии.
Эта пленка защищает алюминий от разрушений при влажности, но не обеспечивает защиту от коррозии.
Анодирование алюминия — это способ химической или электрохимической обработки поверхности, который предотвращает окисление. Такая обработанная поверхность хорошо сцепляется с грунтовкой.
В отличие от традиционного метода гальванизации при анодировании не наносится поверхностный слой из другого металла. Здесь поверхность детали из легкого металла покрывается оксидным слоем в результате анодного оксидирования в электролите.
Поскольку оксидный слой образуется из базового материала, то увеличение размера составляет только 50-55%. Остальная часть проникает в основной материал, в результате чего возникает хорошая адгезия с основой. Слои анодирования отличаются твердостью, устойчивостью к коррозии, износостойкостью и обладают электро- и теплоизоляционным эффектом.
Для применения подходят все области, в которых существует спрос на алюминий с повышенными техническими требованиями.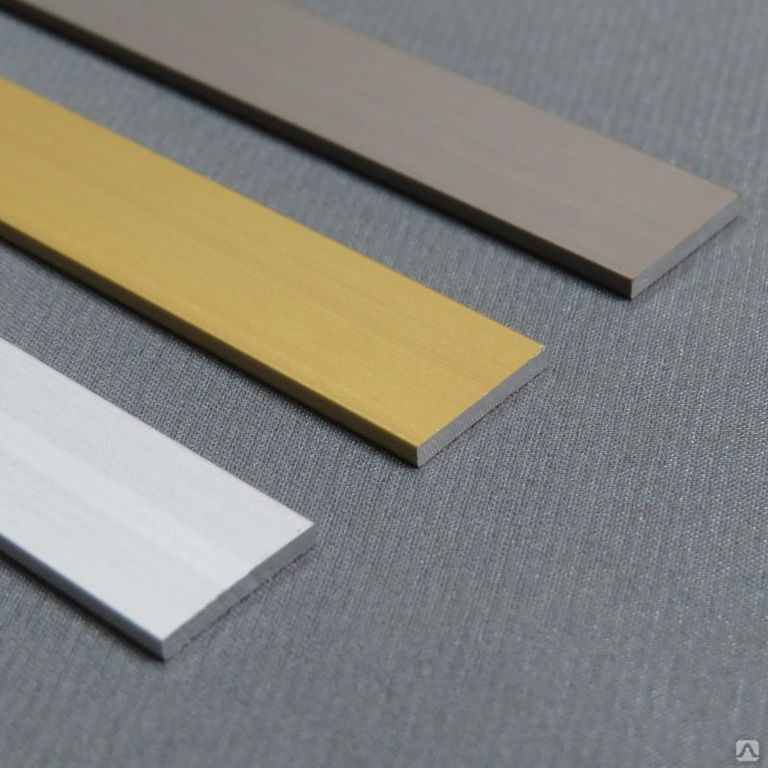
Ремонт поврежденного участка анодированного алюминиевого изделия на примере вилки велосипеда.
Алюминиевые конструкции с анодированием призваны прослужить намного дольше конструкций без такой защиты, но осуществить процесс анодирования самостоятельно под силу далеко не каждому. Поэтому весьма актуальной задачей является ремонт поврежденного участка анодированного алюминиевого изделия. В том случае, если поврежденный участок имеет небольшую площадь, а само изделие с повреждением активно перемещается относительно другого изделия, изготовленного из более мягких материалов, способных разрушиться от возникшего трения, быстрый и качественный ремонт участка может стать экономически более оправданной процедурой по сравнению с обновлением анодированного покрытия всего изделия.
Например, части передней амортизационной вилки дорогостоящего велосипеда, именуемые «ноги», сегодня зачастую изготавливают из анодированного алюминия. В виду того, что «ноги» передней вилки в ходе езды активно движутся внутри так называемых «штанов», повреждения анодированной поверхности «ног» (царапины, сколы, выбоины) очень быстро могут разрушить изготовленные из более мягких материалов пыльники и сальники, привести к утечкам смазки. Со временем поврежденная таким образом вилка перестанет выполнять свою основную функцию.
Со временем поврежденная таким образом вилка перестанет выполнять свою основную функцию.
Некоторые специалисты по ремонту нашли выход из подобной ситуации, применяя в ходе устранения дефектов на поверхности анодированного алюминия смолу ультрафиолетового отверждения.
Набор с УФ-полимером «5 секунд», (УФ смола)
http://www.nipg.ru/ru/magazin/uv-lak/nabor-s-uf-polimerom-5-sekund
Для того, чтобы отремонтировать поврежденный участок анодированного алюминия нам понадобится:
— грунтовка для алюминия, нержавеющей стали и гальванических покрытий,
— мелкая наждачная бумага,
— Смола ультрафиолетового отверждения «5 секунд»,
— источник ультрафиолетового света с длиной волны 365нм или 395нм (лампа или фонарик),
— изопропиловый спирт для обезжиривания поверхности
Порядок действий:
1. Тщательно зашкурьте поверхность вашего алюминиевого изделия мелкой наждачной бумагой. Чем менее зернистая наждачка будет вами использована тем лучше. Подойдет размерность 600, 800 или 1200;
2. Обезжирьте поверхность, используя изопропиловый спирт;
Обезжирьте поверхность, используя изопропиловый спирт;
3. После полной зачистки и обезжиривания как можно быстрее покройте поверхность грунтовкой для алюминия и нержавеющей стали. Если вы оставите обработанный наждачкой алюминий на воздухе надолго, то через непродолжительное время он начнет темнеть – это результат процесса окисления, а на окислившийся алюминий грунтовка ложится плохо. Вот почему так важно наложить первый слой грунта как можно скорее.
Через несколько минут, после того как первый слой грунтовки высохнет, нужно нанести второй слой грунтовки для лучшей адгезии УФ-смолы к вашему изделию.
4. Нанесите на ремонтируемый участок тонкий слой УФ-смолы. Разровняйте его (например, деревянной зубочисткой), излишки смолы удалите.
5. Произведите засветку смолы ультрафиолетовым фонариком в течение 1-2 минут. Удалите липкий слой с помощью изопропилового спирта.
6. Для дополнительной защиты изделия можно покрыть его слоем лака.
Если в точности следовать данной инструкции, то отремонтированный участок на анодированном алюминиевом изделии визуально будет сложно отличить от заводского покрытия. Гель будет держаться долгие годы, а само изделие будет выглядеть как новое!
Гель будет держаться долгие годы, а само изделие будет выглядеть как новое!
Требования безопасности:
1. При осуществлении ремонта анодированного алюминия необходимо работать в хорошо проветриваемом помещении и не забывайте о средствах индивидуальной защиты
2. Ремонт нужно осуществлять в чистом и не пыльном помещении.
Что такое анодированный алюминий? Плюс 5 общих вопросов об этом
Анодирование является одной из наиболее распространенных операций постобработки, выполняемых на алюминиевых деталях. Это электрохимический процесс, который включает в себя погружение алюминиевой детали в ряд резервуаров, превращая алюминиевую поверхность в прочное и устойчивое к коррозии покрытие.
Чтобы определить, является ли анодирование правильным выбором для конкретной детали, разработчики продукта должны сначала понять, как оно влияет на прочность, толщину, цвет и теплопроводность алюминия.
В этой статье представлены ответы на пять часто задаваемых вопросов об анодированном алюминии. Если вы хотите внедрить анодирование в свой обработанный продукт, эта статья для вас!
Если вы хотите внедрить анодирование в свой обработанный продукт, эта статья для вас!
Содержание
1) Как работает анодирование?
Процесс анодирования включает погружение и обработку чистой алюминиевой детали в химическую ванну с электролитом. Эта химическая ванна обычно делается из серной или хромовой кислоты (электропроводящий раствор).
Затем в эту химическую ванну подают постоянный электрический ток, создавая положительный электрический заряд на алюминиевой части и отрицательный заряд на пластинах электролита. В результате электрохимической реакции образуются поры на поверхности детали. Эти поры связываются с отрицательно заряженными ионами O₂ в электролите, образуя ячеистый оксидный слой (оксид алюминия) на компоненте.
Источник изображения: Висенте Нето, CC BY 4.0, через Wikimedia Commons
Этот слой оксида алюминия более прочен и устойчив к коррозии, чем нижележащая алюминиевая подложка. Однако почти каждая алюминиевая деталь естественным образом образует слой оксида алюминия при воздействии атмосферы. Так что же делает процесс анодирования уникальным, и почему вы должны утруждать себя достижением чего-то, что в значительной степени происходит естественным путем?
Так что же делает процесс анодирования уникальным, и почему вы должны утруждать себя достижением чего-то, что в значительной степени происходит естественным путем?
2) Зачем анодировать алюминиевые детали?
Когда вы подвергаете обычную алюминиевую деталь воздействию атмосферы, на ее поверхности образуется слой оксида алюминия. Однако этот слой обычно очень тонкий и легко стирается, особенно если его поцарапать или использовать в местах с загрязненным воздухом.
Однако, в отличие от обычного алюминия, деталь из анодированного алюминия содержит оксид алюминия глубоко внутри алюминиевой подложки. Например, поры (и клеточный оксидный слой), образующиеся в результате электрохимической реакции, могут достигать 25 микрон. В результате у вас будет алюминиевый компонент, устойчивый к коррозии, устойчивый к царапинам и способный выдержать практически любое химическое воздействие.
3) Делает ли анодирование алюминиевые детали прочнее?
Прибор для измерения твердости материала
Анодирование не делает алюминиевый компонент прочнее или слабее. Вместо этого он увеличивает твердость алюминияㅡ, которая описывает устойчивость алюминиевого компонента к поверхностным вмятинам, царапинам или истиранию. Например, анодированный алюминиевый компонент может быть в три раза прочнее исходного алюминиевого сплава.
Вместо этого он увеличивает твердость алюминияㅡ, которая описывает устойчивость алюминиевого компонента к поверхностным вмятинам, царапинам или истиранию. Например, анодированный алюминиевый компонент может быть в три раза прочнее исходного алюминиевого сплава.
Кроме того, детали из анодированного алюминия обычно легче других металлов, таких как медь и нержавеющая сталь. Эта уникальная характеристика делает их идеальными для применения в аэрокосмической отрасли, где требуются легкие металлы.
4) Улучшает ли анодирование теплопроводность алюминия?
Теплопроводность описывает способность материала передавать или проводить тепло. Эта способность увеличивается с увеличением теплового потока, толщины материала и площади поверхности материала.
Поскольку при анодировании образуется дополнительный оксидный слой на поверхности алюминиевого компонента, вы согласитесь, что это увеличивает толщину и площадь поверхности компонента. В результате анодированный алюминий будет иметь лучшую теплопроводность, чем необработанный алюминиевый компонент. Это делает детали из анодированного алюминия идеальными для современных применений радиаторов, используемых в электронике и других тепловых системах.
Это делает детали из анодированного алюминия идеальными для современных применений радиаторов, используемых в электронике и других тепловых системах.
5) Какие бывают виды анодирования?
Анодирование обычно классифицируется в соответствии со стандартом MIL-A-8625 на три типа:
- Тип I Анодирование
- Анодирование II типа
- Анодирование типа III
В процессе анодирования типа I , также называемом анодированием хромовой кислотой, используется химическая ванна с хромовой кислотой для создания покрытий (или оксидного слоя) на поверхности алюминия. Он образует тонкое покрытие (до 2,5 микрон) и идеально подходит для тех случаев, когда требуется минимальная защита от коррозии и адгезия краски.
В процессе анодирования типа II используется химическая ванна с серной кислотой для создания оксидного слоя на алюминиевом компоненте. Этот тип анодирования создает оксидный слой толщиной до 25 микрон, что делает их более устойчивыми к коррозии, чем детали из анодированного алюминия типа I. Кроме того, поскольку они имеют более толстые оксидные слои (и поры), они лучше удерживают красители и цвет, чем анодированные детали «Типа I».
Кроме того, поскольку они имеют более толстые оксидные слои (и поры), они лучше удерживают красители и цвет, чем анодированные детали «Типа I».
В процессе анодирования типа III , также называемого анодированием с твердым покрытием, образуются оксидные слои толщиной более 25 микрон. Он использует серную кислоту в качестве химической ванны, как и анодирование типа II. Однако электрический ток в этом процессе заставляют течь в течение более длительных периодов времени, чем при анодировании типа II. Это позволяет им создавать более толстые слои и делает их более устойчивыми к коррозии, чем анодированные детали типа I и типа II.
6) Стоимость анодирования алюминия в домашних условиях
Если вы ищете способ защитить свои алюминиевые изделия и сэкономить деньги, анодирование — отличный выбор. Этот процесс намного превосходит покраску и может быть выполнен в вашем собственном доме за небольшую часть стоимости.
Фактическая стоимость, связанная с этим процессом, будет варьироваться в зависимости от того, где вы живете, и детали, которую вы хотите анодировать. Чем крупнее деталь и чем тверже покрытие, тем дороже она будет стоить. Однако все же дешевле и быстрее сделать это дома.
Чем крупнее деталь и чем тверже покрытие, тем дороже она будет стоить. Однако все же дешевле и быстрее сделать это дома.
При масштабном анодировании алюминия важно помнить, что оборудование должно быть установлено в хорошо проветриваемом месте. Кроме того, покупка товаров оптом поможет вам сэкономить деньги.
Приобретение серной кислоты может оказаться сложной задачей в зависимости от того, где вы живете, но обычно вы можете найти ее в магазинах огнетушителей или в научных/химических компаниях. Однако для покупки серной кислоты оптом может потребоваться лицензия или разрешение, поэтому сначала обязательно проконсультируйтесь с местными властями.
7) Материалы, необходимые для анодирования алюминия
Большинство материалов, необходимых для анодирования алюминия, являются простыми и их легко найти. Они также относительно недороги. Если вы хотите делать это регулярно дома, вы можете настроить собственную станцию анодирования.
‘
Вот что вам понадобится:
- Дистиллированная вода
- Резервуары и контейнеры для хранения жидкостей во время процесса
- Серная кислота
- Катод А
- Нейтрализатор кислоты
- Обезжириватель
- Алюминиевая проволока или титановая проволока
- Щелок
- Краситель (любой цвет по вашему желанию)
- Батарейка (или любой другой источник питания)
Также необходимо найти хорошо проветриваемое место для установки станции анодирования; обязательно наденьте очки, перчатки и респиратор.
В дополнение к предметам, которые мы перечислили, вы также захотите купить несколько дополнительных вещей, которые, по нашему мнению и опыту, облегчат вам работу. К ним относятся:
- Шарики для пинг-понга (вы можете положить их в бак, чтобы предотвратить накопление кислотного тумана)
- Мешалка
- Недорогой чайник для красителя
- Кухонный термометр для проверки температуры
8) Анодирование алюминия – основные шаги
После того, как вы собрали все, что мы перечислили выше, все, что вам нужно сделать, это выполнить следующие шаги.
1 – Используйте стальную мочалку или даже слегка абразивную губку для мытья посуды, чтобы очистить поверхность алюминия, который вы собираетесь анодировать. Это поможет удалить любые следы механической обработки с металла.
2 – Следующий шаг – надеть все защитное снаряжение, т. е. перчатки, защитные очки и т. д.
3 – Очистите деталь с помощью обезжиривателя, а затем промойте ее дистиллированной водой.
4 – Приготовьте раствор щелочи, обычно от 10 до 20%. Добавьте около четырех столовых ложек щелочи на галлон воды. Смешайте этот раствор с чистой дистиллированной водой и поместите в него детали. Наденьте резиновые перчатки и подождите несколько минут, пока раствор впитается в алюминий. Вы должны увидеть появление пузырьков, указывающих на то, что поверхность алюминия чистится. Это не должно занимать более 5 минут.
5 – Извлеките деталь из ванны со щелочью и промойте ее дистиллированной водой. Убедитесь, что деталь чистая. Если вы видите, что вода стекает с поверхности, смойте ее еще несколько раз.
6 – Затем вы хотите установить деталь, прикрепив ее к алюминиевой или титановой проволоке. У него должно быть прочное соединение, и имейте в виду, что там, где провод соприкасался с деталью, останется неанодированная метка. Так что выбирайте место с умом.
7– Следующим шагом является создание ванны путем заливки серной кислоты в дистиллированную воду. Вы делаете это, смешивая 1 часть кислоты с тремя частями дистиллированной воды. Однако, независимо от температуры окружающей среды, важно следить за тем, чтобы в ванне была температура 70 градусов по Фаренгейту. Если она превысит эту температуру или опустится ниже 65F, это разрушит процесс, и результаты будут неутешительными.
Однако, независимо от температуры окружающей среды, важно следить за тем, чтобы в ванне была температура 70 градусов по Фаренгейту. Если она превысит эту температуру или опустится ниже 65F, это разрушит процесс, и результаты будут неутешительными.
8 — Затем вы добавите катод в резервуар, но убедитесь, что он не касается детали, которую вы хотите анодировать. Детали, которые вы хотите анодировать, должны быть подвешены в баке так, чтобы они ни с чем не соприкасались. Затем вы добавляете небольшой нагреватель и термометр. Поверхность ванны также можно покрыть шариками для пинг-понга.
9 – Не начинать процесс, пока температура в ванне не достигнет 70 градусов.
10 – Затем подключите источник питания и подключите его к положительной клемме аккумулятора или источника питания. Затем минус подключается к катоду. Здесь вам нужно быть осторожным, потому что ванна начнет выделять опасные пары.
11 – Вам нужно установить силу тока в зависимости от площади поверхности, которую вы хотите анодировать. Если вам нужна твердая поверхность, установите значение 0,03 ампер на квадратный дюйм; если вы хотите что-то более мягкое, что будет впитывать краску, установите его на 0,02 ампера.
Если вам нужна твердая поверхность, установите значение 0,03 ампер на квадратный дюйм; если вы хотите что-то более мягкое, что будет впитывать краску, установите его на 0,02 ампера.
12 – Первоначально мы рекомендуем начинать с 16 вольт. В этом вам могут помочь некоторые онлайн-калькуляторы, но дома 16 вольт вполне достаточно. Однако здесь важно следить за температурой в резервуаре по ходу процесса. В процессе часто повышается температура, поэтому оставлять его в покое нельзя.
13 — Как только процесс анодирования начнется, вы можете начать нагревать красители. Большинство цветов хорошо работают при температуре 140 ° F, но некоторые цвета можно охладить. Все марки красок немного отличаются друг от друга и заслуживают некоторых экспериментов.
14 – Затем вы подготавливаете резервуар для дистиллированной воды, а другой – для нейтрализатора кислоты.
15 – После завершения отключите питание, извлеките детали из бака, а затем опустите их в дистиллированную воду на 15 секунд.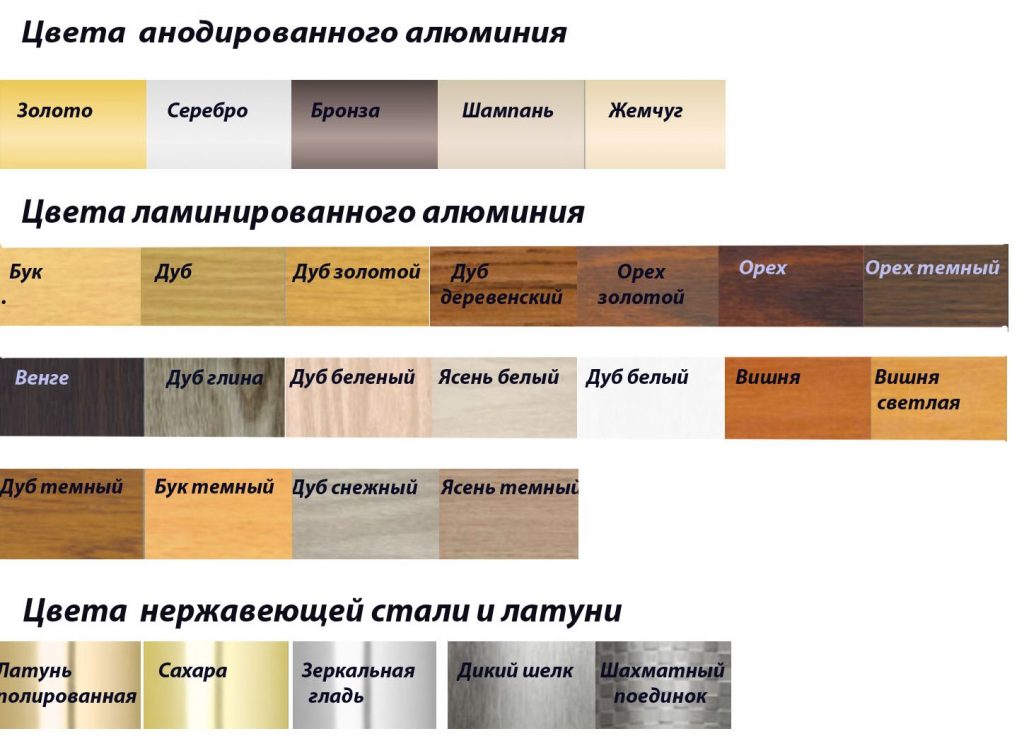 Затем промойте в баке нейтрализатора в течение примерно 5 минут. Вы захотите сделать второй раунд полоскания в нейтрализаторе в течение 5 минут. Затем снова с дистиллированной водой, прежде чем погрузить детали в краску. Части мгновенно впитают цвет, но вам придется оставить их примерно на 15 минут, в зависимости от желаемой интенсивности.
Затем промойте в баке нейтрализатора в течение примерно 5 минут. Вы захотите сделать второй раунд полоскания в нейтрализаторе в течение 5 минут. Затем снова с дистиллированной водой, прежде чем погрузить детали в краску. Части мгновенно впитают цвет, но вам придется оставить их примерно на 15 минут, в зависимости от желаемой интенсивности.
16 — После того, как процесс окрашивания завершен, нужно прокипятить детали в течение 15 минут. Это поможет затвердеть краску, обеспечивая прочное уплотнение.
Алюминиевое анодированное покрытие: Gensun может помочь
Теперь, когда вы хоть что-то знаете об анодировании, вы согласитесь, что детали из анодированного алюминия имеют ряд преимуществ по сравнению с обычными алюминиевыми деталями. Однако процесс анодирования не так прост, как кажется: он требует специальных технологий и опыта.
Gensun Precision Machining — ведущий поставщик высококачественных производственных услуг в Азии. Мы не только точно изготавливаем продукцию с использованием наших самых современных технологий обработки с ЧПУ, но также предоставляем широкий спектр услуг по отделке поверхностей, включая анодирование алюминия.
Узнайте больше о наших услугах по отделке поверхностей .
Примечание. Эта статья была первоначально опубликована в апреле 2021 г. и обновлена в мае 2022 г.
Что такое анодирование? — Тампа Стил энд Поставка
Тампа Стил
Металл
Анодирование – это простой электрохимический процесс, разработанный более 75 лет назад, при котором на поверхности алюминия образуется защитное покрытие из оксида алюминия.
Срок службы покрытия пропорционален толщине нанесенного анодного покрытия. Оксид алюминия представляет собой твердое, прочное, стойкое к атмосферным воздействиям вещество, которое защищает основной металл. Покрытие может быть окрашено путем окрашивания или может проявлять бронзовые тона благодаря явлениям дифракции, создаваемым покрытием. Покрытие вырастает из основного металла алюминия с помощью этого электрохимического процесса. Покрытие является неотъемлемой частью металла и не может отслаиваться или отслаиваться. Структура покрытия представляет собой множество мелких шестиугольных пор, которые заполнены «уплотнителем», гидролизующим эти поры для заполнения их инертным оксидом алюминия.
Покрытие вырастает из основного металла алюминия с помощью этого электрохимического процесса. Покрытие является неотъемлемой частью металла и не может отслаиваться или отслаиваться. Структура покрытия представляет собой множество мелких шестиугольных пор, которые заполнены «уплотнителем», гидролизующим эти поры для заполнения их инертным оксидом алюминия.
Этот процесс был использован в одном из самых высоких зданий в мире и самом высоком здании в Америке — 110-этажном Уиллис-Тауэр, облицованном анодированным алюминием (когда-то известном как Сирс-Тауэр) в Чикаго, штат Иллинойс.
Алюминиевые сплавы анодированы для повышения коррозионной стойкости и обеспечения возможности окрашивания (окрашивания), улучшения смазки или улучшения адгезии. Однако анодирование не увеличивает прочность алюминиевого изделия. Анодный слой является непроводящим.
6 Преимущества анодирования металла
Уникальное анодированное покрытие — единственное в металлургической промышленности, которое удовлетворяет каждому из факторов, которые необходимо учитывать при выборе высокоэффективного алюминиевого покрытия:
1. Долговечность. Большинство анодированных продуктов имеют чрезвычайно долгий срок службы и предлагают значительные экономические преимущества за счет экономии на обслуживании и эксплуатации. Анодирование представляет собой прореагировавшее покрытие, которое интегрируется с алюминием для полного склеивания и непревзойденной адгезии. Анодирование сложнее, чем PVDF. Анодирование лучше всего подходит для алюминия в местах с интенсивным движением, где покрытие подвергается физическому насилию и абразивным чистящим средствам.
Долговечность. Большинство анодированных продуктов имеют чрезвычайно долгий срок службы и предлагают значительные экономические преимущества за счет экономии на обслуживании и эксплуатации. Анодирование представляет собой прореагировавшее покрытие, которое интегрируется с алюминием для полного склеивания и непревзойденной адгезии. Анодирование сложнее, чем PVDF. Анодирование лучше всего подходит для алюминия в местах с интенсивным движением, где покрытие подвергается физическому насилию и абразивным чистящим средствам.
2. Стабильность цвета. Внешние анодированные покрытия обеспечивают хорошую устойчивость к ультрафиолетовым лучам, не скалываются и не отслаиваются, легко повторяются. Анодирование не может отслаиваться. Покрытие фактически является частью металла. На анодирование не влияет солнечный свет. Все органические покрытия в конечном итоге выходят из строя из-за воздействия ультрафиолетового света.
3. Простота обслуживания. Шрамы и износ в результате изготовления, обработки, установки, частой очистки поверхности от грязи и использования практически отсутствуют. Ополаскивание или очистка мягким мылом и водой обычно восстанавливают анодированную поверхность до ее первоначального вида. Для более сложных отложений можно использовать мягкие абразивные очистители.
Шрамы и износ в результате изготовления, обработки, установки, частой очистки поверхности от грязи и использования практически отсутствуют. Ополаскивание или очистка мягким мылом и водой обычно восстанавливают анодированную поверхность до ее первоначального вида. Для более сложных отложений можно использовать мягкие абразивные очистители.
4. Эстетика. Анодирование предлагает большое количество вариантов блеска и цвета, а также сводит к минимуму или устраняет цветовые вариации. В отличие от других видов отделки, анодирование позволяет алюминию сохранять свой металлический вид. Анодирование придает алюминию более глубокий и насыщенный металлический вид, чем это возможно при использовании органических покрытий. Это связано с тем, что анодированное покрытие полупрозрачно, и под ним виден основной металл. Эта полупрозрачность способствует проблемам с изменением цвета, но анодирующие устройства гораздо лучше справляются с контролем степени изменения цвета, чем в прошлом.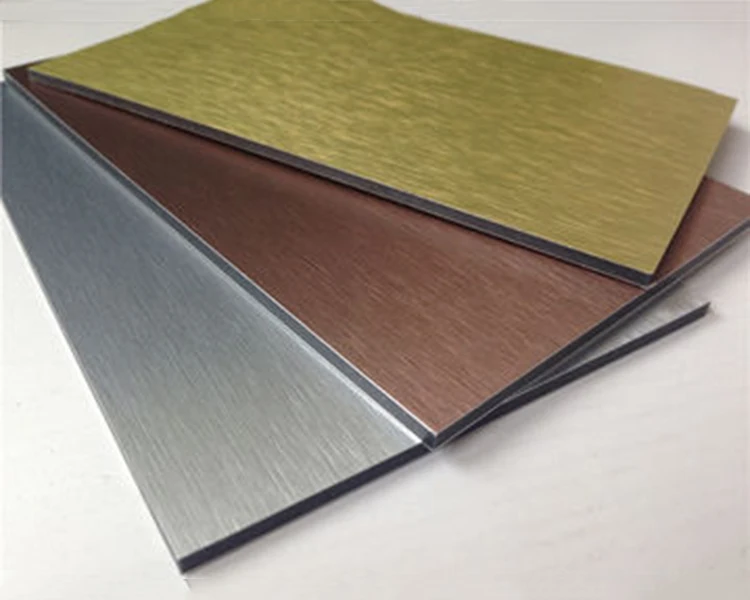 Компьютеризированное сопоставление цветов с количественными объективными данными о цвете в настоящее время является обычным явлением на большинстве предприятий по анодированию.
Компьютеризированное сопоставление цветов с количественными объективными данными о цвете в настоящее время является обычным явлением на большинстве предприятий по анодированию.
5. Стоимость. Более низкие первоначальные затраты на отделку в сочетании с более низкими затратами на техническое обслуживание обеспечивают большую долгосрочную ценность. В целом анодирование дешевле покраски, за исключением изделий, окрашенных в рулонах.
6. Здоровье и безопасность. Анодирование – безопасный процесс, не наносящий вреда здоровью человека. Анодированное покрытие химически стабильно, не разлагается, нетоксично и термостойко до точки плавления алюминия (1221 градус по Фаренгейту)
безопасен и не производит вредных или опасных побочных продуктов.
Независимо от того, решите ли вы, что вам нужно анодировать металл, покрыть его порошковой краской или просто покрасить металл, выбирайте с умом, учитывая долговечность, учитывайте факторы окружающей среды, требования к дизайну и, прежде всего, выполняйте свою домашнюю работу.