Гост пенопласт: Новые ГОСТы – качественно новый пенополистирол
Содержание
Новые ГОСТы – качественно новый пенополистирол
В статье рассматриваются принципиальные различия между ГОСТ 15588-1986 «Плиты пенополистирольные. Технические условия» и новыми ГОСТ Р 56148-2014 (EN 13163:2009) «Изделия из пенополистирола ППС (ЕРS) теплоизоляционные, применяемые в строительстве. Технические условия», ГОСТ 15588-2014 «Плиты пенополистирольные теплоизоляционные. Технические условия».
|
Интересуетесь теплоизоляцией? Мы ее ПРОИЗВОДИМ!
Узнайте подробнее по телефону: +7 (846) 21-21-338 или посмотрите каталог Теплоизоляция
|
Белый вспененный полистирол успешно используют во всем мире со времени его изобретения вот уже более 60 лет. Этот экологичный и надежный теплоизоляционный материал нашел широкое применение в жилищном и промышленном строительстве, упаковочной индустрии, других отраслях.
Прогресс человечества не стоит на месте – процессы, технологии, сам материал непрерывно совершенствуются. Регулирование и стандартизация совместными усилиями отраслевого сообщества и государственных органов также развиваются соответственно.
Регулирование и стандартизация совместными усилиями отраслевого сообщества и государственных органов также развиваются соответственно.
Рабочая группа специалистов – членов Ассоциации производителей и поставщиков пенополистирола (в которую входит и наш завод «ЕТ-Пласт») подготовила на смену устаревшему ГОСТу два новых: один из которых ориентирован на европейские нормы, второй – характерно российский. Оба вступили силу в нынешнем 2015 г.
Предпосылки для разработки новых стандартов
1. ГОСТ 15588-1986 «Плиты пенополистирольные. Технические условия» был принят в 1986 г. Необходимость его пересмотра связана с возросшими требованиями к качеству строительных материалов на российском рынке, которое должно обеспечиваться, прежде всего, прочностными, теплоизоляционными и другими эксплуатационными характеристиками. При классификации и маркировке плит пенополистирольных по ГОСТ 15588-86 эти характеристики были вторичны, что способствовало проникновению на строительный рынок некачественных изделий.
За последние 30 лет в пенополистирольной отрасли произошли кардинальные сдвиги – прежде всего, в технологии производства изделий из пенополистирола: от автоклавного метода к блочному способу «теплового удара». Изменилась сырьевая база, и основные производители изделий из пенополистирола давно работают на оборудовании, поставляемом мировыми лидерами отрасли. Качество и марочность продукции шагнули много дальше ГОСТа 15588-86, и производители были вынуждены разрабатывать различные собственные Технические условия.
2. ГОСТ Р 56148-2014 (EN 13163:2009) «Изделия из пенополистирола ППС (ЕРS) теплоизоляционные, применяемые в строительстве. Технические условия» разработан для использования в РФ. Основной целью его разработки явилась гармонизация национальных стандартов с европейскими, приближение европейских принципов классификации и методов испытаний теплоизоляционных материалов и изделий, к методам, применяемым в российском строительстве.
В тоже время, производители экструдированного пенополистирола и теплоизоляционных материалов на основе минеральных волокон подготовили собственные стандарты 13164 и 13162, соответствующие современным европейским нормам. По мнению членов Ассоциации производителей и поставщиков пенополистирола, стандарт 13163 «Изделия теплоизоляционные из пенополистирола ППС (ЕРS), применяемые в строительстве. Технические условия» положил начало разработке целого ряда нормативных актов Российской Федерации по различным специальным изделиям из пенополистирола, соответствующим европейскому уровню.
По мнению членов Ассоциации производителей и поставщиков пенополистирола, стандарт 13163 «Изделия теплоизоляционные из пенополистирола ППС (ЕРS), применяемые в строительстве. Технические условия» положил начало разработке целого ряда нормативных актов Российской Федерации по различным специальным изделиям из пенополистирола, соответствующим европейскому уровню.
В Ассоциации производителей и поставщиков пенополистирола была создана комплексная программа разработки национальных стандартов для изделий из пенополистирола. Программа утверждена на Общем собрании, и направлена в ТК 465 «Строительство». Это стандарты, базирующиеся на стандарте 13163 «Изделия теплоизоляционные из пенополистирола ППС (ЕРS), применяемые в строительстве. Технические условия», такие как:
- ГОСТ Р (ЕН 1603) «Изделия теплоизоляционные, применяемые в строительстве. Метод определения показателей стабильности размеров по результатам лабораторных испытаний при температуре 23°С и 50 % влажности»;
- ГОСТ Р (ЕН 13793) «Изделия теплоизоляционные, применяемые в строительстве.
 Определение свойств под действием циклической нагрузки»;
Определение свойств под действием циклической нагрузки»; - ГОСТ Р (ЕН 14933) «Теплоизоляция и легкие наполнители для применения в гражданском строительстве»;
- ГОСТ Р (ЕН 14309) «Теплоизоляция из пенополистирола ППС (ЕРS), для строительного оборудования и промышленных установок»;
- ГОСТ Р (ЕН 13950) «Композитные панели из вспененного полистирола (EPS) и гипсокартона»;
- ГОСТ Р (ЕН 14509) «Самонесущие композитные металлические панели с сердцевиной из вспененного полистирола (EPS).
 Определение свойств под действием циклической нагрузки»;
Определение свойств под действием циклической нагрузки»;
Все эти стандарты должны были лечь в основу создания национального технического регламента «О безопасности зданий и сооружений». Однако российское техническое регулирование, развитие экономических и политических взаимоотношений с Евросоюзом, а также внутри созданного Таможенного союза подсказало нам, что параллельно с европейскими кодами, методами и стандартами, надо развивать и сложившие российские подходы к техническому нормированию и регулированию, которые с успехом применялись в строительстве.
3. ГОСТ 15588-86 «Плиты пенополистирольные теплоизоляционные. Технические условия» остается межнациональным стандартом, по-прежнему действующим в странах СНГ. Ассоциация приступила к разработке его актуализированной версии, в которой описаны плиты, предназначенные для тепловой изоляции в качестве среднего слоя строительных ограждающих конструкций. Представленный межнациональный стандарт будет способствовать развитию нормативно-технической базы в строительстве. Его применение позволит повысить качество изделий из пенополистирола и повысить уровень энергоэффективности в строительстве.
Цель разработки настоящего стандарта состояла не только в приведении в соответствие нормативной базы к существующей действительности на рынке пенополистирола и других теплоизоляционных материалов, но и в максимальной гармонизации с европейскими требованиями по классификации и методам испытаний изделий из пенополистирола, применяемых в строительстве.
Принципиальные отличия нового ГОСТ 15588-2014 от 15588-86
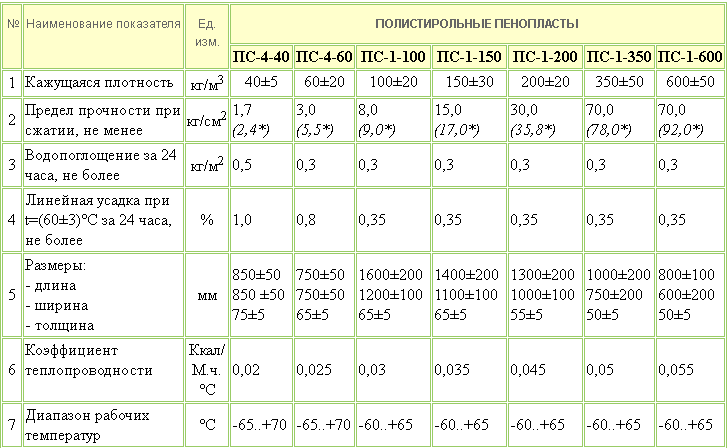
1. В наши дни промышленность производит более широкую гамму марок и видов плит. В старом ГОСТе основой классификации была плотность продукции. Кроме того, вся продукция делилась всего лишь на два вида качества.
В наши дни промышленность производит более широкую гамму марок и видов плит. В старом ГОСТе основой классификации была плотность продукции. Кроме того, вся продукция делилась всего лишь на два вида качества.
Диапазон градации по плотности был 10 кг на м³, и одна марка распространялась на изделия с совершенно разными прочностными, теплотехническими показателями. Всего было 4 марки плит. В обозначении марки указывалась максимальная плотность, в то время как все производители выпускали продукцию по минимальной плотности, что приводило к недопониманию в строительных и снабженческих структурах.
В новом ГОСТе предусмотрена совсем иная система классификации и маркировки плит пенополистирольных теплоизоляционных. Несмотря на то, что она попрежнему основана на плотности, каждая новая марка имеет качественно новые (существенно отличающиеся) прочностные и теплоизоляционные свойства, которые и являются главными для теплоизоляционным материалов.
Впервые строителям и проектировщикам предлагаются плиты двух следующих типов:
- вырезанные струной из крупногабаритных блоков 4000 Х 1000 Х 1200 мм;
- плиты, готовые термоформованные, с закрытой ячеистой структурой. Такие выходят из формовочного автомата готовой длины, толщины и ширины, а шарики пенополистирола при этом остаются целыми, неповрежденными резкой.
 Такие выходят из формовочного автомата готовой длины, толщины и ширины, а шарики пенополистирола при этом остаются целыми, неповрежденными резкой.
Такие выходят из формовочного автомата готовой длины, толщины и ширины, а шарики пенополистирола при этом остаются целыми, неповрежденными резкой.
Показатели физико-механических свойств плит типа Р (резанных из блоков) должны соответствовать требованиям, указанным в таблице 1, плит типа РГ (графитосодержащих фасадных) – в таблице 2, плит типа Т (термоформованных) – в таблице 3.
Таблица 1. Физико-механические свойства пенополистирольных плит типа Р (резанных из блоков)
| Наименование показателя | Значение показателя для плит марки | ||||||||||
| ППС10 | ППС12 | ППС13 | ППС14 | ППС16Ф | ППС17 | ППС20 | ППС23 | ППС25 | ППС30 | ППС35 | |
| Плотность, кг/м3, не менее | 10 | 12 | 13 | 14 | 16 | 17 | 20 | 23 | 25 | 30 | 35 |
| Прочность на сжатие при
10 %-ной линейной деформации, кПа, не менее | 40 | 60 | 70 | 80 | 100 | 100 | 120 | 140 | 160 | 200 | 250 |
| Предел прочности при изгибе, кПа, не менее | 60 | 100 | 120 | 150 | 180 | 160 | 200 | 220 | 250 | 300 | 350 |
| Предел прочности при растяжении в направлении, перпендикулярном поверхности, кПа, не менее | * | * | * | * | 100 | * | * | * | * | * | * |
| Теплопроводность плит в сухом состоянии при тем- пературе (10 ± 1) оС (283 К), Вт/(м×К), не более | 0,041 | 0,040 | 0,039 | 0,038 | 0,036 | 0,037 | 0,036 | 0,035 | 0,034 | 0,035 | 0,036 |
| Теплопроводность плит в сухом состоянии при тем-пературе (25 ± 5) оС (298 К), Вт/(м×К), не более | 0,044 | 0,042 | 0,041 | 0,040 | 0,038 | 0,039 | 0,038 | 0,037 | 0,036 | 0,037 | 0,038 |
| Влажность,% по массе, не более | 5,0 | 5,0 | 3,0 | 3,0 | 2,0 | 3,0 | 2,0 | 2,0 | 2,0 | 2,0 | 2,0 |
| Водопоглощение за 24 ч, % по объему, не более | 4,0 | 4,0 | 3,0 | 3,0 | 1,0 | 2,0 | 2,0 | 2,0 | 2. 0 0 | 2,0 | 2,0 |
| Время самостоятельного горения, с, не более | 4 | 4 | 4 | 4 | 1 | 4 | 4 | 4 | 4 | 4 | 4 |
* Показатель не нормируется
Таблица 2. Физико-механические свойства пенополистирольных плит типа РГ (графитосодержащих фасадных)
| Наименование показателя | Значение показателя для плит марки | |
| ППС15Ф | ППС20 Ф | |
| Плотность, кг/м3, не менее | 15 | 20 |
| Прочность на сжатие при 10 %-ной линейной деформации, кПа, не менее | 70 | 100 |
| Предел прочности при изгибе, кПа, не менее | 140 | 250 |
| Предел прочности при растяжении в направлении, перпендикулярном поверхности, кПа, не менее | 100 | 150 |
| Теплопроводность плит в сухом состоянии при температуре
(10 ± 1) оС (283 К), Вт/(м×К), не более | 0,032 | 0,031 |
| Теплопроводность плит в сухом состоянии при температуре
(25 ± 5) оС (298 К), Вт/(м×К), не более | 0,034 | 0,033 |
| Влажность,% по массе, не более | 2 | 2 |
| Водопоглощение за 24 ч, % по объему, не более | 4 | 3 |
| Время самостоятельного горения, с, не более | 1 | 1 |
Таблица 3. Физико-механические свойства пенополистирольных плит типа Т (термоформованных)
Физико-механические свойства пенополистирольных плит типа Т (термоформованных)
| Наименование показателя | Значение показателя для плит марки | ||||||
| ППС 15 | ППС 20 | ППС 25 | ППС 30 | ППС 35 | ППС 40 | ППС 45 | |
| Плотность, кг/м3, не менее | 15 | 20 | 25 | 30 | 35 | 40 | 45 |
| Прочность на сжатие при 10 %-ной линейной деформации, кПа, не менее | 100 | 150 | 180 | 200 | 250 | 300 | 350 |
| Предел прочности при изгибе, кПа,не менее | 180 | 200 | 250 | 400 | 450 | 500 | 550 |
| Теплопроводность плит в сухом состоянии при температуре (10 ± 1) оС
(283 К), Вт/(м×К), не более | 0,037 | 0,036 | 0,036 | 0,035 | 0,036 | 0,036 | 0,036 |
| Теплопроводность плит в сухом состоянии при температуре (25 ± 5) оС
(298 К), Вт/(м×К), не более | 0,039 | 0,038 | 0,038 | 0,037 | 0,038 | 0,038 | 0,038 |
| Влажность,% по массе, не более | 1. 0 0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 | 1,0 |
| Водопоглощение за 24 ч, % по объему, не более | 1,5 | 1,5 | 1,0 | 1.0 | 0,5 | 0,3 | 0,2 |
| Время самостоятельного горения, с, не более | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
В зависимости от формы плиты предлагаются двух видов:
- плиты с прямоугольной боковой кромкой;
- плиты с выбранной или формованной в «четверть» боковой кромкой.
В ГОСТе появились специальные марки плит, предназначенных для применения в теплоизоляции в фасадных теплоизоляционных композиционных системах с наружными штукатурными слоями.
2. Удобство в применении ГОСТа. Теперь марка логично обозначается по минимально допустимой плотности плит. Методы испытаний более четко прописаны в ГОСТе и не ссылаются на другие ГОСТы, например ГОСТ 17177-94 «Материалы и изделия строительные теплоизоляционные. Методы испытаний».
Методы испытаний».
3. Признание обязательного наличия в составе строительных теплоизоляционных плит антипиреновых добавок, что обеспечивает соблюдение требований пожаробезопасности при хранении и монтаже пенополистирольных плит.
Различия между ГОСТ 15588-2014 и ГОСТ Р 56148-2014 (EN 13163:2009), гармонизированного с европейским
В европейском стандарте EN 13163-2009 даны уровни, классы и значения показателей продукции, по которой производитель может изготавливать и маркировать свою продукцию. Вся ответственность в определении качества представленной продукции лежит на производителе. В российском стандарте четко даны показатели для каждой марки и пределы допустимых отклонений по геометрическим показателям, понятным и проектировщику и производителю.
В европейском стандарте используются методы испытаний продукции, основанные на европейских стандартах, директивах, методиках. В российском стандарте все методы национальные, известные, а лаборатории оснащены соответствующим оборудованием для проведения подобных исследований.
В соответствии с европейским стандартом есть возможность производить продукцию с невысокими прочностными и теплотехническими показателями. В российском стандарте исключена такая возможность, и представлены марки, обеспечивающие только «высокое» качество. Это сделано для того, чтобы на рынке не было продукции ненадлежащего качества, изготовленного по ГОСТу.
Многообразие – богатство выбора
При подготовке новых стандартов был использован весь опыт разработки многих отраслевых нормативно-технических документов на различном уровне.
Все представленные стандарты по российскому законодательству являются добровольными к применению. Обязательными они становятся только, если сторонами согласован заказ на производство продукции по тому или иному стандарту. По 184 ФЗ «О техническом регулировании» у проектировщика должен быть альтернативный выбор нормативной базы, действующей в стране.
Таким образом, российские производители изделий из пенополистирола, желающие выйти на рынок Евросоюза, могут изготовить продукцию и получить Сертификат соответствия европейскому стандарту. Если на российском рынке проектировщик хочет применить отечественную продукцию, соответствующую евростандарту, то теперь у него есть такая возможность.
Если на российском рынке проектировщик хочет применить отечественную продукцию, соответствующую евростандарту, то теперь у него есть такая возможность.
В остальных случаях, проектировщики, строители и производственники будут пользоваться проверенными методами и четкими показателями российского ГОСТа, признанными российской научной, строительной и исследовательской средой.
Применение новых ГОСТов определенно позволит улучшить качественные показатели изделий из пенополистирола, повысить уровень энергоэффективности в строительстве.
Ассоциация производителей и поставщиков пенополистирола, являясь разработчиком нормативов и рекомендаций, экспертным центром в данной области, в дальнейшем также выступит гарантом качества выпускаемой производителями продукции, с присвоением их изделиям соответствующего знака отличия.
По материалам сайта epsrussia.ru
Пенополистирольные плиты ППС, ГОСТ 15588-2014
САМЫЕ НИЗКИЕ ЦЕНЫ!
ДОСТАВКА ПО МОСКВЕ И ОБЛАСТИ за 1 день!
ДОСТАВКА В РЕГИОНЫ!
МИНИМАЛЬНЫЕ СРОКИ ПОСТАВКИ!
СКИДКИ СТРОИТЕЛЯМ!
НАПРЯМУЮ ОТ ПРОИЗВОДИТЕЛЯ!
Оптовая продажа всех марок пенопласта пенополистирола пбс-с | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 08.16г. предприятие-производитель пенопласта переходит на новое
08.16г. предприятие-производитель пенопласта переходит на новое
 )
)

АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ПОЛИСТИРОБЕТОННЫХ БЛОКОВ производительностью 100 м3/смена
Технические характеристики линии
| Вместимость | 100 м 3 /смена (200 м 3 /день) |
| Потребляемая мощность | 81 кВт/ч |
| Использование воды | ~15 тонн/смена |
| Использование цемента | ~33 тонны/смена |
| Утилизация полистирола | ~1 тонна/смена |
| Производство | блоки стеновые мелкие по ГОСТ 21520-89, ГОСТ 51263-99 |
| Требуемая площадь производственного помещения | не менее 1000 м 2 |
| Высота потолка в зоне смешения | не менее 6 м* |
| Высота потолка в производственной зоне | не менее 3 м* |
| Температура окружающей среды | не ниже +15 o С |
| Требуемый персонал | 12 рабочих, 1 начальник производства/прораб |
ПРЕИМУЩЕСТВА
Автоматизация управления процессами
На производственных линиях используются электронные системы для контроля загрузки и дозирования сырья в зоне смешивания. В системах управления предусмотрены функции регистрации и контроля сырья. Зона смешивания контролируется одним оператором. В зоне раскроя имеется раскройный станок, которым также управляет один оператор. Процесс демонтажа формы и укладки блоков автоматизирован.
В системах управления предусмотрены функции регистрации и контроля сырья. Зона смешивания контролируется одним оператором. В зоне раскроя имеется раскройный станок, которым также управляет один оператор. Процесс демонтажа формы и укладки блоков автоматизирован.
Точность дозирования
Сырье подается на весы с тензодатчиками и весовым контроллером, позволяющим точно дозировать.
Большая емкость
Высокая производительность обеспечивается автоматизированной системой загрузки и дозирования сырья, а также высокой скоростью заполнения смесителя водой и сырьем. Мощный раскройный станок обеспечивает высокую скорость резки монолита на блоки заданного размера.
Высокое качество
Система автоматизации технологических процессов обеспечивает высокое качество продукции и гарантирует точность дозирования, а также стабильный и однородный состав, что позволяет нам предоставлять качественную и конкурентоспособную продукцию.
СЫРЬЕ ДЛЯ ПРОИЗВОДСТВА ПОЛИСТИРОЛБЕТОНА
- Вяжущее. В качестве вяжущего используется портландцемент или шлаковый портландцемент марок М-400 и М-300 по ГОСТ 10178.
 В качестве вяжущего используется портландцемент или шлаковый портландцемент марок М-400 и М-300 по ГОСТ 10178.
В качестве вяжущего используется портландцемент или шлаковый портландцемент марок М-400 и М-300 по ГОСТ 10178. - Совокупность. Гранулированный полистирол, вспененный один или несколько раз, служит заполнителем.
- Вода для затворения. Вода соответствует требованиям ГОСТ 23732.
- Разделительная смазка для форм. Смазки для пресс-форм SDF или другие антиадгезивы используются для обеспечения эффективного удаления пресс-форм.
- Силикатный компонент* Используется для производства полистиролбетона высокой плотности.
- Химические добавки. Химические добавки (воздухововлекающие, пластифицирующие, регуляторы отверждения) должны соответствовать требованиям ГОСТ 24211.
КРАТКОЕ ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
1. Приготовление полистирольной смеси
Приготовление полистирольной смеси
Пенополистирол
Сырье (гранулы полистирола) подается в приемный бункер устройства предварительного вспенивания, затем с помощью шнекового конвейера подается в камеру предварительного вспенивания. Гранулы полистирола впервые вспениваются в камере предварительного вспенивания с помощью водяного пара, вырабатываемого в парогенераторе. После расширения полистирол направляется на конвейер сушки гранул для снижения их влажности и аэрации. После сушки гранулы с помощью пневмотранспортной системы транспортируются в бункеры старения. Второе или многократное (при необходимости) вспенивание гранул полистирола выполняется так же, как и первое вспенивание.
Добавление воды в смеситель
Дозирование воды осуществляется с помощью электронного дозатора воды. Оператор участка смешивания устанавливает на пульте управления необходимое количество воды и запускает цикл загрузки смесителя.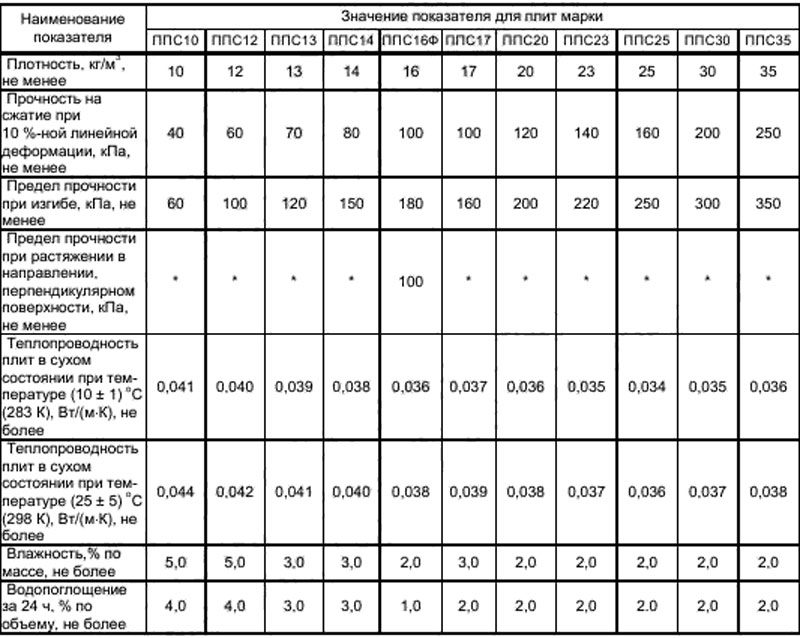
Загрузка смесителя сырьем
Весовые дозаторы загружаются сырьем (цементом и кремнеземистым компонентом, если он используется) с помощью весового регулятора, аналогично загрузке пенополистирола в объемный дозатор. Загрузка цемента осуществляется с помощью винтового конвейера, а полистирола — с помощью системы пневмотранспорта. Затем цемент выгружают из дозатора в смеситель, смесь перемешивают в течение 2-3 минут до однородности. По готовности дозатор химдобавки дозирует воздухововлекающую добавку, затем полистирол подают в смеситель и смесь перемешивают 1-2 минуты. В режиме реального времени оператор следит за всеми процессами, происходящими в смесительном отделении. При необходимости оператор может отрегулировать или изменить полученную рецептуру, время смешивания и другие технологические параметры на панели управления. Оборудование может работать как в автоматическом, так и в ручном режиме.
2. Формовочный блок
Готовая смесь выливается через вентиль смесителя в емкость 0,85 куб. м плесень. Форма заполняется сразу. Форма состоит из основания и съемных взаимозаменяемых стенок. Перед отливкой форму смазывают и транспортируют в смесительную секцию, где производится отливка.
м плесень. Форма заполняется сразу. Форма состоит из основания и съемных взаимозаменяемых стенок. Перед отливкой форму смазывают и транспортируют в смесительную секцию, где производится отливка.
3. Старение блока
После отливки форма транспортируется по железной дороге на участок выдержки, где блок выдерживается до тех пор, пока он не наберет прочности, достаточной для снятия стенок. Прочность, достаточная для снятия стен, может быть достигнута в течение 4-7 часов и зависит от плотности полистирола, активности цемента, температуры и т.д.
4. Демонтаж форм и резка массивов
После набора массивом необходимой прочности форму, содержащую массив, передают к демонтажной машине по рельсовым путям, основание формы закрепляют на рельсовом пути. Затем четыре стенки формы снимаются и поднимаются с помощью захвата. После демонтажа формы основу формы и массив переносят на участок резки. Затем свободные стены крепятся к свободному основанию, которое находится на соседней железной дороге. Закрытая форма направляется в секцию заливки. Массив разрезается на блоки заданных размеров на режущем агрегате АРК-004. На раскройном участке расположены два отдельных последовательных модуля для вертикальной и горизонтальной резки массива.
Закрытая форма направляется в секцию заливки. Массив разрезается на блоки заданных размеров на режущем агрегате АРК-004. На раскройном участке расположены два отдельных последовательных модуля для вертикальной и горизонтальной резки массива.
Основание пресс-формы фиксируется захватом на вертикальном модуле, в то время как оператор запускает вертикальный модуль. Двигаясь по направляющим, модуль рассекает массив в вертикальной плоскости и подрезает его с обоих концов. После вертикальной резки основание формы с массивом переносится в зону горизонтального модуля, фиксируется захватом, после чего разрезается в горизонтальной плоскости на блоки заданных размеров, а также нижний слой и верхушка срезана.
Пока работает горизонтальный модуль, в зону вертикального модуля подается следующий массив. Таким образом, происходит резка двух массивов одновременно, что обеспечивает высокую производительность линии.
5. Укладка блоков на поддоны, упаковка и хранение
Форма-основа с вырезанным массивом передается на узел укладки блоков.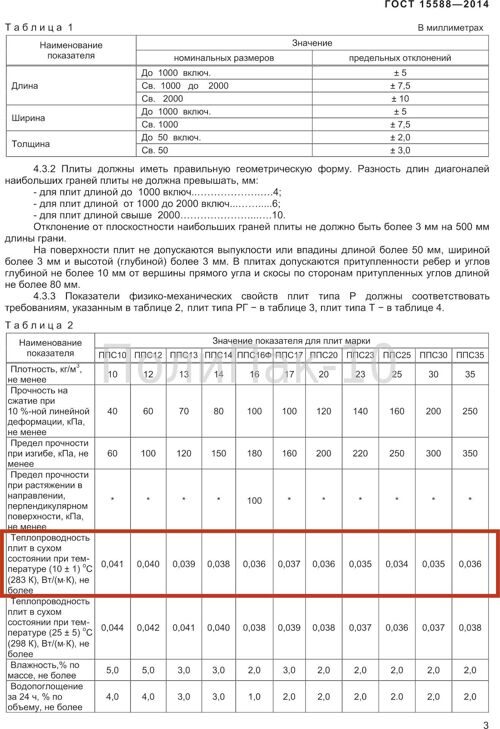 Основание пресс-формы фиксируется на рельсе. Затем половину распила массива с помощью захвата укладывают на поддон. Для того, чтобы укомплектовать поддон, восемь блоков укладываются вручную. Затем укладывается вторая половина массива, а также восемь блоков вручную (в зависимости от их габаритов). Поддон с блоками обтянут стрейч-пленкой.
Основание пресс-формы фиксируется на рельсе. Затем половину распила массива с помощью захвата укладывают на поддон. Для того, чтобы укомплектовать поддон, восемь блоков укладываются вручную. Затем укладывается вторая половина массива, а также восемь блоков вручную (в зависимости от их габаритов). Поддон с блоками обтянут стрейч-пленкой.
6. Блок тепловлажностной обработки
В зависимости от климатической зоны и вида изготавливаемого материала блоки, укладываемые на поддоны, могут набирать сортную прочность на складе готовой продукции или при термовлажностной обработке. Термовлажностная обработка блоков необходима для ускорения набора прочности блоков. Тепловлажностная обработка заключается в том, что блоки выдерживают в камере от 8 до 12 часов при температуре от +40 до 60оС. Режим тепловлажностной обработки также зависит от плотности материала, активности цемента и определяется заказчиком для каждого конкретного вида выпускаемой продукции.
7. Переработка отходов резки
При резке блок обрезается с обеих сторон и срезается верхняя корка. Хорошая идея — разбить эти отходы с помощью DG-1 Crasher. Crasher позволяет измельчать стружку полистиролбетона размером от 0 до 30 мм. Измельченный материал можно использовать в качестве насыпного утеплителя для утепления крыш, чердаков, полов и т. д. Использование этого дробилки сделает ваше производство практически безотходным.
СПЕЦИФИКАЦИЯ ЛИНИИ
Н | Имя | Количество |
Участок хранения, подготовки и отгрузки сырья | ||
| 1 | Шнековый конвейер для цемента (L = 6 м*, мотор-редуктор (Италия), N = 4 кВт) | 2 |
Зона пенополистирола | ||
| 1 | Преддетандер ПНД-500 (N – 3,3 кВт) | 1 |
| 2 | Парогенератор ПАР-50 (N – 35 кВт, 50 кг/ч) | 1 |
| 3 | Конвейер для сушки гранул EPS (N – 3 кВт) | 1 |
| 4 | Бункер для старения гранул пенополистирола 40 м 3 | 10 |
| 5 | Пневматическая транспортная система (N – 6 кВт) | 1 |
Зона смешения | ||
| 1 | Электронная система управления (включая дозатор воды + подкачивающий насос) | 2 |
| 2 | Весовой дозатор цемента (тензодатчики, пневматический затвор, диапазон взвешивания до 600 кг) | 2 |
| 3 | Дозатор объемный EPS 2,0 м 3 (датчик уровня, пневматическая заслонка) | 2 |
| 4 | Полистиролбетономешалка РСГ-2000 (Н – 11 кВт, В – 2,0 м 3 ) | 2 |
| 5 | C200LB40 Компрессор (8-10 атм. , 500 л/мин) , 500 л/мин) | 1 |
| 6 | Дозатор химических добавок | 2 |
Зона резки блока | ||
| 1 | АРК-004 Автоматический раскройный комплекс для вертикальной и горизонтальной распиловки массива (N – 19,5 кВт) | 2 |
| 2 | Форма для заливки ФМ-0,91 м 3 (В – 0,91 м 3 ). | 110 |
| 3 | Трансферная тележка | 6 |
| 4 | Комплекс для демонтажа пресс-форм (N = 2,0 кВт) | 1 |
| 5 | Комплекс для укладки блоков на поддоны (N=2,5 кВт) | 1 |
Участок переработки отходов резки | ||
| 1 | Дробилка ДГ-1 (N – 4,5 кВт) | 1 |
РАСХОД МАТЕРИАЛА* НА 1 м
3 ПОЛИСТИРОБЕТОН Д-450
| Материал | Количество |
| Цемент (М 400, М 300), кг | 330 |
| ЭПС, кг | 10 |
| Вода, л | 150 |
| Воздухововлекающая добавка, кг | 0,2-1,0 |
| Химическая добавка, кг | ** |
* Рецептуры корректируются с учетом свойств сырья, выбранного заказчиком.
** Тип и количество добавок определяются на этапе проектирования бетона.
ОБЩИЕ
Для снижения затрат заказчика линия поставляется без силоса для цемента, бункера для песка и перил для транспортировки формы. Заказчику предоставляются чертежи для самостоятельного изготовления этих узлов.
Кроме того, заказчик несет ответственность за подогрев воды до +35…+40°С и устройство пропарочных камер. Работа линии в 2 смены требует дополнительных фундаментов опалубки.
Гарантийный срок на поставляемое оборудование составляет 12 месяцев. Комплектация каждой единицы оборудования указана в договоре, паспорте оборудования и Акте сдачи-приемки.
Специалисты «Сибирских строительных технологий» (СКТ) проектируют размещение оборудования на производственном объекте заказчика. Оборудование устанавливается по макету силами и за счет заказчика. Заказчику предоставляется схема расположения оборудования (чертежи) для соответствующих помещений и подробная иллюстрированная инструкция по установке.
После того, как заказчик завершит монтаж и подключение оборудования, СКТ выполняет следующие работы:
• ввод оборудования в эксплуатацию;
• конструкция из полистиролбетона;
• оптимизация технологии производства;
• обучение персонала заказчика.
Заказчик несет ответственность за соблюдение всех правил техники безопасности, требований по охране труда и окружающей среды, а также других локальных нормативных актов.
Заказчик берет на себя все расходы по транспортировке и размещению персонала SCT на период проведения работ. Оптимизация технологии включает в себя оптимизацию состава бетона на основе предоставленного заказчиком сырья. SCT предоставляет услуги поддержки.
После ввода оборудования в эксплуатацию заказчику предоставляется техническая документация, включающая:
• технические регламенты на производства;
• технологическая схема;
• должностные инструкции;
• инструкции по технике безопасности;
• ГОСТы.
УСЛОВИЯ ПОСТАВКИ
Стоимость указана для EXW-Новосибирск (Россия) и не включает стоимость растаможки и пересылки. Срок изготовления оборудования: от 30 рабочих дней с момента поступления предоплаты.
УСЛОВИЯ ОПЛАТЫ
Оплата 1—70% от стоимости контракта в течение 5 дней с момента подписания контракта.
Оплата 2—30% от стоимости контракта в течение 5 дней с момента получения подтверждения о готовности оборудования к отгрузке.
— Технические документы — СИБУР
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам в поиске нужного продукта или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.
Пожалуйста, обращайтесь ко мне с любыми вопросами, я буду рад помочь вам найти правильный продукт или узнать больше о нашем магазине.