Металлизированная краска: Металлизированная краска, характеристики, свойства, состав, применение в печати
Содержание
Металлизированная краска, характеристики, свойства, состав, применение в печати
Содержание статьи
- Пигменты для краски
- Характеристики краски
- Дисперсия в красках
- Пигменты применяемые в печати
- Связующие для краски
- Применяемые разбавители
- Глубокая печать
- Состав краски
- Пластификатор для краски
- Водорастворимые краски
Настоящего золота или серебра в современных металлических печатных красках, конечно же, нет. Но они очень удачно имитируют благородные металлы, так как на треть состоят из металлических пигментов серебристого или золотистого цвета. Серебристый оттенок обеспечивает алюминиевая пудра, а золотистый — бронзовая, полученная из сплава меди и цинка.
Строго говоря, бронзой называются сплавы меди с оловом, алюминием, свинцом или хромом. Сплав меди с никелем — это мельхиор, а с цинком — латунь. Тем не менее, пудра из сплава меди и цинка почему-то называется не латунной, а бронзовой, — видимо, по инерции: первые порошки для «бронзирования» производились из оловянистой меди, то есть из истинной бронзы.
Возникло такое производство еще в 18-м веке, однако бронзовые печатные краски появились только в конце 19-го столетия. Оттенок «самоварного золота» зависит от соотношения двух металлов: чем больше в сплаве розовато-красной меди, тем более красноватый получается оттенок. Если меди 80% — цвет пигмента желтоватый, если 70% — уже зеленоватый (cм. таблица 1).
Таблица 1. Оттенки золотисто-бронзовых красок
| Наименование | Цвет | Медь | Цинк |
|---|---|---|---|
| Reichgold/Richgold | Зеленоватый | 70% | 30% |
| Reichbleichgold/Richpalegold | Желтоватый | 80% | 20% |
| Bleichgold/Palegold | Красноватый | 90% | 10% |
Металлизированные пигменты
Получение металлизированных пигментов состоит из целого ряда производственных этапов. Сначала алюминиевые электроды распыляют в электрическом поле при температуре чуть выше температуры плавления алюминия при высоком давлении и получают гранулы размером от нескольких до сотни микрон. Далее полученные гранулы перемалывают в шаровых мельницах в присутствии органических кислот, как смазочного материала, чтобы избежать холодного спаивания металлических частиц. После перемалывания частицы алюминия не только меняют свой размер, но и приобретает пластинчатую форму. Следующий этап – просеивание, удаляются агломераты и выделяются фракции металлика с максимально узким распределением по размеру. На заключительной стадии производства металликов частицы проходят поверхностную обработку для придания специфических оптических свойств.
Далее полученные гранулы перемалывают в шаровых мельницах в присутствии органических кислот, как смазочного материала, чтобы избежать холодного спаивания металлических частиц. После перемалывания частицы алюминия не только меняют свой размер, но и приобретает пластинчатую форму. Следующий этап – просеивание, удаляются агломераты и выделяются фракции металлика с максимально узким распределением по размеру. На заключительной стадии производства металликов частицы проходят поверхностную обработку для придания специфических оптических свойств.
Металлики делятся на два типа:
- всплывающие,
- невсплывающие,
что характеризует степень смачиваемости пигментов в краске.
Всплывающие пигменты из-за высокого поверхностного натяжения не смачиваются и всплывают на поверхность мокрой пленки при нанесении на изделие и ориентируются параллельно подложке.
Невсплывающие, напротив, полностью смачиваются связующим и равномерно распределяются по всей толщине лакокрасочного покрытия. Металлики всплывающего типа дают ровный серебристый блеск, так называемый хром-эффект или эффект хромирования.
Металлики всплывающего типа дают ровный серебристый блеск, так называемый хром-эффект или эффект хромирования.
Характеристики металлизированный краски
Краска металлик характеризуется двумя основными параметрами:
- блеском (metallicbrilliance)
- искрением (sparkle-effect).
Первый описывает уровень отражения, другими словами, чем выше доля отраженного света по отношению к рассеянному или поглощенному, тем большим блеском характеризуется эффект металлика. На практике чем более совершенна поверхность металлизированного пигмента (отсутствие дефектов), чем выше отношение площади к периметру отдельного пигмента (в идеале – круглый диск) и чем уже распределение по размеру частиц, тем выше показатель брилеанса. Очень мелкие пигменты с нерегулярной формой и широким распределением по размерам дают просто серый цвет мало напоминающий серебристый металлик. Искрение наблюдается, когда можно увидеть отражение от отдельных частиц металлизированного пигмента.
Для этого эффекта важен размер частиц, он должен быть от 25 микрон и более.
Также большую роль играет идеальность формы, распределение по размеру и ориентация металлика в пленке краски.
При использовании в краске металлик только алюминиевого металлизированного пигмента получается серебристый металлик. Для придания, какого либо цвета краске, например синий металлик, зеленый металлик или серый металлик в краску вводят высокодисперсные колеровочные пигментные пасты.
Таким же способом можно при покраске получить золотой или бронзовый металлик, соответственно. Использование напрямую медных, бронзовых или латунных пигментов ограничено из-за слабой их светостойкости и атмосферостойкости.
Дисперсия пигментов
Как известно, краски — это не только пигмент. Это дисперсии пигментов в связующем — в воде или пленкообразователях. К примеру, для масляных красок пленкообразователями выступают масла (высыхающие и олифы), для эмалевых — лаки, для клеевых — крахмал или казеин, силикатных — жидкое стекло, эмульсионных — водные дисперсии синтетических полимеров.
Теперь производители металлизированных красок чаще всего поставляют их уже готовыми, а в прежние времена такие краски поставлялись на полиграфические предприятия только в виде двухкомпонентной системы, состоящей из пигментной пасты и связующего. Процесс приготовления красок при помощи дрели с насадкой-смесителем требовал большой аккуратности и ловкости. Нужно было получить однородную массу с гладкой поверхностью, но при чересчур старательном размешивании хрупкие металлические чешуйки повреждались и уже не давали нужного блеска. Каждая частица металлического пигмента, или шлифа, — это не комок, а неправильной формы плоский листик, чешуйка, пластинка тонко расплющенного металла. За счет наложения этих частиц при печати друг на друга и обеспечивается требуемый металлический эффект.
Пигменты для печати
Для разных способов печати применяется пигмент из того же самого металлического сырья, но с частицами разного размера. Для офсетной и высокой печати нужны чешуйки толщиной около 0,1 микрона и диаметром 3,5 микрона.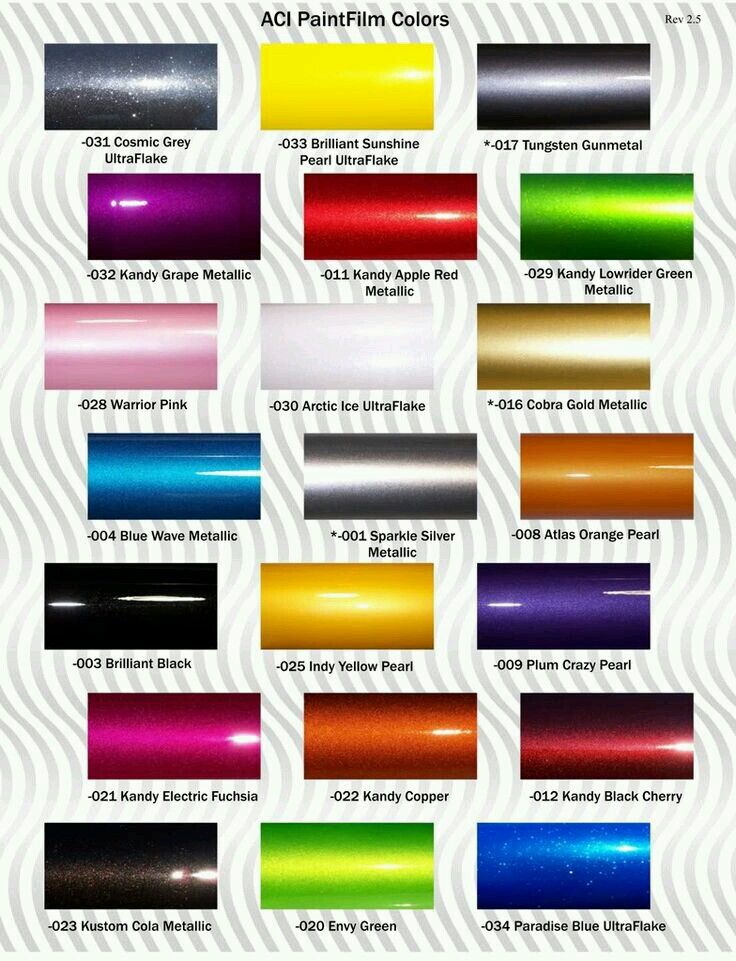 А для глубокой и флексографической печати частицы шлифа с такой же толщиной имеют диаметр от 8 до 9 микрон. Казалось бы, самый простой способ усилить блеск — это применить пигмент с увеличенными частицами. Но для хороших кроющих свойств в краске нужно поддерживать достаточно высокое содержание пигмента, а увеличение размеров металлических частиц ведет к ослаблению действия связующих веществ и оседанию, выпадению бронзовых или алюминиевых пигментов в осадок.
А для глубокой и флексографической печати частицы шлифа с такой же толщиной имеют диаметр от 8 до 9 микрон. Казалось бы, самый простой способ усилить блеск — это применить пигмент с увеличенными частицами. Но для хороших кроющих свойств в краске нужно поддерживать достаточно высокое содержание пигмента, а увеличение размеров металлических частиц ведет к ослаблению действия связующих веществ и оседанию, выпадению бронзовых или алюминиевых пигментов в осадок.
Срок хранения готовой краски резко сокращается. При глубокой печати наличие в краске частичек размером свыше 10 микрон ведет к образованию на оттиске поглощения и других дефектов — в основном, из-за нежелательного накапливания краски позади ракеля. Такие наслоения краски время от времени «выскакивают» из-под ножа, заметно ухудшая качество готовой продукции. Отсюда следует, что в металлических печатных красках нельзя использовать частицы произвольного размера, а при комбинировании надо придерживаться определенного баланса.
Сухой металлический порошок превращается в пригодную для печатных процессов краску благодаря связующим, обволакивающим и несущим каждую частицу пигмента. Предварительно порошок слегка увлажняют для облегчения последующего смешивания. Естественно, состав связующих у красок, предназначенных для разных способов печати, разный. В состав фирнисов (приготовленных связующих) для офсетных красок входят твердые смолы (модифицированная канифоль и/или углеводородная смола), алкидная смола на растительной основе, минерально-масляный разбавитель, растительные масла, структурообразователи. Связующие для красок, используемых в глубокой печати, включают в себя производные целлюлозы (нитроцеллюлоза, этилцеллюлоза, целлюлозаацетатбутират и целлюлозаацетопропинат), полиамидные смолы, сополимеры винила и другие смолы.
Предварительно порошок слегка увлажняют для облегчения последующего смешивания. Естественно, состав связующих у красок, предназначенных для разных способов печати, разный. В состав фирнисов (приготовленных связующих) для офсетных красок входят твердые смолы (модифицированная канифоль и/или углеводородная смола), алкидная смола на растительной основе, минерально-масляный разбавитель, растительные масла, структурообразователи. Связующие для красок, используемых в глубокой печати, включают в себя производные целлюлозы (нитроцеллюлоза, этилцеллюлоза, целлюлозаацетатбутират и целлюлозаацетопропинат), полиамидные смолы, сополимеры винила и другие смолы.
Связующие для пигментов
Всего в производстве красок применяются не менее тысячи наименований компонентов связующих. Понятно, что количество возможных комбинаций бесконечно. Вот почему разработано столько серий красок, различных по своим свойствам, хотя пигментов для металлизированных красок изначально только два. Меняется состав, меняются пропорции компонентов, меняются свойства продукции. Естественно, прежде всего, при создании композиции краски учитывается метод печати. Так, краски для высокой и офсетной печати должны быть гораздо более вязкими, чем краски для глубокой и флексографской печати. И тут решающее значение приобретает выбор растворителя и определение его пропорции.
Естественно, прежде всего, при создании композиции краски учитывается метод печати. Так, краски для высокой и офсетной печати должны быть гораздо более вязкими, чем краски для глубокой и флексографской печати. И тут решающее значение приобретает выбор растворителя и определение его пропорции.
Разбавители красок
В офсетных машинах красочный аппарат состоит из множества валиков, и краска довольно долго находится в машине. Если бы она содержала легколетучие растворители, то успевала бы, высыхая, много раз изменить свои свойства за время печатания, чего не должно быть ни в коем случае. Поэтому в офсетных красках используются малолетучие разбавители с очень высокой (до 300 градусов и выше) температурой кипения — минеральные масла (см. таблица 2).
Таблица 2. Диапазон кипения разбавителей для офсетных красок (в градусах Цельсия)
| Для красок хит-сет | 240-290 |
| Для красок листовой офсетной печати | 280-310 |
| Для красок колд-сет | 280-370 |
Количество разбавителя в пастообразных офсетных красках обычно не превышает 30%. А вот в составе жидких красок для глубокой и флексопечати очень много — более 65% — растворителя.
А вот в составе жидких красок для глубокой и флексопечати очень много — более 65% — растворителя.
В идеале он должен иметь минимум цвета, запаха и токсичности, а также испаряться без остатка. Растворители для жидких красок кипят при низких (до 100 градусов) и средних (до 150 градусов) температурах.
Только диацетоновый спирт, который уже не используется в производстве красок, относился к высококипящим (точка кипения 166 градусов Цельсия).
Таблица 3. Летучесть некоторых растворителей для флексографской и глубокой печати.
| Растворитель | Точка кипения | Число испарения |
|---|---|---|
| Этанол | 78 | 8,3 |
| Метилэтилкетон | 80 | 2,6 |
| Изопропанол | 82 | 1,0 |
| Изопропилацетат | 88 | 4,0 |
| Этоксипропанол | 134 | 33,0 |
| Этилацетат | 77 | 2,9 |
| Вода | 100 | ок. 90,0 90,0 |
Говорить что-либо конкретное о химическом составе красок и, особенно о новых рецептурах и технологиях не принято, так как производители держат эти сведения в секрете друг от друга.
Краски для глубокой печати
В производстве красок для глубокой печати в качестве растворителей до недавних пор применяли толуол (бесцветная горючая жидкость, добываемая из каменноугольной смолы и продуктов нефтепереработки) и другие вредные с точки зрения экологии ароматические углеводороды. Понадобилось найти им приемлемую замену.
Состав металлизированных красок
При создании металлизированных красок нужно учитывать, что металлические пигменты лучше всего взаимодействуют с неполярными растворителями, имеющими высокое поверхностное натяжение. Использовать в этом случае низкомолекулярные спирты нежелательно. На одной из стадий производства металлической краски к пигменту добавляется смазочный материал на основе концентрированной жирной кислоты, чтобы придать поверхности металла гидрофобные и олеофобные свойства. Но низкомолекулярные спирты разрушают получившуюся на поверхности металла защитную пленку.
Но низкомолекулярные спирты разрушают получившуюся на поверхности металла защитную пленку.
Удовлетворительный результат дает изопропиловый ацетат, который является хорошим растворителем для типичных связующих, применяемых в металлизированных красках, и оставляет после себя меньше следов, что особенно важно для кондитерской и табачной упаковки. Изопропилацетат — легколетучий растворитель,- может в небольших количествах использоваться также и в офсетных металлизированных красках.
Применение вместо толуола сложных эфиров сказывается на смачивающей способности растворителя. Одним из важных преимуществ толуола была способность прекрасно смачивать цилиндр в точке контакта с ракельным ножом в ходе печатания тиража, улучшать скольжение и качество работы ракеля, что положительно сказывалось на качестве готовой продукции.
С эфирными растворителями степень смачивания снизилась, и это нужно как-то компенсировать. В отсутствие ароматических углеводородов наиболее эффективный способ повысить смачивающую способность — это использовать пластификаторы — субстанции с низкой летучестью, которые улучшают пластические качества смол и одновременно могут действовать как смачивающие вещества в рецептуре металлизированных красок. /1/
/1/
Пластификатор для металлизированных красок
При взгляде на химическую формулу типичных смол или канифолей, которые используются в промышленности, видно, что это высокомолекулярные соединения, в которых молекулы связаны между собой только в одном продольном направлении. Химические связи эффективно действуют только по длине полимерных цепочек, а между отдельными цепочками они очень слабые — скорее, физической, чем химической природы, а значит, пригодны для модификации пластификаторами.
Степень пластификации зависит от молекулярной структуры полимера и самого пластификатора, а также от силы притяжения между полимерными цепями. Пластификаторы также способствуют испарению летучих веществ растворителя в определенных канифолях. Целлюлозные эфиры имеют свойство соединяться с некоторым количеством растворителя, но в присутствии пластификатора растворитель испаряется лучше и полнее, содержание остаточного растворителя в высохшей красочной пленке минимально.
Мерой эффективности пластифицирующих компонентов является «glasstransitiontemperature» — Tg.
Упрощенно эту величину можно представить как температуру стеклования.
 Упрощенно эту величину можно представить как температуру стеклования.
Упрощенно эту величину можно представить как температуру стеклования.Большая часть пластификаторов, базирующихся на дифенилфосфате или глицерилтриацетате, хорошо зарекомендовала себя в большинстве красочных систем. Тем не менее, использовать их надо с осторожностью, так как они могут портить упаковку и понижать прочность красочного слоя.
Казалось бы, выбор смол диктуется выбором растворителей, которые можно применять для металлизированных красок. Поэтому в поисках безвредных технологий пытались обратиться к совершенно новым смолам и растворителям для создания безуглеводородных металлизированных красок. На практике обнаружилось, что многие из уже известных смол, применявшихся ранее в системах на базе толуола, вполне пригодны в сочетании со сложноэфирными и подобными им растворителями.
Идеальными оказались низкокислотные акрилы и целлюлозные эфиры, образующие растворы с низкой вязкостью и едкостью (высокая едкость может неблагоприятно повлиять на металлические частицы и вызвать нежелательные химические реакции, поэтому лучше всего подходят для металлических красок смолы с кислотными номерами менее 10).
Чем лучше растворимость и восстановимость смол, тем лучше стойкость и стабильность краски при печати, меньше накопление краски позади ракельного ножа и тем реже появляются полошение и тенение. При создании рецептур красок было бы гораздо проще иметь дело с одной группой смол и одной группой растворителей, однако обычно приходится модифицировать металлизированные краски дополнительными смолами, улучшающими стойкость к истиранию, блеск и другие полезные качества. Но это опять-таки должны быть низкокислотные смолы с хорошей растворимостью.
Водорастворимые металлизированные краски
Изменения в технологии изготовления и применения металлизированных красок были вызваны возросшими требованиями заказчиков и законодателей. Пришлось искать новые красочные рецептуры на основе растворителей и одновременно разрабатывать металлизированные краски на водной основе.
В узкорулонной флексографской печати уже сегодня широко применяются водорастворимые металлизированные краски, так как в этом секторе традиционно работают с красками на водной основе и здесь приняты собственные стандарты.
Строго говоря, вода тоже является растворителем, только неорганическим, и относится к очень труднолетучим: число испарения воды — 90, то есть она испаряется в 90 раз медленнее, чем эфир.
Кроме того, вода по сравнению с другими растворителями имеет более сильное поверхностное натяжение. Но ведь искусственные смолы, которые применяются в качестве связующего, не растворяются в воде!
Чтобы сделать их водоразбавляемыми, смолы эмульгируют в воде подобно дисперсии или нейтрализуют аммиаком или органическими аминами (омыливание). Понятно, что водорастворимые краски сохнут медленнее, чем обычные, и ускорить этот процесс можно повышением температуры, дополнительной вентиляцией, снижением скорости печати и уменьшением высоты стопы. При глубокой печати глубину травления печатного цилиндра также необходимо уменьшить.
Водорастворимые краски сильнее подвержены пенообразованию, чем обычные.
К тому же их труднее смывать. Из-за своего химического состава водорастворимые краски и лаки хорошо закрепляются. Поэтому валики и цилиндры должны двигаться до самого завершения работы, а после прогона тиража необходимо все части машины, контактирующие с краской, незамедлительно промыть водой или смесью воды и этанола. Засохшую краску можно удалить с помощью смеси: вода, этанол, аммиак или амин и любое чистящее средство. Этилацетат также хорошо очистит засохшие цилиндры. Краски, содержащие воду, ни в коем случае нельзя оставлять на морозе.
Поэтому валики и цилиндры должны двигаться до самого завершения работы, а после прогона тиража необходимо все части машины, контактирующие с краской, незамедлительно промыть водой или смесью воды и этанола. Засохшую краску можно удалить с помощью смеси: вода, этанол, аммиак или амин и любое чистящее средство. Этилацетат также хорошо очистит засохшие цилиндры. Краски, содержащие воду, ни в коем случае нельзя оставлять на морозе.
В отличие от грунтовых золотых красок или офсетных бронзовых красок, которые закрепляются в результате окислительной полимеризации, краски по композиции связующего аналогичные дисперсионным лакам не имеют характерного запаха и подходят для печати на упаковках пищевых продуктов и сигарет.
По качеству передачи металлического блеска и степени глянца оттиски, полученные с использованием данных красок, которые можно наносить через модифицированную лаковую башню офсетной печатной машины, намного превосходят достигаемый сегодня результат офсетной печати. Эти краски поставляются, как в однокомпонентном, так и в двухкомпонентном виде.
Интересно, что для достижения различных золотых оттенков в этих красках применяются наряду с металлическими интенсивные цветные пигменты с высокой степенью прозрачности.
Вводить красочные подцветки можно самостоятельно, используя специальную серию концентрированных красочных паст.
Преимущества становятся очевидными при сравнении данного способа с бронзированием. Для грунтования золотой краской и бронзирования требуются дополнительные рабочие операции и площади для промежуточного хранения оттисков между операциями. К тому же процесс этот трудоемкий и вредный ввиду образования пыли от металлического пигмента.
Металлизированная краска для стен Imperium (Империум)
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
| Свойства: | Водоразбавляемая, практически не имеет запаха, нетоксична, невоспламеняемая. Экологически чистый в отношении человека и окружающей среды материал. Великолепный декоративный эффект |
| Грунт: | STUCCO IN PASTA PER RASATURA, BIAMAX 03 или BIAMAX 07 |
| Условия нанесения: | Температура: + 5ºС+36°С. Влажность: не более 80% Влажность: не более 80%Материал имеет тенденцию к осаждению: смешивать и механически перемешивать перед использованием. |
| Инструмент: | Кисть, аэрограф (сопло 1,3), Guanto Imperium (Art. 115), Tampone Imperium (Art. 116) |
| Разбавление: | Отделки под «золотой лист»/»серебряный лист»/»позолоту»: 10%тпитьевой водой |
| Расход: | Отделки под «золотой лист»/»серебряный лист»/»позолоту»: 6-7 кв. м/л в два слоя |
| Очистка инструмента: | Водой |
| Высыхание: | при +20С и относительной влажности 75% Визуальное высыхание: 2-4 часа До мытья: 7 дней Для перекрашивания: 6 часов Полное высыхание: 36 дней. |
| Состав: | Специальные акриловые смолы в водной дисперсии, органические и неорганические пигменты, металлизированные пигменты, добавки, облегчающие нанесение и образование пленки. |
| Удельный вес: | 1,1 кг/л +/- 3%. |
| Степень глянца: | 45-70 глянца |
| pH: | 8-9. |
| Вязкость: | 3.000 – 6.000 +/- 5% Брукфилд (RTV 20 оборотов /мин при 250 C |
| Реакция на огонь: | Отрицательная, если состав наносится на невоспламеняющуюся поверхность; материал на водной основе толщиной менее 0,600 мм в высушенном состоянии. |
| Цветовая гамма: | Оттенки по колеровочной карте. |
| Упаковка: | 1-2,50 л. |
| Температура хранения: | + 2ºС+36°С. Боится мороза. |
| Токсикологические показатели: | Состав не содержит тяжелые металлы такие, как хром и свинец. Кроме того не содержит токсичные, ароматические, хлорсодержащие растворители. Не наблюдается опасной для здоровья полимеризации. Продукт представляет собой неопасное вещество, если используется согласно предписанию. Рекомендуется соблюдать обычные меры предосторожности при обращении с красками на водной основе. Для хранения и передвижения не предусмотрено принятие каких-либо особых мер. Тара, остатки и случайные рассеивания могут быть устранены посредством инертных абсорбирующих материалов таких как: песок, земля и т. д., они так же должны перерабатываться согласно национальным или региональным действующим предписаниям. Транспортировка должна осуществляться согласно международным соглашениям. д., они так же должны перерабатываться согласно национальным или региональным действующим предписаниям. Транспортировка должна осуществляться согласно международным соглашениям. |
| Подготовка подложек : | Очистить окрашиваемую поверхность, удалив возможные отслаивающиеся части. Остатки грязи или жира необходимо удалить специфичными продуктами. Подготовка одинаковая для всех отделок: нанести один слой IL PRIMER для отличного сцепления. Подождать 6-8 часов для высыхания. Отделки под «золотой лист»/ «серебряный лист»/ «позолоту» /металлизированную: аккуратно выровнять стену материалом STUCCO IN PASTA PER RASATURA для получения гладкой и однородной поверхности. Подождать до высыхания, затем нанести один слой материала NEOFIX для снижения и однородности поглощения. Отделка под «золотую пыль»: нанести кистью в качестве грунта один слой BIAMAX 03 или BIAMAX 07 белого цвета, перекрещивая мазки. Подождать 4-6 часов до высыхания. |
| Система нанесения: | Отделка под «золотой лист»/ «серебряный лист»: развести материал на 10% питьевой водой.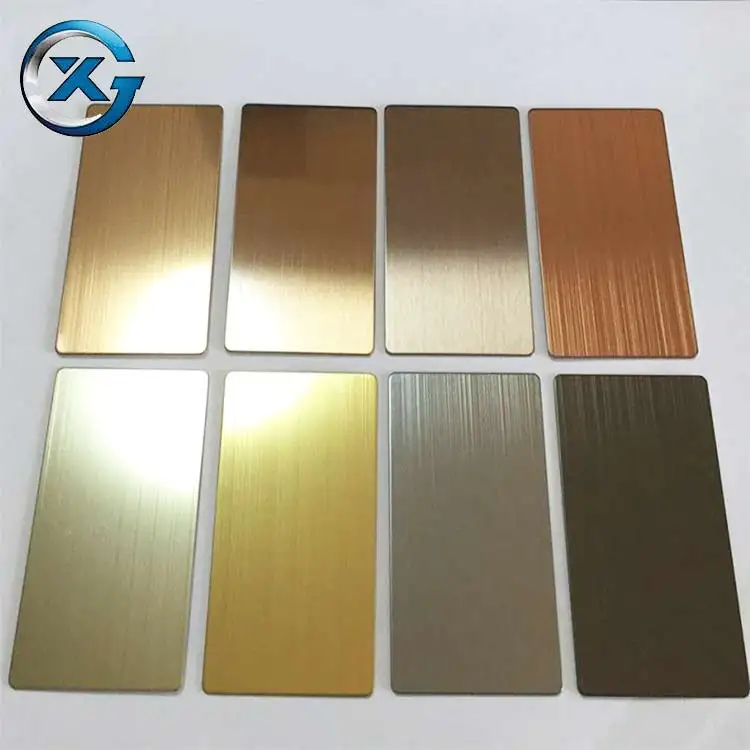 Нанести кистью материал IMPERIUM на маленькие участки стены (размером примерно 50х50 см) и немедленно тампонировать всю зону специальным тампоном TAMPONE IMPERIUM (Art. 116). Подождать 5-6 часов для высыхания, затем нанести второй слой материала таким же образом. Нанести кистью материал IMPERIUM на маленькие участки стены (размером примерно 50х50 см) и немедленно тампонировать всю зону специальным тампоном TAMPONE IMPERIUM (Art. 116). Подождать 5-6 часов для высыхания, затем нанести второй слой материала таким же образом.Отделка под позолоту: развести материал на 10% питьевой водой. Нанести кистью материал IMPERIUM на маленькие участки стены (размером примерно 50х50 см) и немедленно тампонировать всю зону специальной перчаткой GUANTO IMPERIUM (Art. 115). Подождать 5-6 часов до полного высыхания, затем нанести второй слой материала таким же образом. Отделка металлизированная: для получения гладкого и однородного эффекта, нанести пистолетом (сопло 1,3 мм) материал IMPERIUM, разведенный на 20% питьевой водой в два слоя: Первый слой: нанести материал на поверхность, совершая движения пистолетом, слева направо и справа налево: регулятор направления установить в горизонтальное положение. Далее нанести материал пистолетом сверху вниз и снизу вверх: регулятор направления установить в вертикальное положение. Золотая пыль: для получения эффекта «золотой пыли», на BIAMAX 03 или BIAMAX 07 белого цвета, нанести кистью материал IMPERIUM, разведенного на 15% питьевой водой, перекрещивая мазки. |
 Без перерыва между двумя нанесениями. Перекрестное нанесение слоев обеспечивает однородность нанесения материала. Второй слой: после высыхания, через 3-4 часа повторить нанесение как и для первого слоя.
Без перерыва между двумя нанесениями. Перекрестное нанесение слоев обеспечивает однородность нанесения материала. Второй слой: после высыхания, через 3-4 часа повторить нанесение как и для первого слоя.Коллекция красок металлик | Современные мастера
Коллекция красок металлик — Satin Sheen (ME)
Эта линейка продуктов является отраслевым стандартом для красок металлик. Для каждого проекта есть цвет с 49 стандартными цветами, включая 5 чистых цветов и 9 недавно добавленных новых цветов. Кроме того, вы можете смешивать любые цвета Metallic Paint Collection, чтобы создать свой собственный цвет. Мы также предлагаем эксклюзивную услугу подбора цвета на заказ для торговли.
Использовать с: грунтовкой для краски «металлик», наполнителем для валика, валиком для краски «металлик» и защитными прозрачными верхними покрытиями MasterClear
Доступные размеры:
- 6 унций
- Кварта
- Галлон
Покрытие: 320-400 кв. футов/галлон
футов/галлон
Коллекция красок Metallic — Matte Sheen (MM)
Создана с теми же мерцающими частицами и проста в применении, что и наши оригинальные краски «Satin Sheen» Metallic Paints, но с матовым покрытием. Помимо матового покрытия, они обладают некоторыми уникальными качествами по сравнению со своими аналогами, такими как сохранение рисунка, созданного жесткими кистями или подушечками для рисования. Посмотрите наше видео «Modern Masters Minute» о красках «металлик» тон в тон, чтобы получить больше идей.
Использовать с: Metallic Paint Primer
Доступные размеры:
- Кварта
Покрытие: 320-400 кв. футов/галлон
Коллекция красок металлик – грунтовки холодного и теплого тона
грунтовка металлик – идеальная грунтовка и основа для красок металлик. Эта уникальная грунтовка для внутренних/внешних работ способствует адгезии или гладкости поверхностей, быстро сохнет и после высыхания сразу же поддается шлифовке. Используйте грунтовку Cool Tone Primer (серый) под цвета Silver и Pewter Metallic. Используйте грунтовку Warm Tone Primer (Beige) для золотых и медных металлических цветов.
Эта уникальная грунтовка для внутренних/внешних работ способствует адгезии или гладкости поверхностей, быстро сохнет и после высыхания сразу же поддается шлифовке. Используйте грунтовку Cool Tone Primer (серый) под цвета Silver и Pewter Metallic. Используйте грунтовку Warm Tone Primer (Beige) для золотых и медных металлических цветов.
Использовать со всеми красками Metallic Paint Collection
Доступные размеры:
- Кварта
- Галлон
Покрытие: 350-450 кв. футов/галлон
MasterClear® Protective Clear Topcoats (Satin ME664; Semi-Gloss ME662)
MasterClear для внутренних и наружных работ представляет собой однокомпонентное самосшивающееся алифатическое полиуретановое/акриловое верхнее покрытие на водной основе, не желтеющее. В состав MasterClear входят поглотители УФ-излучения, ингибиторы УФ-излучения, вещества, способствующие скольжению и царапанью, для обеспечения наилучшей защиты атласных красок Metallic Paint Collection без изменения металлического мерцания. Присущая MasterClear высокая стойкость к истиранию также продлевает срок службы красок металлик на внутренних поверхностях с интенсивным движением и превышает 3000 циклов чистки.
Присущая MasterClear высокая стойкость к истиранию также продлевает срок службы красок металлик на внутренних поверхностях с интенсивным движением и превышает 3000 циклов чистки.
Использовать с: Коллекция красок металлик Satin Sheen
Доступные размеры:
- Кварта
- Галлон
Покрытие: 320-400 кв. футов/галлон
Наполнитель для валика (ME651)
Наполнитель для валика при добавлении к краскам Metallic Paint Collection Satin Paints продлевает открытое время или «мокрый край» краски. Это дополнительное открытое время позволяет выполнить «обратную прокатку» в качестве последнего шага для правильной ориентации металлических частиц и устранения следов ролика.
Использовать с: Коллекция красок металлик Satin Sheen
Доступные размеры:
- Пинта
- Галлон
9-дюймовый металлический малярный валик (ME652)
Этот валик специально разработан для нанесения красок Metallic Paint Collection. Уникальная высококачественная европейская ткань и скошенные концы металлического валика для сбора краски создают равномерную шелковистую отделку. Благодаря бесклеевой конструкции металлический валик для сбора краски служит в 10 раз дольше, чем обычные валики, и его легко чистить. Стандартная девятидюймовая конструкция подходит для стандартных рам катков США.
Уникальная высококачественная европейская ткань и скошенные концы металлического валика для сбора краски создают равномерную шелковистую отделку. Благодаря бесклеевой конструкции металлический валик для сбора краски служит в 10 раз дольше, чем обычные валики, и его легко чистить. Стандартная девятидюймовая конструкция подходит для стандартных рам катков США.
Доступные размеры:
Также доступны: Коллекция красок металлик – внешнее сатинирование
Для художников-декораторов и подрядчиков Для архитекторов и дизайнеров
Доступные размеры:
- Кварта
- Галлон
- Нажмите на ссылки выше, чтобы узнать больше
ХАРАКТЕРИСТИКИ И 7 СОВЕТОВ ПО ПРИМЕНЕНИЮ
Сегодня краски металлик являются одним из наиболее часто используемых типов автомобильной краски как производителями с широким каталогом металлических и перламутровых цветов, так и пользователями, которые стремятся обеспечить дифференциальный взгляд на свои автомобили.
Много лет назад разработка инновационных акриловых эмалей позволила добиться значительного прогресса в области автомобильная колориметрия .
Это было основной причиной, которая способствовала появлению новых формул и типов красок, среди которых выделялись металлические цвета.
Что такое автомобильная краска металлик?
Преимущества и недостатки краски металлик
Какие пигменты используются в металлической краске?
Металлические пигменты
Жемчужные пигменты
Специальные пигменты
Советы по нанесению металлических цветов
Вывод
Практически все автомобили, выпускаемые сегодня, могут быть окрашены в цвет металлик.
Это большое разнообразие цветов увеличилось, особенно с появлением в секторе авторемонта базовых покрытий , отодвинув на задний план наиболее часто используемые одноэтапные покрытия .
Увеличение количества цветов металлик совпало с появлением базовых покрытий в секторе авторемонта
Что такое автомобильная краска металлик?
Краска металлик, также известная как полихроматическая, представляет собой тип краски, в которую добавляются мелкие частицы алюминия или других металлов для придания поверхности блеска и глубины, что особенно подчеркивается в контурах кузова. .
Тип, количество, размер и цвет частиц может создавать различные эффекты, глянец и отражения, обеспечивая более глянцевую поверхность, чем любая твердая краска .
Этот тип краски обычно имеет широкий спектр оттенков и цветов, а ее характерный блеск создается за счет отражения света на крошечных частицах алюминия , смешанных с краской. Эти частицы захватывают свет и отражают его.
Тип, количество, размер и цвет частиц могут варьироваться для получения всевозможных эффектов, блеска и отражений.

последовательных слоя финишной краски подчеркивают этот эффект блеска и глубины . Цвета металлик интегрируются в базовое покрытие или в трехслойные системы и требуют окончательного прозрачного покрытия для обеспечения герметизации и защиты поверхности.
Преимущества и недостатки краски металлик
Одним из основных преимуществ краски металлик является то, что она обеспечивает легкую защиту от мелких повреждений и от обесцвечивания , вызванный УФ-лучами.
Цветовые вариации , производимые некоторыми цветами металлик, облегчают скрытие мелких дефектов. С другой стороны, в однотонных цветах вмятины, царапины и другие мелкие повреждения более заметны.
Краска металлик также выполняет эстетическую функцию. Он украшает поверхность, улучшая контуры и линии автомобиля , обеспечивая эффекты, яркость и светимость, а также выбор цветовой настройки .
Короче говоря, краска металлик значительно увеличивает внешняя привлекательность и ее рыночная стоимость .
Краска металлик помогает улучшить контуры и линии кузова. Сплошные цвета делают автомобили более дорогими из-за более дорогого и сложного процесса производства и нанесения.
Для профессионального маляра воспроизведение некоторых металлических цветов также влечет за собой большую сложность и трудность подбора цветов. Кроме того, на ремонт потребуется больше времени .
Какие пигменты используются в металлической краске?
Автомобильная краска металлик может быть классифицирована в зависимости от типа пигментов и частиц, из которых она состоит.
Металлические пигменты
Эти типы пигментов являются наиболее распространенными в металлизированной краске.
Они состоят из мелких частиц алюминия , которые обеспечивают эффект блестящего металлического блеска.
Их также можно смешивать с другими типами частиц, такими как слюда, для улучшения эффекта отражения . Металлические частицы этих пигментов бывают разных размеров и форм:
- Лентикулярный алюминий: это тип частиц овальной формы и разного размера. Лентикулярный алюминий может быть тонким, средним и толстым. Из-за своей формы правильное направление и соединение частиц этого типа во время перекрашивания будет иметь важное значение для окончательной безупречной отделки.
- Алюминий неправильной формы: этот тип алюминия имеет разные формы с более неровными краями и разные размеры (очень тонкий, тонкий, средний, толстый и очень толстый). Его применение и направление обычно проще, чем у линзовидного алюминия.
Эти различия в форме и размере, а также в направлении частиц во время нанесения определяют тип получаемого эффекта .
Вот почему некоторые металлические цвета имеют различных оттенка и блеска в зависимости от угла, под которым вы смотрите на поверхность. Это так называемый «эффект флопа ».
Некоторые металлические цвета включают в состав флоп-контроль , чтобы уменьшить этот эффект.
Тонкие алюминиевые частицы матовые и менее проблематичны, чем крупные алюминиевые частицы, которые блестят и отражают больше света. Следовательно, цвета с высоким процентным содержанием крупных алюминиевых пигментов будут иметь больший «флоп-эффект» .
Перламутровые пигменты
Перламутровые пигменты содержат мелкие частицы или чешуйки различных форм и размеров из слюдяной руды .
Эти частицы смешаны с полупрозрачными пигментами , что означает низкую укрывистость. Их нельзя наносить в автомастерской без предварительного смешивания с однотонным или металлическим цветом.
жемчужное сияние перламутровых цветов обусловлено керамическими кристаллами в краске, которые отвечают за отражение и преломление света.
Это отражение и преломление света придает цвету блеск и глубину, которые трудно подобрать даже для цветов с металлическими пигментами. При ярком свете более светлые оттенки становятся переливающимися, создавая разные цвета и оттенки под разными углами, что дает очень поразительные результаты. Перламутровые автомобильные краски даже более склонны к появлению мелких следов и дефектов, чем краски с металлическими пигментами.
Специальные пигменты
Эти типы пигментов обеспечивают еще более резкий визуальный эффект, чем металлические или перламутровые пигменты.
Их использование и применение не очень распространены в кузовном секторе. Они больше используются в тюнинге кузова .
При окрашивании специальными красками перед нанесением жемчужной основы на отремонтированный участок необходимо нанести цветной краситель, покрывающий промежуточный слой.
При окрашивании специальными красками перед нанесением жемчужной основы на отремонтированный участок необходимо нанести цветной краситель, покрывающий промежуточный слой краски.
Основными специальными пигментами, широко распространенными в секторе окраски, являются ColorStream и Xirallic. Они позволяют отражать разные цвета и оттенки. Они геометрически ровные и разработаны производителями для придания кузову эксклюзивных визуальных эффектов изменение оттенков и цветов в зависимости от угла зрения и от воздействия света на поверхность.
Ксиралловые пигменты состоят из листов оксида алюминия, покрытых оксидами металлов.
Советы по нанесению металлических цветов
Невыполнение работы и подготовка базовые краски или несоблюдение условий отделки в разделе Невыполнение работ и подготовка промежуточных слоев красок или несоблюдение условий отделки при оптимальном источнике света, имитирующем солнечный свет, — вот некоторые из причин, влияющих на правильное нанесение металлических цветов.
Рассмотрим некоторые ключевые моменты, которым необходимо следовать для правильного нанесения сложных металлических цветов:
- Адаптация использования отвердителей и разбавителей к комнатной температуре и влажности
Адаптация отвердителей и разбавителей к температуре поможет частицам металла правильно направиться и соединиться.
Это особенно актуально при высокой температуре. Здесь мы рекомендуем использовать более медленные разбавители и отвердители, чтобы предотвратить появление дефектов краски, таких как помутнение или помутнение.- Нанесение окончательного контрольного слоя
Нанесение окончательного эффектного слоя или анкеровки поможет обеспечить хорошее соответствие цвета отделке и правильно направить металлические частицы краски.
- Использование техники смешивания
В металлических цветах смешивание позволит лучше интегрировать деталь с другими смежными областями. Это улучшит цветовое соответствие и сведет к минимуму появление возможных дефектов окраски.
- Правильная техника нанесения
Правильная техника нанесения облегчает подбор цвета металлик Правильная техника нанесения облегчает подбор цвета металлик, улучшая укрывистость краски и распределение частиц (чтобы избежать эффекта флопа) .
Для этого желательно направить пистолет так, чтобы струя попадала на поверхность равномерно, слоями внахлест, равномерно распределяя частицы.
 Обычно их смешивают с абсорбирующие пигменты (слегка прозрачные для улучшения эффекта блеска и глубины).
Обычно их смешивают с абсорбирующие пигменты (слегка прозрачные для улучшения эффекта блеска и глубины).

 Пигменты очень прозрачны. Таким образом, если процент перламутровых пигментов в цветовом оттенке очень высок, полученный цветовой эффект будет зависеть от количества нанесенных слоев, загрузки продукта или цвета промежуточного слоя.
Пигменты очень прозрачны. Таким образом, если процент перламутровых пигментов в цветовом оттенке очень высок, полученный цветовой эффект будет зависеть от количества нанесенных слоев, загрузки продукта или цвета промежуточного слоя. Формулы, содержащие эти типы пигментов, называются «электрическими красками». Они обеспечивают кристаллический эффект с высоким уровнем блеска и блеска.
Формулы, содержащие эти типы пигментов, называются «электрическими красками». Они обеспечивают кристаллический эффект с высоким уровнем блеска и блеска.
