Профилегиб своими: Профилегиб своими руками – чертежи ручного профилегибочного станка, фото, видео
Содержание
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
1 Важные технические моменты при изготовлении профилегиба.
2 Как сделать ролики для профилегиба.
3 Как закрепить подшипники на каркасе профилегиба.
4 Конструктивные особенности профилегибов.
5 Как сделать ручной профилегиб с обкатным роликом.
5.1 Как сделать ролики для гибки профильной трубы методом обкатки.
5.2 Важные моменты при изготовлении трубогиба с обкатным роликом.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
ПрофилегибГибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Гибка профильной трубы с заломами.Ролик с ребром по центру.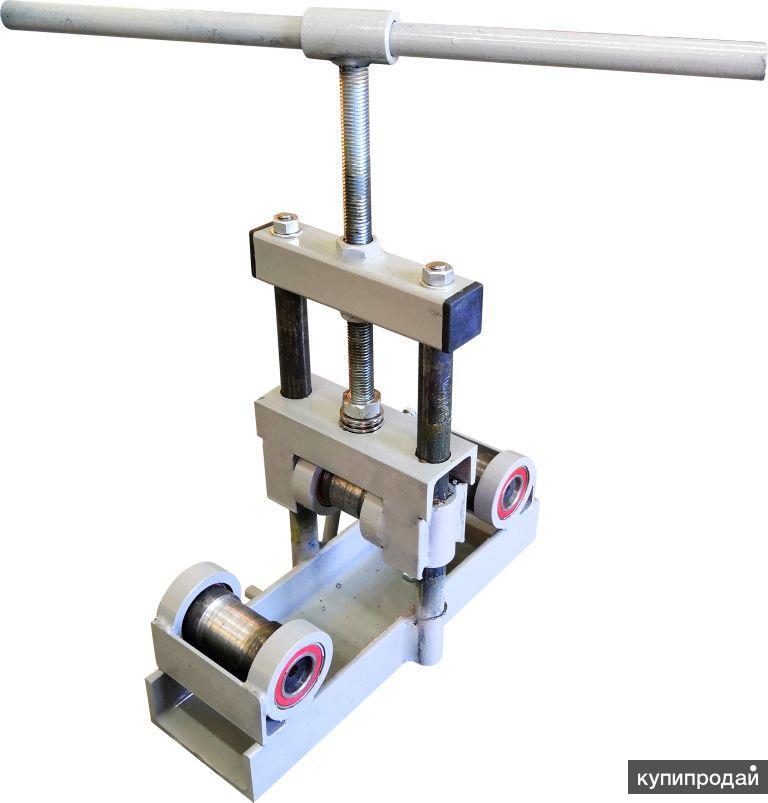
- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Профилегиб.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.


- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Виды резьбы.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
 Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.Ролик для гибки круглой трубы.
Как сделать ролики для профилегиба.
Ролики можно изготовить разными способами, даже на первый
взгляд самыми необычными. Например, в качестве роликов можно использовать
велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть
трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.
В качестве роликов можно использовать обычный лом. Его
просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего
диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники
№306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно
капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно.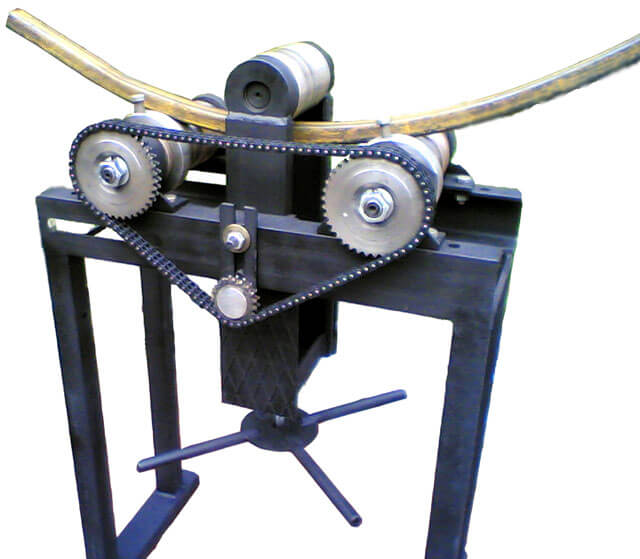 Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
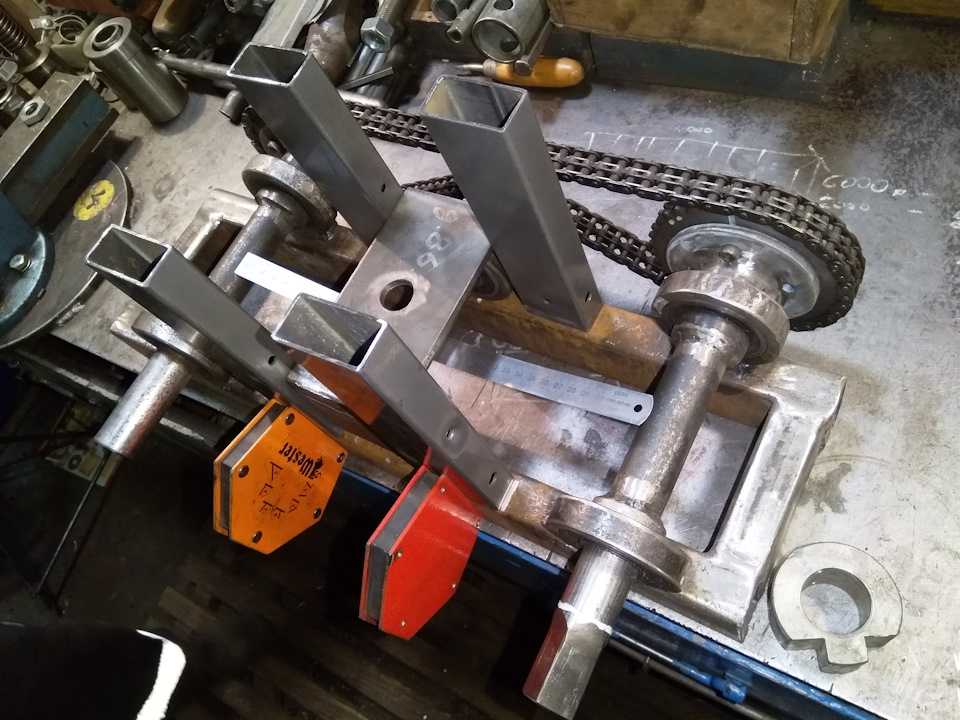
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами.Станок для гибки профильной трубы.Профилегиб сделанный с подшипниками в корпусе.
Конструктивные особенности профилегибов.
Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной
педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Профилегиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.Гибка профильной трубы методом обкатки.
Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой
металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Готовый ролик сделанный из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.Минимальный радиус гибки трубы.
Самодельный ручной профилегиб своими руками: чертежи, фото, видео
Содержание статьи:
- Выбор конструкции станка
- Чертеж типового станка
- Нагрев трубы для обработки на станке
- Преимущества использования ручного станка
- Станки профилегибы — примеры чертежей
Чтобы своими руками придать нужную форму металлическому профилю или трубе, можно воспользоваться различными приспособлениями. Самым удобным инструментом, который дает возможность самому сделать такую работу, является профилегиб.
Стоимость такого оборудования на современном рынке является достаточно высокой, поэтому приобрести его может позволить себе не каждый человек. Но при желании, наличии необходимых материалов, чертежей и знаний профилегибочный станок можно собрать и своими руками.
Но при желании, наличии необходимых материалов, чертежей и знаний профилегибочный станок можно собрать и своими руками.
Чтобы получить возможность в домашних условиях самому сгибать профиль или трубы из металла, понадобиться ручной самодельный профилегиб. Такой станок дает возможность самому изогнуть профиль. Благодаря этому можно будет самостоятельно получать различные металлические заготовки с требуемой кривизной и контуром.
Выбор конструкции станка
Ручной профилегиб
Если с помощью гибочного станка для профиля будут проводиться большие объемы работ, то оптимальным вариантом будет приобретение профессионального оборудования, в котором присутствует множество дополнительных функций. А вот в случае проведения обычного сгибаний профиля или трубы будет достаточно и ручного оборудования, которое легко сделать своими руками.
Конструкция такого самодельного станка во многом будет зависеть от толщины трубы. В этом плане могут быть разные варианты.
Если диаметр обрабатываемой заготовки будет меньшим 20 мм, трубу или профиль можно согнуть и с применением бетонной плиты со штырями из прочного металла.
 В таком случае, проходя между ними, профиль или труба будет сгибаться на требуемый угол и в нужную сторону. В случае же превышения ее диаметра 25 миллиметров, понадобится разработать чертежи профилегибочного станка более сложной конструкции, и сделать по ним собственный станок.
В таком случае, проходя между ними, профиль или труба будет сгибаться на требуемый угол и в нужную сторону. В случае же превышения ее диаметра 25 миллиметров, понадобится разработать чертежи профилегибочного станка более сложной конструкции, и сделать по ним собственный станок.Чертеж типового станка
Сейчас можно встретить немало конструкций ручных профилегибов, которые можно сделать из простых деталей своими руками и без наличия специальных навыков. Один из самых простых чертежей станка профилегибочного типа позволяет осуществлять радиальный загиб труб и прямоугольного профиля. Необходимость именно в таком загибе материала возникает наиболее часто.
Чертежи самодельного профилегиба
Принцип работы такого самодельного оборудования базируется на использовании трех роликов – двух опорных и основного рабочего. Именно этот рабочий ролик будет деформировать трубу в процессе работы самодельного оборудования.
Главный рабочий вал должен иметь небольшой свободный ход, который будут ограничивать параметры направляющих. Для изготовления таких элементов конструкции используются:
Для изготовления таких элементов конструкции используются:
- стальные пластины толщиной до 8 миллиметров;
- одна большая пластина;
- стальной уголок длиной 30 см – таких элементов нужно 4;
- вспомогательные ролики.
К большой пластине прикрепляются вспомогательные ролики с использованием болтов, а с применением сварочного аппарата – уголки, что будут играть роль направляющих.
Чтобы повысить прочность и надежность основания, к его низу следует приварить два стальных уголка. Для усиления направляющих сверху к ним прикрепляется с помощью сварочного аппарата металлическая пластина с отверстием. Ее диаметр должен превышать сечение винта, который будет оказывать основную нагрузку на рабочий вал сделанного своими руками ручного профилегиба.
Чтобы снизить вероятность поломки резьбы винта или рабочей гайки при возникновении сильных нагрузок, рекомендуется использовать детали, которые имеют кинематическую резьбу прямоугольной или трапециевидной формы.
После завершения установки направляющих роликов гибочный станок будет готов к работе, и на нем своими руками трубам и прямоугольному профилю можно будет придавать любую конфигурацию.
Нагрев трубы для обработки на станке
При работе на таком ручном станке, который был сделан своими руками, трубу или профиль из металла в большинстве случаев нужно будет предварительно нагревать. В процессе нагревания материал может трескаться, выпучивать или сминаться. Чтобы предотвратить такие дефекты с трубой при обработке на самодельном профилегибочном станке ее нужно будет набивать речным кварцевым песком.
Перед тем, как наполнить трубу песком для придания ей нужной конфигурации на профилегибочном станке, одна ее сторона затыкается пробкой, длина которой должна составлять примерно в два раза больше, чем диаметр трубы.
После засыпания песка вторая сторона трубы также забивается пробкой. В ней должны быть проделаны отверстия, выводящие газы, которые образуются в процессе нагревания трубы.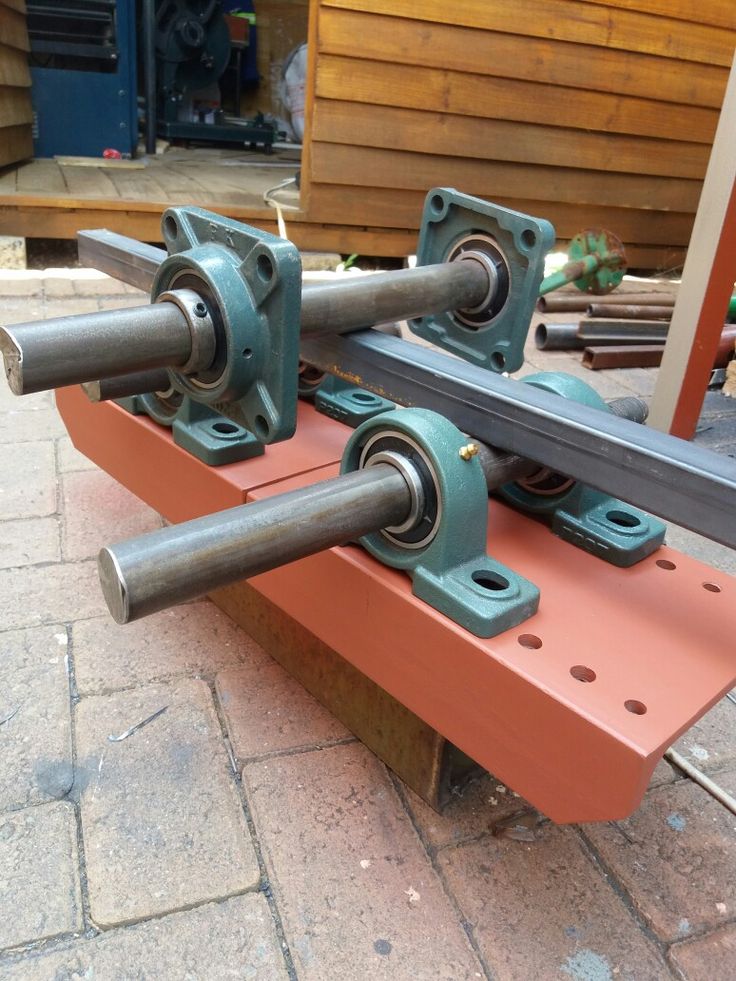 После этого на трубу в местах изгиба наносятся отметки с помощью обычного мела.
После этого на трубу в местах изгиба наносятся отметки с помощью обычного мела.
Сгибание профиля на станке
Если в процессе работы на сделанном своими руками профилегибочном станке трубу нужно будет сгибать на угол 90 градусов, ее нужно нагревать с интервалом в шесть диаметров этой трубы, при сгибании на 60 градусов – на четыре диаметра, на 45 – три диаметра.
Прекращать нагрев материала необходимо сразу же после того, как с его поверхности слетит окалина; это – надежный признак хорошего прогревания заготовки. Образование искр на материалы – признак его перегревания.
Сгибание материала необходимо осуществлять на станке за один раз после первого нагревания. В противном же случае, при нескольких нагреваниях, структура материала может ухудшаться, что скажется на дальнейшем использовании.
Таблица изгиба труб в зависимости от нагрева
90 – время нагрева = диаметр заготовки Х 6.
60 – время нагрева = диаметр заготовки Х 4.
45 – время нагрева = диаметр заготовки Х 3.
Преимущества использования ручного станка
Необходимо помнить, что собранный ручной профилегиб своими руками должен иметь шаблон, с которым получить необходимую конфигурацию материала будет намного легче, чем при его отсутствии.
Таким образом, в собственноручном изготовлении такого станка нет ничего сложно, для этого даже не нужно иметь никаких специальных материалов или навыков. Воспользовавшись вышеприведенными советами, каждый желающий сможет самостоятельно сделать ручной станок-профилегиб для придания металлическим трубам или профилю нужной формы. Его использование избавит от проблем со сгибанием профиля и труб, а также от необходимости значительных материальных затрат на приобретение специального дорогостоящего оборудования для такой их обработки.
Станки профилегибы — примеры чертежей
Профилегибочный станок, высокая точность, производительность
Производитель высококачественных профилегибочных станков в Китае.
С 1989 года эксперты в области удобных в использовании профилегибочных станков с ЧПУ. Стальные стержни, уголки, двутавровые и двутавровые балки, швеллеры, трубы, гибка труб стала проще.
Стальные стержни, уголки, двутавровые и двутавровые балки, швеллеры, трубы, гибка труб стала проще.
Что такое профилегибочная машина?
Профилегибочный станок – это оборудование для радиальной формовки металлических профилей. Он работает аналогично листопрокатному станку. Однако его конструкция намного сложнее.
Профилегибочный станок БИТ 1998 года выпуска
Что такое гибка профиля?
Гибка металлических профилей относится к производству изогнутых профилей из стали, алюминия, латуни и других различных металлов с профилями определенной формы.
Что такое металлический профиль?
Профиль представляет собой постоянную форму поперечного сечения прямого отрезка материала. Профили или «профили», как их часто называют, могут быть элементарными формами или очень уникальными профилями, разработанными по индивидуальному заказу. Не только профили могут различаться по сложности, но и изогнутый дизайн всего продукта.
Профилегибочный станок (он же профильно-гибочный станок и угловой валок) – это оборудование, которое осуществляет холодную гибку металлических профилей по принципу трехточечной окружности.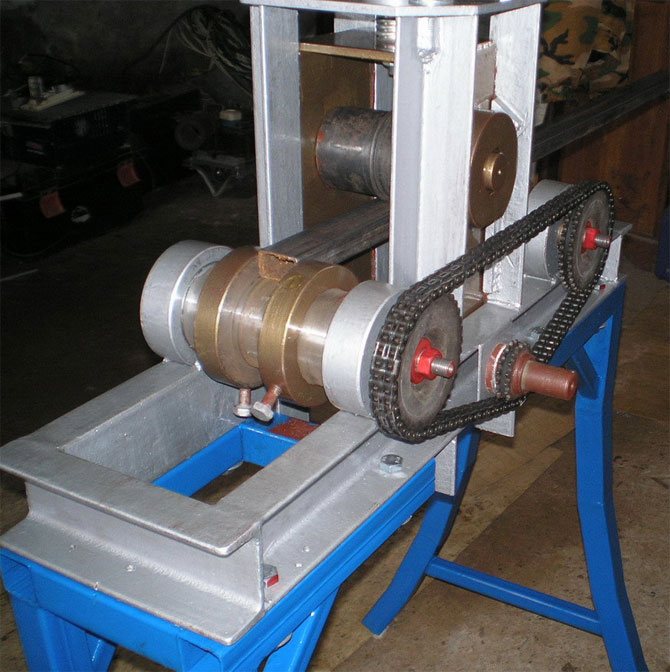 Профилегибочные станки могут изгибать широкий спектр металлических профилей (таких как углеродистая сталь, нержавеющая сталь, алюминий, медь и т. д.) в круглые, арочные, спиральные и другие заготовки.
Профилегибочные станки могут изгибать широкий спектр металлических профилей (таких как углеродистая сталь, нержавеющая сталь, алюминий, медь и т. д.) в круглые, арочные, спиральные и другие заготовки.
Принцип работы
Принцип работы профильно-гибочного станка заключается в гибке валков. Это процесс, при котором мы получаем деформацию в холодном состоянии с более широким радиусом изгиба, который теоретически может варьироваться от 5-кратного поперечного сечения до бесконечности.
Металлический профиль проходит через набор из трех роликов, которые после одного или нескольких проходов (в зависимости от сложности гибки) образуют арку с требуемым радиусом кривизны. Прокатная гибка, вообще говоря, более простой процесс, чем гибка.
Применение
Профилегибочный станок широко используется в нефтяной, химической, судостроительной, гидроэнергетической, металлоконструкции и машиностроении.
Во-первых, гибка стандартных профилей — уголков, стержней, балок, швеллеров, тройников, труб и труб — все это часть функции гибки профилегибочного станка.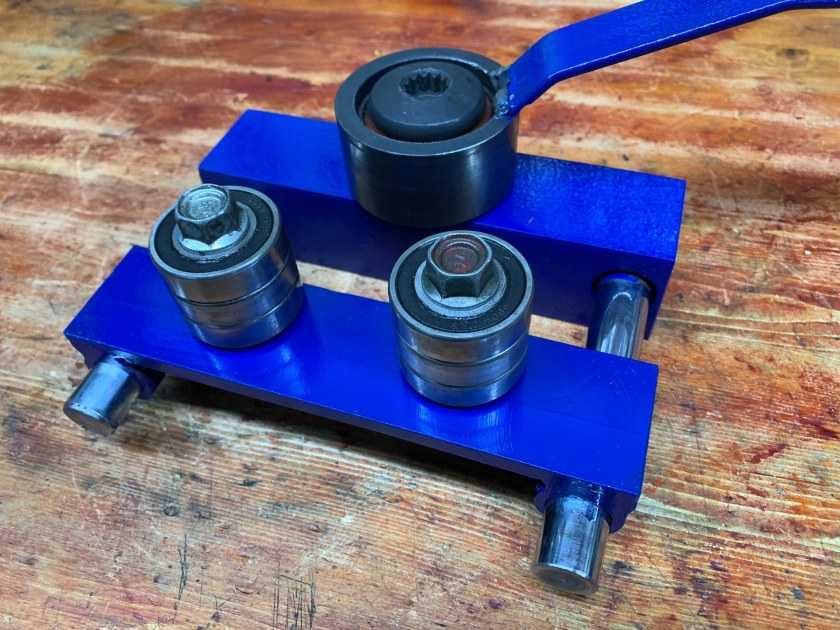 Также можно согнуть алюминиевые профили, даже чрезвычайно сложные алюминиевые профили, которые можно свернуть и сформировать в кольцо с помощью профильной гибочной машины.
Также можно согнуть алюминиевые профили, даже чрезвычайно сложные алюминиевые профили, которые можно свернуть и сформировать в кольцо с помощью профильной гибочной машины.
Типы профилегибочных станков BIT
До 15 независимых управляемых сервоосей. ЧПУ. Точность достигает ≤0,01 мм.
Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон
Профилегибочная машина PBA
Профилегибочная машина PBH может сгибать медные, углеродистые, нержавеющие и алюминиевые профили.
Уголок, швеллер, балка, плоский стержень, круглый и квадратный стержень, труба, квадратная труба.
ПРОФИЛЬНОГИБОЧНЫЙ СТАНОК PBH
Высокопроизводительный трубогибочный станок для холодной гибки, ЧПУ, несколько программ, несколько настроек угла, более простое управление и программные настройки.
ПРОФИЛЬНО-ГИБОЧНЫЙ СТАНОК PBT
Гибочные станки PBR предназначены для гибки металлических листов, обеспечивая безопасность операций и непревзойденную максимальную гибкость, предлагая новейшие функции и передовые технологии.
ПРОФИЛЬНО-ГИБОЧНАЯ МАШИНА PBR
BIT 3-х и 4-х валковая Профилегибочная машина с двойным захватом
Процесс гибки 3-х валковой профильной гибочной машины
Двухзажимные профильные гибочные машины серий PBH и PBA, которые бывают 3-х или 4-х валковые.
Двойной гибочный станок с высокой точностью, высокой производительностью и долговременной надежностью.
Преимущества двухзажимных станков
3-валковый профилегибочный станок
3-валковый двухзажимный угловой станок — это экономичные профильно-гибочные станки, которые относительно просты в эксплуатации. Боковые валки расположены справа и слева от верхнего вала и находятся на одной оси.
Ось каждого рулона помогает сделать изгиб. «Задний» боковой валик (на дальней стороне точки подачи) также служит задним упором для выравнивания листа для правильного выравнивания. Это устраняет необходимость в помощи оператора. Трехвалковые машины для гибки профилей с двойным защемлением не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять лист во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным защемлением.
процесс гибки 4-валковой профилегибочной машины4-валковой профильной гибочной машины
Станок с 4 роликами имеет на один прижимной ролик больше, чем станок с 3 роликами, что может сильнее зажимать профиль под верхним роликом и повышать точность гибки, но это сделает работу оператора более громоздкой при одновременном снижении способности к изгибу та же модель.
В то время как четырехвалковые профилегибочные станки с ЧПУ обеспечивают быструю и точную гибку, трехвалковые станки идеально подходят для производителей, работающих с широким спектром материалов.
Принцип работы
Надежный профильный гибочный станок
Двухзажимной профильный гибочный станок имеет два режима гибки: симметричная гибка и асимметричная гибка .

Изменение относительного положения заготовки (за счет движения вверх и вниз вала верхнего ролика или вала нижнего и верхнего ролика) и давление, создаваемое при вращательном движении в направлении, перпендикулярном деформации самого профиля, вызывают профиль производить непрерывную пластическую деформацию (сделать наружный слой профиля деформацией) Волокно растягивается, внутреннее волокно сжимается для получения деформации изгиба, среднее волокно не изменяется), а заготовка заданной формы получается при комнатной температуре ( мы называем это холодной гибкой).
Симметричный изгиб
Симметричный изгиб
Относится к трем роликам симметричной формы (пирамидальной формы) во время изгиба. Верхний ролик или два нижних ролика вращаются в симметричном относительном положении в центре, оказывая давление на профиль для получения пластической деформации
Недостатки: Предварительно согнуть профиль невозможно. На конце заготовки после гибки остаются большие прямые кромки, что приводит к отходам.
асимметричный изгиб
асимметричный изгиб
Относится к асимметричной форме трех роликов во время гибки. Верхний ролик и два нижних ролика перемещаются вертикально в асимметричных центральных положениях, а верхний ролик или два нижних ролика вращаются, оказывая давление на профиль. Производить пластическую деформацию. Конец профиля можно предварительно загнуть.
5 советов по выбору правильного профилегибочного станка
Выбор профильного гибочного станка с ЧПУ может показаться сложным, но на самом деле он состоит из нескольких простых шагов. Во-первых, определите максимальный размер и тип материала, который вы будете катать. Затем определите типы профилей (уголки, плоские поверхности, трубы и т. д.), которые вы будете формировать. Наконец, определите, будете ли вы скручивать материал в один простой радиус или у вас будет или вам понадобится возможность формировать переменные радиусы.
Предел текучести
Что касается предела текучести углового железного ролика, машины BIT рассчитываются единообразно на основе предела текучести Q235 и имеют предел текучести от 36 000 до 38 000 фунтов на квадратный дюйм (PSI). Если у вас есть особые требования, укажите в запросе предел текучести металлического материала. Предел текучести Q235: относится к пределу текучести этого материала, около 235 МПа.
Правильный размер
Независимо от того, гнут ли оператор уголки, выбор инструмента имеет решающее значение. Инструменты должны соответствовать профилю, но не быть настолько тугими, чтобы негативно повлиять на усадку и рост заготовки. Слишком туго затянутый инструмент может вызвать локальную деформацию и, в худшем случае, фактически выдолбить поверхность материала.
Когда операторам необходимо согнуть открытый профиль, например угол, в их распоряжении меньше инструментов для уменьшения деформации. Помимо выбора инструмента и подгонки, угловой валец должен выбрать машину правильного размера, с достаточным формовочным тоннажем и адекватной длиной захвата — достаточной, чтобы обеспечить необходимый рычаг для уменьшения деформации, но не настолько долго, чтобы они потребовали чрезмерно долгого жертвенного времени. прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
прямая секция, длинная жертвенная плоская секция становится дорогим ломом, снижая конкурентоспособность валкового цеха.
КАК МИНИМИЗИРОВАТЬ НЕИЗГИБНУЮ ПЛОСКОСТЬ В ПРОЦЕССЕ ПРОКАТКИ?
Угловой железный ролик BIT имеет независимое движение двух боковых роликов, что позволяет оператору свести к минимуму жертву негибких плоских участков на заготовке.
Опять же, как правило, прокатный цех, который изгибает небольшую заготовку на большом профильно-гибочном станке (профилегибочном станке), должен учитывать длинную плоскую секцию, что увеличивает материальные затраты.
Но поскольку профилегибочные станки BIT перемещаются именно так, как они это делают, оператор может перемещать джойстик или нажимать несколько кнопок на панели управления, чтобы изменить их конфигурацию в соответствии с ориентацией станка меньшего размера. Кроме того, операторы могут точно отрегулировать положение ролика, чтобы еще больше свести к минимуму несогнутую плоскость.
Различная способность к изгибу угловых роликов
Типы металла, которые может обрабатывать профилегибочный станок, во многом зависят от его способности к изгибу, мы используем модуль сопротивления для оценки возможностей углового стального ролика.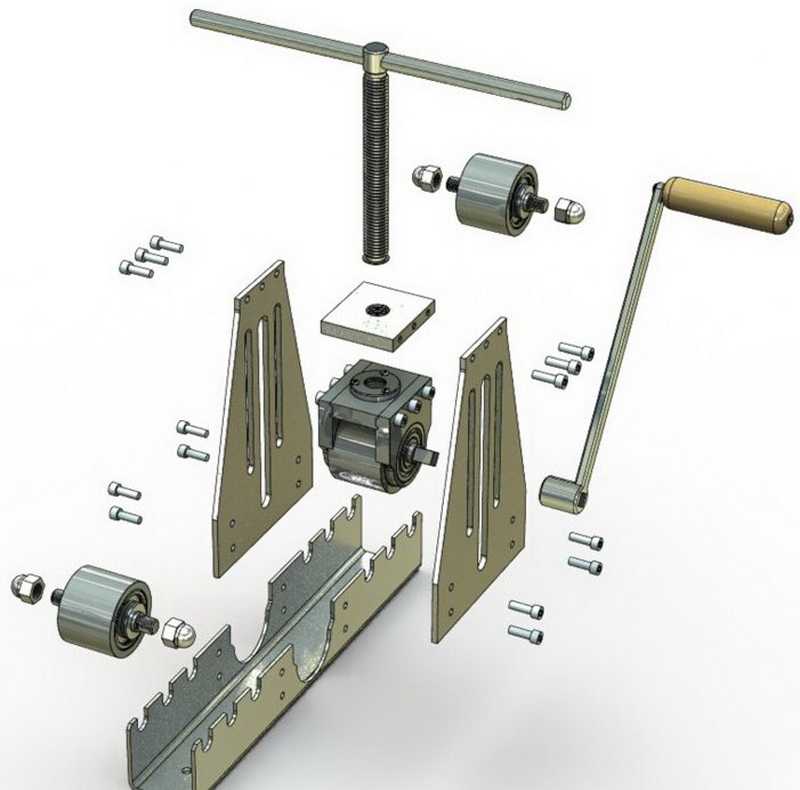
Производительность является одним из наиболее заметных различий между этими профильно-гибочными станками, каждый угловой валок имеет рейтинг модуля сечения. Составьте список материалов и размеров металлического профиля, с которым вы регулярно работаете, и проконсультируйтесь со специалистом, чтобы выяснить, какой тип профилегибочного станка лучше всего подходит для вас. При определении того, какая угловая валковая машина лучше всего подходит для поставленной задачи, важно изучить, для чего предназначена каждая профильная гибочная машина, и понять материалы, с которыми она будет работать.
Мы предоставили подробную информацию о машинах для гибки профилей, таких как производительность и производительность.
Посмотреть таблицу пределов изгиба
Сравните информацию о том, какое усилие может создавать угловой железный валик, и какие металлы (листы, рулоны и т. д.) он предназначен для обработки, а также сравните эту информацию с сертификатами заводов вашего предприятия или другими актуальную информацию, чтобы узнать, какой профилегибочный станок лучше всего соответствует вашим потребностям.
Ниже мы также предоставляем возможности обработки профилегибочного станка PBH для справки.
Щелкните здесь
Дополнительная литература
Гибка металлических профилей различного сечения
ОСНОВНЫЕ МОМЕНТЫ, КОТОРЫЕ ДОЛЖНЫ ЗНАТЬ ПЕРЕД ЭКСПЛУАТАЦИЕЙ ПРОФИЛЬНОГИБОЧНОГО СТАНКА
3 90 Профиль-гибка | Гибочные станки для алюминия и стали
- Все машины
- Металл
- Обработка листового металла
- Станки для гибки колец и профилей
Станки для гибки профилей и колец проверенного качества 12
Товары
Категории
Фильтр
Подписаться на поиск
Сортировать по:
- Посмотреть:
Заканчивается завтра!
OSTAS OPK 45 digi Профилегибочный станок Станки для гибки колец и профилей
Наконечник
Наконечник
Размеры (Д x Ш x В) прибл. | 1100 x 800 x 1500 мм |
| Год выпуска | неизвестен |
| Вес ок. | 400 кг |
| Товар доступен с | немедленно |
| Условия поставки | FCA Велен-Рамсдорф, загружен на грузовик |
| Залог | Требуется кредитная карта |
Сделать ставку
Подробнее
Заканчивается завтра!
OSTAS OPK 32 Профилегибочный станок Кольцевые и профильные гибочные станки
Наконечник
Наконечник
| Размеры (Д x Ш x В) прибл. | 700 x 500 x 1350 мм |
| Год выпуска | неизвестно |
| Вес ок. | 130 кг |
| Товар доступен с | сразу |
| Условия поставки | FCA Велен-Рамсдорф, погрузка на грузовик |
| Залог | Требуется кредитная карта |
Сделать ставку
Детали
Заканчивается завтра!
TUGRA PK 40 Станок для гибки профильных колец Кольцегибочные станки
Наконечник
Наконечник
Размеры (Д x Ш x В) прибл. | 750 х 600 х 1400 мм |
| Год выпуска | неизвестен |
| Вес ок. | 300 кг |
| Товар доступен с | немедленно |
| Условия поставки | FCA Велен-Рамсдорф, загружен на грузовик |
| Залог | Требуется кредитная карта |
Сделать ставку
Детали
Заканчивается завтра!
Станок для гибки профилей UWM 30 H Станки для гибки колец и профилей
Наконечник
Наконечник
| Размеры (Д x Ш x В) прибл. | 820 x 600 x 1300 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Год выпуска | неизвестен | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вес ок. | 320 кг | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Товар доступен с | немедленно | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Условия поставки | FCA Велен-Рамсдорф, загружен на грузовик | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Залог |

| Размеры (Д x Ш x В) прибл. | 1 200 x 1 000 x 1 600 мм |
| Год выпуска | неизвестно |
| Вес ок. | 1800 кг |
| Артикул доступен с | немедленно |
| Условия поставки | FCA Велен-Рамсдорф, загружен на грузовик |
| Залог | Требуется кредитная карта |
Сделать ставку
Подробности
Заканчивается завтра!
UWM Станок для гибки листового металла UWM 100 Станки для гибки колец и профилей
Наконечник
Наконечник
Размеры (Д x Ш x В) прибл. | 900 x 250 x 300 мм | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Год выпуска | неизвестно | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вес прибл. | 25 кг | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Товар доступен от | немедленно | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Условия поставки | FCA Велен-Рамсдорф, погрузка на грузовик | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Залог | Требуется кредитная карта. Наконечник Наконечник
Сделать ставку Детали Заканчивается завтра! WMT UB 7 Станок для гибки листового железа Станки для гибки колец и профилей Наконечник Наконечник
Сделать ставку Детали Профилегибочный станок RASI gr 45 Станки для гибки колец и профилей
Сделать ставку Детали Профилегибочный станок RAS 12. Наконечник Наконечник
Place a bid Details pipe bending machine Ring & Profile Bending Machines
2 Место 1 a3Место 905 Подробности Станок для гибки труб и профилей UNIWELD PT TRA 600 Станки для гибки колец и профилей Верхняя партия Верхняя партия
Детали3 2 |

 30 Станки для гибки колец и профилей
30 Станки для гибки колец и профилей
 Существует несколько типов профилей, таких как трубы, оконные рамы, стержни, двутавровые балки, тавровые балки и конструкционные профили. В процессе их изготовления особое внимание уделяется обеспечению линейности. Перед применением профили необходимо настроить в соответствии с конкретными требованиями. Это задача для профильно-гибочного станка. Стандартная конструкция профильного станка обычно одинакова, независимо от производителя. Профилегибочные станки обычно состоят из трех роликов, которые в промышленных условиях имеют гидравлический привод. Помимо гидравлических профилегибочных станков, существуют также ручные, которые функционируют с помощью винтовых домкратов.
Существует несколько типов профилей, таких как трубы, оконные рамы, стержни, двутавровые балки, тавровые балки и конструкционные профили. В процессе их изготовления особое внимание уделяется обеспечению линейности. Перед применением профили необходимо настроить в соответствии с конкретными требованиями. Это задача для профильно-гибочного станка. Стандартная конструкция профильного станка обычно одинакова, независимо от производителя. Профилегибочные станки обычно состоят из трех роликов, которые в промышленных условиях имеют гидравлический привод. Помимо гидравлических профилегибочных станков, существуют также ручные, которые функционируют с помощью винтовых домкратов. Например, автомобильные мастерские используют их для изготовления определенных деталей, таких как выхлопные трубы, и придают трубам специфические характеристики своей мастерской. Конструкция таких профилегибочных станков обычно одинакова: два ролика лежат в ряд, а третий ролик расположен поперек них в шахматном порядке. Затем заготовка помещается между двумя линейными валками и ступенчатым валком. Ролики приводятся в движение с помощью кнопки, после чего начинают двигаться друг над другом.
Например, автомобильные мастерские используют их для изготовления определенных деталей, таких как выхлопные трубы, и придают трубам специфические характеристики своей мастерской. Конструкция таких профилегибочных станков обычно одинакова: два ролика лежат в ряд, а третий ролик расположен поперек них в шахматном порядке. Затем заготовка помещается между двумя линейными валками и ступенчатым валком. Ролики приводятся в движение с помощью кнопки, после чего начинают двигаться друг над другом.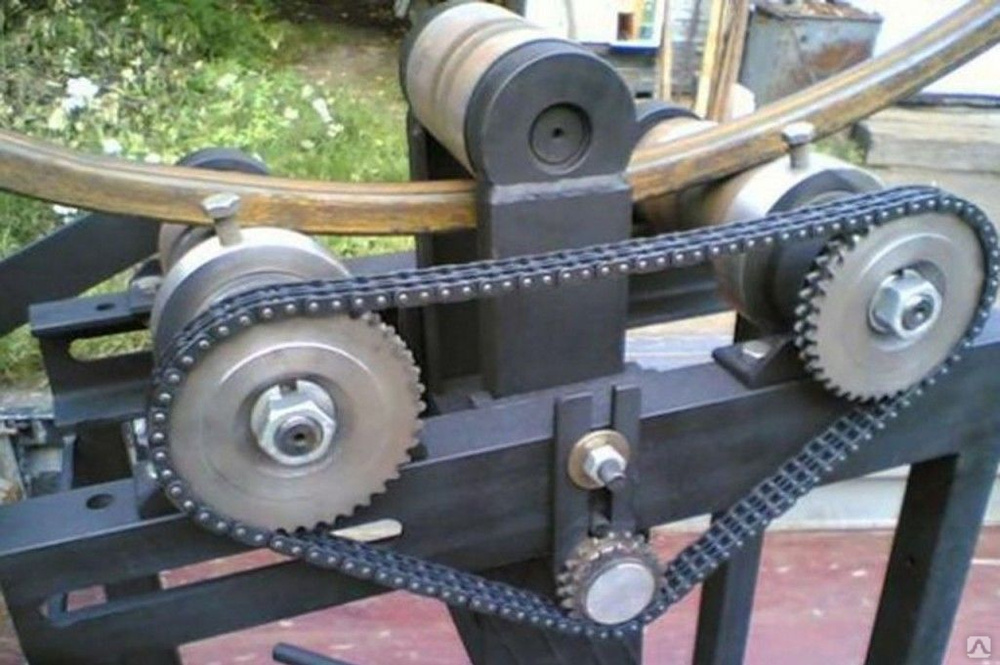 Затем профиль прижимается на этом станке. Этот процесс обычно используется в массовом производстве.
Затем профиль прижимается на этом станке. Этот процесс обычно используется в массовом производстве.

