Размеры алюминиевых профилей: Размеры алюминиевого швеллера: П-образный швеллер – характеристики и преимущества
Содержание
Алюминиевый профиль
Главная \ Прайс \ Алюминиевый профиль
АД31Т труба квадратного сечения
| Размеры, мм | Толщ. стенки, мм | Длина, мм | Вес 1п.м., кг |
| 10х20 | 1,5 | 6000 | 0,219 |
| 12х12 | 1,2 | 6000 | 0,14 |
| 15х15 | 1,5 | 6000 | 0,22 |
| 20х20 | 1,5 | 6000 | 0,301 |
| 20х20 | 2 | 6000 | 0,39 |
| 20х30 | 2 | 6000 | 0,499 |
| 20х40 | 2 | 6000 | 0,575 |
| 20х40 | 3 | 6000 | 0,878 |
| 25х25 | 1,5 | 6000 | 0,382 |
| 25х25 | 2 | 6000 | 0,498 |
| 30х30 | 2 | 6000 | 0,606 |
| 30х40 | 2 | 6000 | 0,715 |
| 30х50 | 2 | 6000 | 0,824 |
| 30х50 | 3 | 6000 | 1,203 |
| 40х40 | 2 | 6000 | 0,824 |
| 40х40 | 3 | 6000 | 1,203 |
| 40х60 | 2 | 6000 | 1,041 |
| 40х60 | 3 | 6000 | 1,484 |
| 40х80 | 2 | 6000 | 1,257 |
| 40х80 | 3 | 6000 | 1,853 |
| 50х50 | 2 | 6000 | 1,041 |
| 50х50 | 3 | 6000 | 1,528 |
| 60х60 | 3 | 6000 | 1,853 |
| 60х60 | 4 | 6000 | 2,428 |
| 60х80 | 4 | 6000 | 2,861 |
| 100х40 | 4 | 6000 | 2,861 |
| 150х40 | 2,5 | 6000 | 2,506 |
АД31Т труба круглого сечения
| Размеры, мм | Толщ. стенки, мм стенки, мм | Длина, мм | Вес 1п.м., кг |
| 20 | 1,5 | 6000 | 0,236 |
| 20 | 2 | 6000 | 0,317 |
| 25 | 2 | 6000 | 0,405 |
| 28 | 1,5 | 6000 | 0,338 |
| 28 | 3 | 6000 | 0,638 |
| 28 | 4 | 6000 | 0,816 |
| 30 | 2 | 6000 | 0,477 |
| 38 | 1,5 | 6000 | 0,460 |
| 40 | 2 | 6000 | 0,647 |
| 40 | 2,5 | 6000 | 0,798 |
| 48 | 3,5 | 6000 | 1,325 |
| 50 | 2 | 6000 | 0,817 |
| 50 | 2,5 | 6000 | 1,010 |
| 60 | 3 | 6000 | 1,455 |
| 70 | 3 | 6000 | 1,710 |
| 100 | 3 | 6000 | 2,476 |
АД31Т шина
| Ширина, мм | Толщина, мм | Вес, 1 м. п. п. |
| 15 | 2,0 | 0,081 |
| 16 | 3,0 | 0,130 |
| 20 | 2,0 | 0,108 |
| 20 | 3,0 | 0,162 |
| 25 | 2,0 | 0,135 |
| 30 | 2,0 | 0,162 |
| 35 | 2,0 | 0,190 |
| 40 | 2,0 | 0,216 |
| 40 | 4,0 | 0,430 |
| 40 | 5,0 | 0,542 |
| 50 | 2,0 | 0,270 |
| 50 | 3,0 | 0,407 |
| 50 | 5,0 | 0,678 |
| 100 | 5,0 | 1,355 |
АД31Т уголок
| Сторона (А) | Сторона (В) | Толщина | Вес 1 м.п. |
| 10 | 10 | 2,0 | 0,103 |
| 12 | 12 | 1,5 | 0,091 |
| 15 | 10 | 2,0 | 0,125 |
| 15 | 15 | 1,5 | 0,115 |
| 15 | 15 | 2,0 | 0,151 |
| 20 | 10 | 1,2 | 0,094 |
| 20 | 20 | 1,2 | 0,126 |
| 20 | 20 | 1,5 | 0,155 |
| 20 | 20 | 2,0 | 0,205 |
| 25 | 25 | 1,5 | 0,196 |
| 25 | 25 | 2,0 | 0,260 |
| 30 | 15 | 2,0 | 0,233 |
| 30 | 20 | 3,0 | 0,361 |
| 30 | 30 | 1,5 | 0,236 |
| 30 | 30 | 2,0 | 0,313 |
| 30 | 30 | 3,0 | 0,465 |
| 35 | 10 | 1,5 | 0,177 |
| 35 | 35 | 2,0 | 0,368 |
| 40 | 20 | 2,0 | 0,314 |
| 40 | 40 | 2,0 | 0,421 |
| 40 | 40 | 4,0 | 0,821 |
| 45 | 45 | 1,8 | 0,417 |
| 50 | 30 | 2,0 | 0,417 |
| 50 | 50 | 2,0 | 0,529 |
| 50 | 50 | 3,0 | 0,788 |
| 50 | 50 | 5,0 | 1,364 |
| 60 | 20 | 3,0 | 0,494 |
| 60 | 40 | 2,0 | 0,618 |
| 60 | 50 | 2,0 | 0,672 |
| 60 | 60 | 3,0 | 0,951 |
| 60 | 60 | 6,0 | 1,854 |
| 65 | 22 | 2,0 | 0,463 |
| 70 | 70 | 2,5 | 0,932 |
| 80 | 40 | 3,0 | 0,951 |
| 100 | 50 | 5,0 | 1,965 |
| 100 | 100 | 8,0 | 4,200 |
| 120 | 40 | 3,0 | 1,279 |
| 150 | 40 | 3,0 | 1,463 |
АД31Т Швеллер
| Сторона (А) | Сторона (В) | Толщина, мм | Вес 1 м. п. п. |
| 10 | 10 | 1,5 | 0,218 |
| 12 | 15 | 2,0 | 0,205 |
| 15 | 15 | 1,5 | 0,171 |
| 20 | 15 | 2,0 | 0,248 |
| 20 | 20 | 1,5 | 0,232 |
| 20 | 20 | 2,0 | 0,307 |
| 25 | 20 | 2,0 | 0,317 |
| 36 | 20 | 2,0 | 0,398 |
| 40 | 20 | 1,5 | 0,320 |
| 40 | 20 | 2,0 | 0,419 |
| 40 | 25 | 1,5 | 0,353 |
| 30 | 30 | 1,5 | 0,354 |
| 50 | 30 | 2,0 | 0,625 |
| 50 | 30 | 4,0 | 1,250 |
| 55 | 30 | 5,0 | 1,373 |
| 40 | 40 | 2,0 | 0,630 |
| 40 | 40 | 4,0 | 1,260 |
| 80 | 40 | 3,0 | 1,252 |
| 80 | 40 | 4,0 | 1,644 |
| 80 | 50 | 5,0 | 2,295 |
| 100 | 25 | 2,0 | 0,750 |
| 100 | 50 | 5,0 | 2,596 |
| 120 | 60 | 8,0 | 4,856 |
| 125 | 40 | 6,0 | 3,084 |
| 130 | 60 | 5,0 | 3,274 |
Остались вопросы?
Алюминиевые профили по ГОСТ
Ниже вы можете ознакомиться с межгосударственными стандартами на различные изделия, такие как прессованные трубы из алюминия и алюминиевых сплавов, а также прессованные алюминиевые профили.
Трубы прессованные из алюминия и алюминиевых сплавов
СКАЧАТЬ ГОСТ 18482-2018
ГОСТ 8617-81. Прессованные алюминиевые профили и сплавы
Форма и размеры алюминиевых профилей, площади сечений, диаметры описанной окружности и теоретическая масса 1 м длины — по ГОСТ 13616-78, ГОСТ 13617-82, ГОСТ 13618-81, ГОСТ 13619-81, ГОСТ 13620-90, ГОСТ 13622-90, ГОСТ 13623-90, ГОСТ 13624-90, ГОСТ 13737-90, ГОСТ 10738-91, ГОСТ 17575-90, ГОСТ 17576-81 и чертежам, согласованным изготовителем с потребителем.
Примечание. Для профилей, подлежащих механической обработке, в чертеже указывается контур (контуры) чистовой детали с указанием чистовых размеров и привязки контура чистовой детали к контуру профиля.
Предельные отклонения по толщине полок 5 и другим размерам поперечного сечения а (черт. 1-3) и а (черт. 4-5), охватывающих монолитный металл профилей, должны соответствовать:
- для профилей из алюминия и алюминиевых сплавов, за исключением сплавов марок АМГ5 и АМГ6, — значениям, указанным в табл.
 1;
1; - для профилей из алюминиевых сплавов АМг5 и АМг6 — значениям , указанным в табл. 2 или чертежах.
 1;
1;ПРОФИЛИ ПРЕССОВАННЫЕ АЛЮМИНИЕВЫЕ И СПЛАВЫ. Таблица 1.
Номиниальный размер поперечного сечения профиля | Предельное отклонение размеров поперечного профиля при диаметре описанной окружности | |||||||
до 30, 0 | св. 30,0 до 60,0 | св.60,0 до 100,0 | св. 100,0 до 150,0 | св. 150,0 до 200,0 | св. 200,0 до 250,0 | св. 250,0 до 300,0 | св. 300,0 до 350,0 | |
| до 1,5 включ. | +-0,15 | +-0,20 | +-0,25 | — | — | — | — | — |
св. 1,5 до 3,0 включ. | +_0,20 | +_0,26 | +_0,30 | +_0,30 | +_0,35 | +_0,40 | — | — |
св. | +_0,26 | +_0,3 | +_0,35 | +_0,35 | +_0,40 | +_0,45 | +_0,45 | +_0,45 |
св. 6,0 до 10,0 включ. | +_0,30 | +_0,35 | +_0,40 | +_0,40 | +_0,45 | +_0,50 | +_0,50 | +_0,50 |
св.10,0 до 15,0 включ. | +_0,35 | +_0,40 | +_0,45 | +_0,50 | +_0,55 | +_0,55 | +_0,60 | +_0,60 |
св. 15,0 до 30,0 включ. | +_0,45 | +_0,50 | +_0,50 | +_0,60 | +_0,65 | +_0,65 | +_0,70 | +_0,70 |
св. 30,0 до 50,0 включ. | — | +_0,60 | +_0,60 | +_0,70 | +_0,75 | +_0,75 | +_0,80 | +_0,80 |
св. | — | +_0,70 | +_0,70 | +_0,80 | +_0,85 | +_0,85 | +_0,90 | +_0,90 |
св.75,0 до 100,0 включ. | — | — | +_0,85 | +_0,90 | +_0,95 | +_0,95 | +_1,00 | +_1,00 |
св.100,0 до 150,0 включ. | — | — | — | +_1,10 | +_1,20 | +_1,20 | +_1,30 | +_1,30 |
св.150,0 до 200,0 включ. | — | — | — | — | +_1,30 | +_1,30 | +_1,40 | +_1,40 |
св.200,0 до 250,0 включ. | — | — | — | — | — | +_1,60 | +_1,60 | +_1,70 |
св. | — | — | — | — | — | — | +_1,90 | +_2,00 |
св.300,0 до 350,0 включ. | — | — | — | — | — | — | — | +_2,20 |
 3,0 до 6,0 включ.
3,0 до 6,0 включ. 50,0 до 75,0 включ.
50,0 до 75,0 включ. 250,0 до 300,0 включ.
250,0 до 300,0 включ.Предельные отклонения по толщине стинок (S),образующих полые пространства (черт.4, 5), должны соответствовать значениям, указанным в табл.1 или 2 с коэффициентом1,5 или на чертежах.
Допускается увеличение предельных минусовых отклонений не более чем в 2,5 раза на размеры поперечного сечения или отдельные элементы профилей, подвергаемые у потребителя механической обработке, с учетом припуска на механическую обработку, которые должны быть указаны в чертежах.
Предельные отклонения по размеру b между свободными концами элементов поперечного сечения профилей, характерные формы которых приведены на черт. 10-13, устанавливают как сумму прдельного отклонения номинального размера, взятого из табл. 1 или 2, и предельного отклонения наклона полок профиля, равного +_0,02 от высоты полки h.
10-13, устанавливают как сумму прдельного отклонения номинального размера, взятого из табл. 1 или 2, и предельного отклонения наклона полок профиля, равного +_0,02 от высоты полки h.
Величину радиусов округления углов, если они не указаны на чертежах, устанавливают:
- не более 0,5 мм при толщине полки и стенки до 3 мм включ.;
- не более 0,6 мм при толщине полки и стенки св. 3 до 6 мм включ.;
- не более 0,8 мм при толщине полки и стенки св. 6 до 10 мм включ.;
- не более 1,0 мм при толщине полки и стенки св. 10 до 18 мм включ;
- не более 1,2 мм при толщине полки и стенки св. 18 до 30 мм включ.;
- не более 1,6 мм при толщине полки и стенки св. 30 до 50 мм включ.;
- не более 2,0 мм при толщине полки и стенки св. 50 мм.
В местах сопряжения полок и стенок различной толщины определение допустимого радиуса скругления проводят по большей толщине.
Предельные отклонения по размерам радиусных или цилиндрических поверхностей, если они не указаны в чертежах,не должны превышать+_10% от величины радиуса, но не менее+_ 0,5 мм.
Величина притупления острых кромок допускается:
- до 0,3 мм при толщине полки или стенки до 3 мм включ.;
- до 0,5 мм при толщине полки или стенки св. 3 до 15 мм включ.;
- до 1,0 мм при толщине полки или стенки св.15 мм.
Радиусы скругления углов и притупления острых кромок величиной до 1,0 мм обеспечиваются технологией изготовления.
Угол скручивания вокруг продольной оси на 1м длины любого участка профиля не должен превышать:
- 30- при ширине базовой поверхности до 50 мм;
- 20- при ширине базовой поверхности св. 50 до 200 мм;
- 10- при ширине базовой поверхности св. 200 до 350 мм.
Профили должны быть прямыми. Продольное плавное отклонение от прямолинейности относительно любой плоскости на любом участке длиной 1 м, за исключением профилей, имеющих бульбу или хотя бы один клиновидный элемент, не должно превышать:
- 4мм — на профилях толщиной полок или стенок свыше 4 до 10 мм включительно;
- 3мм — на профилях толщиной полок или стенок свыше 10 мм.

На профилях, имеющих бульбу или хотя бы один клиновидный элемент, с толщиной полки свыше 4 мм отклонение от прямолинейности относительно любой плоскости на любом участке профиля длиной 1 м не должно превышать 4 мм. По требованию потребителя на профилях толщиной полок и стенок свыше 4 до 10 мм отклонение от прямолинейности не должно превышать 3 мм.
На профилях с толщиной полок до 4 мм включительно, в том числи на профилях, имеющих бульбу или хотя бы один клиновидный элемент, допускается продольное отклонение от прямолинейности на 1 м длины, устроняемое путем приложения усилия не более 50 Н ( 5 кгс) на профиль, установленный на плоской плите.
Общие допускаемые продольное отклонение от прямолинейности, скручивание профиля не должны превышать произведения допускаемого отклонения от прямолинейности, скручивания на 1 м на длину профиля в метрах.
(Измененная редакция, Изм.№1).
На профилях допускается плавная волнистость с высотой волны не более 1 мм, а на профилях имеющих бульбу или хотя бы один клиновидный элемент — не более 2 мм.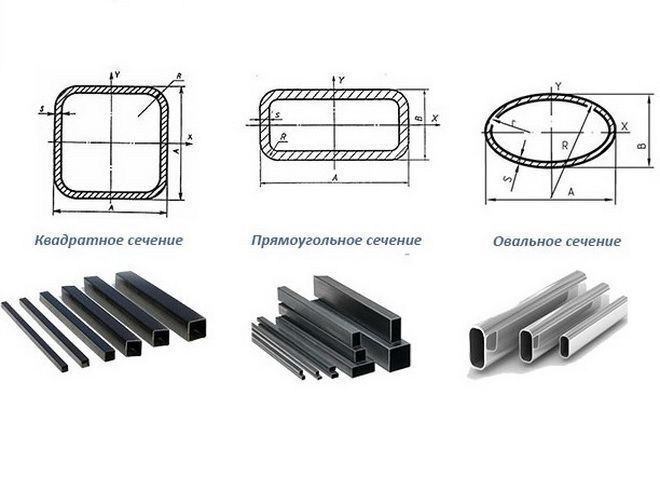
Количество таких волнистых мест не должно быть не более одного на 1 м длины профиля.
Волнистость с с высотой волны до 0,2 мм не лимитируется.
Поперечное плавное отклонение от плосткостности (выпуклость и вогнутость) e профилей,характерные формы поперечного сечения которых приведены на черт. 14 — 18,не должно превышать:
- 1% от ширины полки — для сплошных профилей;
- 2% от ширины полки или ширины стенки — для полых профилей, но не менее 0,3 мм.
По требованию потребителя на полых профилях поперечное отклонение от плосткостности не должно превышать 1,5%.
Профили изготавливают длиной:
- от 1 до 6 м — при площади поперечного сечения до 0,8 см2 ;
- от 1 до 8 м — при площади поперечного сечения св.0,8 до 1,5 см2;
- от 1 до 10 м — при площади поперечного сечения св. 1,5 до 200 см2;
Профили с площадью поперечного сечения до 1,5 см2 из алюминия и алюминиевых сплавов марок АМц и АМцС изготовливают длиной до 3 м.
Профили изготавливают немерной, мерной или кратной мерной длины в пределах размеров, указанных в п.2.16.
Профили кратной мерной длины должны изготовлять с учетом припуска на каждый рез 5 мм.
Предельные отклонения по длине профилей мерной и кратной мерной длины до 6 м не должны превышать:
+10 мм — для профилей с диаметром описанной окружности до 150 мм включительно;
+15 мм — для профилей с диаметром описанной окружности свыше 150 мм.
Предельные отклонения по длине профилей мерной и кратной мерной длины свыше 6 м не должны превышать +20 мм.
Профили должны быть обрезаны под прямым углом. Косина реза не должна превышать 30 и выводить профили за пределы сдаточной длины.
Предельные отклонения отдельных размеров элементов профилей, не предусмотренные настоящим стандартом, в том числе предельные отклонения размеров полости, при необходимости должны быть указаны в согласованных изготовителем с потребителем чертежах.
Предельные отклонения размеров поперечного сечения, углы скручивания и отклонение от прямолинейности профилей, с резко выраженным неравномерным сечением или профилей с соотношением толщины полок 4:1, указывают в согласованных изготовителем с потребителем чертежах.
Примеры условных обозначений:
Профиль из сплава марки Д16, в закаленном и естественно состаренном состоянии(Т),нормальной прочности, фасонного сечения (номер или шифр профиля), длиной 3000 мм:
- Профиль Д16.Т (номер или шифр)х3000 ГОСТ 8617-81.
То же, повышенной прочности (ПП), немерной длины:
- Профиль Д16.Т.ПП (номер или шифр) ГОСТ 8617-81.
Профиль из сплава марки АД31, в закаленном и естественно состаренном состоянии (Т), нормальной прочности, таврового сечения с номером 420019 по ГОСТ 13622-79, немерной длины:
- Профиль (или тавр) АД31. Т 420019 ГОСТ 8617-81/ГОСТ 13622-79
Тоже, длиной кратной (КД) 2000 мм:
- Профиль (или тавр) АД31. Т 420019*2000 КД ГОСТ 8617-81/ГОСТ 13622-79.
Профили электротехнического назначения из алюминиевого сплава марки АД31, в закаленном и искусственно состаренном состоянии (Т1), фасонного сечения, длиной кратной (КД) 2000 мм:
- Профиль (или тавр) АД31. Т 420019*2000 КД ГОСТ 8617-81/ГОСТ 13622-79.

Профили электротехнического назначения из алюминиевого сплава марки АД31, в закаленном состоянии и искусственно состаренном состоянии (Т1), фасонного сечения, длиной кратной (КД) 2000 мм:
- Профиль АД31. Т1 (номер профиля) ЭН*2000 ГОСТ 8617-81.
Спецификация размеров и допусков алюминиевого профиля
Связанные ресурсы: производство
Спецификация размеров и допусков алюминиевого профиля
Производственный процесс | Данные о конструкции экструзии
Стандартные допуски на размеры алюминиевых профилей
Стандартные допуски для отрасли были разработаны техническими комитетами Алюминиевой ассоциации и Американского национального института стандартов, которые учитывали как возможности производства экструдеров, так и потребности экструзионные дизайнеры.
Отраслевые стандарты для экструзии опубликованы в Национальном стандарте допусков на размеры для изделий из алюминиевого проката (ANSI h45. 2) и Стандарты и данные по алюминию (ASD).
2) и Стандарты и данные по алюминию (ASD).
В этих стандартах указаны конкретные размеры и допуски, а также формулы, опубликованные в табличном формате. Различные механические допуски указаны для согласования различных степеней сложности, с которой сталкивается экструдер при контроле различных размеров допусков. Механические допуски и производственные возможности зависят от размера поперечного сечения (измеряемого по посадке профиля в описанную окружность — см. Руководство по проектированию экструзии), а также от расположения или расстояния до каждого измерения сложной геометрической формы. Указанный алюминиевый сплав может влиять на определенные допуски, что отражено в стандартных таблицах допусков.
Нестандартные механические допуски
При необходимости могут быть указаны близкие или свободные допуски на размеры относительно отраслевых стандартов. Чтобы достичь более жестких механических допусков, экструдеру может потребоваться внести значительные изменения в экструзионные головки, снизить скорость экструзии, увеличить количество проверок, а иногда и увеличить процент брака.
Дополнительные усилия на экструдере приводят к увеличению стоимости готовой продукции для покупателя. Нередко механические допуски экструзии с жесткими допусками недостижимы, однако опытный производитель экструзии может предложить изменения конструкции, которые могут помочь разработчику достичь соответствия, формы и функциональных требований.
Покупатель экструзии и производитель экструдера должны полностью понимать любые специальные механические допуски, прежде чем заказ на поставку будет принят или выдан.
Как правило, опубликованные стандартные допуски для профилей легко достичь, но это может быть очень сложно для неправильно спроектированных профилей профилей. При необходимости всегда следует указывать стандартные допуски на размеры.
Оценка допусков на размеры с помощью «эмпирических правил»
Точные допуски на экструзию можно определить только путем тщательного применения стандартных таблиц допусков и консультаций с экструдером. Однако часто нет необходимости или целесообразности определять точные допуски на размеры, когда грубые оценки могут быть достаточными для первоначального планирования и проектирования продукта.
Однако часто нет необходимости или целесообразности определять точные допуски на размеры, когда грубые оценки могут быть достаточными для первоначального планирования и проектирования продукта.
Следующие «эмпирические правила» позволяют легко оценить стандартные допуски. Однако подчеркивается, что эти аппроксимации, основанные на «эмпирических правилах», дают лишь грубые оценки.
Диаметр описанной окружности | 6061 | 2014 | 2024 |
| 0,5 — 2,0 | 0,040 | 0,040 | 0,040 |
| 2 — 3 | 0,045 | 0,050 | 0,050 |
| 3 — 4 | 0,050 | 0,050 | 0,062 |
| 4 — 5 | 0,062 | 0,062 | 0,078 |
| 5 — 6 | 0,062 | 0,078 | 0,094 |
| 6 — 7 | 0,078 | 0,094 | 0,109 |
| 7 — 8 | 0,094 | 0,109 | 0,125 |
| 8 — 9 | 0,109 | 0,125 | 0,156 |
| 9 — 10 | 0,109 | 0,125 | 0,156 |
| 10 — 11 | 0,125 | 0,125 | 0,156 |
| 11 — 12 | 0,156 | 0,156 | 0,156 |
| 12 — 14 | 0,188 | 0,188 | 0,188 |
| 14 — 17 | 0,188 | 0,188 | 0,188 |
| 17 — 20 | 0,188 | 0,188 | 0,250 |
| 20 — 24 | 0,188 | 0,250 | 0,500 |
Прямолинейность = 0,0125 дюйма на фут (12 дюймов)
Поворот = 0,5 градуса на фут
Плоскостность = 0,004 x ширина
Толщина стенки = +/- 10%
Все критические размеры должны обсуждаться между покупателем и экструдером, чтобы определить наиболее практичные допуски для каждого конкретного применения.
Стандартные алюминиевые профили и профили
Стандартные алюминиевые профили из алюминия трех штатов
Компания Tri-State Aluminium с 1990 года создает стандартные алюминиевые профили по спецификациям клиентов. Наша команда имеет более чем 40-летний опыт изготовления всех типов профилей и может изготовить и собрать алюминиевые компоненты быстро и экономично.
Если нестандартный профиль не удовлетворит ваши потребности, наш ассортимент из 2000 стандартных алюминиевых профилей включает широкий диапазон форм и размеров. Выбрав один из наших существующих штампов вместо изготовления нестандартного штампа для своего проекта, клиенты могут сократить время выполнения заказов и снизить производственные затраты.
Несмотря на то, что мы предлагаем ряд стандартных форм, мы специализируемся на том, чтобы вы могли создавать свои собственные экструзионные формы в соответствии с вашими конкретными потребностями. Создание нестандартных профилей может привести к снижению производственных затрат и сокращению производственных циклов после создания вашей конкретной матрицы. Посетите нашу страницу Custom Products , чтобы узнать больше.
Посетите нашу страницу Custom Products , чтобы узнать больше.
Посмотреть наш каталог продукции
Возможности экструзии алюминия
| Процессы экструзии | Дизайн Экструзия Изготовление Отделка Упаковка Маркировка Доставка |
| Максимальные размеры экструзии | Круги диаметром до 18 дюймов |
| Допуски | +/- 0,002 дюйма |
| Дополнительные услуги | Обработка с ЧПУ Сборка Штамповка Гибка Шлифовка Кондиционирование |
| Обработанные материалы | Мы работаем со следующими материалами различной закалки и отделки: · 6005 · 6105 · 6061 · 6063 · 6493 Для экологичных проектов мы предлагаем переработанную алюминиевую заготовку. |
| Объемы производства | Минимальный заказ 1000 фунтов. за форму. за форму. |
*Пожалуйста, имейте в виду, что мы не храним запасы этих стандартных форм экструзии и алюминиевых профилей, и для производства нам требуется минимальный заказ 1000 фунтов на каждую форму.*
Пожалуйста, свяжитесь с нами для получения информации о стандартных формах алюминиевых профилей.
Запросить предложение
Свяжитесь с Tri-State Aluminium для получения информации о ваших потребностях в алюминиевом профиле
В различных отраслях промышленности стандартные алюминиевые профиля используются в различных продуктах, в том числе для потребительских, строительных, аэрокосмических, оборонных, автомобильных, морских и секторы вывесок и дисплеев. Гибкость алюминия делает его отличным выбором для изготовления легких и прочных деталей и компонентов.
В Tri-State Aluminium наша опытная команда работала с широким спектром сплавов и особенно хорошо осведомлена о характеристиках стандартных сплавов. Имея более 2000 существующих штампов, мы можем ускорить процесс изготовления многих типов стандартных экструдированных алюминиевых деталей.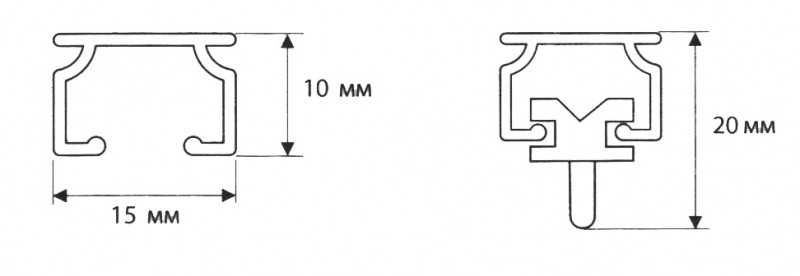 Сотрудничая с нами для удовлетворения ваших потребностей в экструзии алюминия, вы получаете качественные детали по более низкой цене в более короткие сроки.
Сотрудничая с нами для удовлетворения ваших потребностей в экструзии алюминия, вы получаете качественные детали по более низкой цене в более короткие сроки.
Для получения дополнительной информации о наших возможностях экструзии алюминия свяжитесь с нами или запросите предложение.
У нас есть широкий выбор стандартных и нестандартных профилей. Наш стандартный запас алюминиевых профилей формирует штампы, предоставляя клиентам удобство времени и экономию. В нашем каталоге алюминиевых профилей представлены стандартные профили, в том числе стержни, стержни, уголки, швеллеры, балки, тройники, шестигранники, Z-образные стержни, трубы, трубы, а также различные системы и аксессуары для витрин и заподлицо.
В Tri-State Aluminium мы являемся поставщиком полного спектра стандартных и нестандартных профилей, изготовленных из широкого спектра алюминиевых сплавов, включая специальные сплавы. Обладая более чем 40-летним опытом и 2000 стандартных экструзионных матриц всех форм и размеров, наша команда обладает навыками, знаниями и инструментами для создания практически любой экструдированной детали.