Станок для производства евровагонки: Станок для изготовления вагонки: что потребуется для производства
Содержание
фото оборудования – фрезы для станка
Технологический процесс любого производства индивидуален, несмотря даже на одинаковое оборудование и ГОСТ. Существуют свои особые нюансы и секреты, которыми далеко не каждый производитель готов делиться. Для изготовления евровагонки необходимы специальные линии, которые включают фрезы – это специальные детали станка, которые служат для обработки материала. На фото фрезы для евровагонки выглядят как круги с заточенными зубьями. Однако у каждого есть свое назначение и производят они определенного вида материал.
Оборудование для производства
Обработка
Безусловно, было бы глупо не узнать, что собой представляет станок для производства евровагонки, а также какой обработке подвергается древесина, прежде чем поступить в строительные торговые точки.
Итак, сначала происходит процесс обработки древесины с 4-х сторон. В этом процессе станок для евровагонки вырезает специальные соединительные пазы, которые вместе с шипом на другой стороне будут надежным замком в монтаже. Также станок со специальными фрезами делает дополнительные пазы по коротким сторонам доски. Это необходимо для обеспечения хорошей вентиляции и предотвращения появления конденсата, который губителен для древесины.
Также станок со специальными фрезами делает дополнительные пазы по коротким сторонам доски. Это необходимо для обеспечения хорошей вентиляции и предотвращения появления конденсата, который губителен для древесины.
В зависимости от назначения евровагонки, будут использоваться различные породы деревьев. Например, сухое жилое помещение, без сильных перепадов температур и влажности, вполне может быть отделано сосной высшего класса. А вот в случае когда необходима большая выносливость, например в саунах или банях, отлично подойдут лиственные породы деревьев. Чаще всего используется ольха, осина, липа. Между прочим, в производстве очень важна порода дерева, потому что, например, хвойные породы имеют отличный тип замка, а значит, подбираются другие фрезы и происходит другой способ обработки. В этом случае делается крепление паз-шип, которое позволяет создавать более ровное покрытие, а главное, обеспечивает простой монтаж.
Сортировка
Важным технологическим процессом в изготовлении евровагонки является сортировка и классификация материала.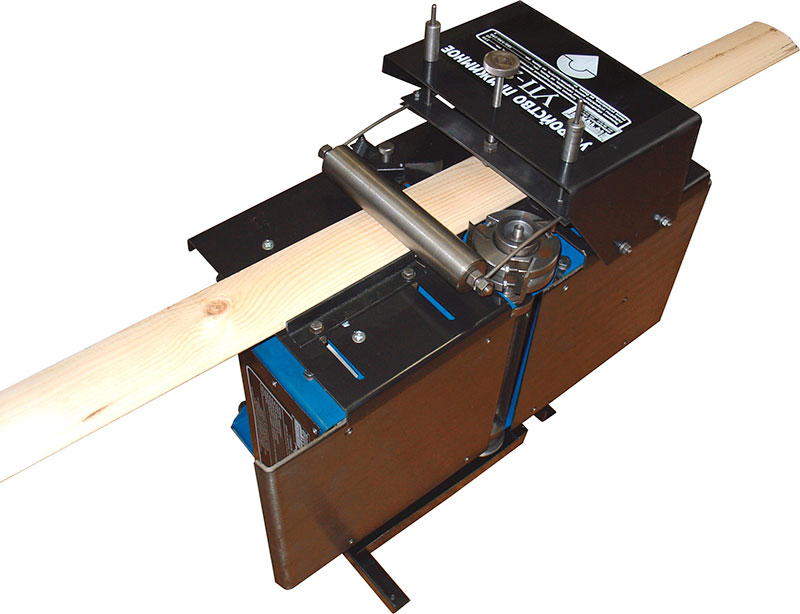 Сортировка происходит уже после получения готового материала. Никогда этим не занимаются раньше потому, что это просто невозможно. В процессе сортировки выявляются самые разнообразные дефекты материала или обработки и, исходя из этого, им присваивается класс. Посмотрим внимательно на количество видов.
Сортировка происходит уже после получения готового материала. Никогда этим не занимаются раньше потому, что это просто невозможно. В процессе сортировки выявляются самые разнообразные дефекты материала или обработки и, исходя из этого, им присваивается класс. Посмотрим внимательно на количество видов.
Итак, различают следующие классы:
«Экстра», «А», «В», «С». Чем они отличны? «Экстра» – это вагонка высшей категории, так сказать, самая отборная. В процессе производства не проявилось ни одного дефекта. Допускаются лишь природные отклонения в цвете и рисунке. Класс «А» также достаточно высокий. В нем могут присутствовать маленькие погрешности, а также вкрапления в древесине разных оттенков. «В», «С» – соответственно, класс ниже. Есть также промежуточный класс, например «АВ». Это говорит о том, что прежде чем попасть на полки, материал проходит качественный отбор. Поэтому, исходя из потребностей помещения, достаточно поинтересоваться классом вагонки, чтобы приблизительно понимать ее внешний вид. Кстати, предлагаем вашему вниманию фото продукции разных классов.
Кстати, предлагаем вашему вниманию фото продукции разных классов.
Производство
Станок для евровагонки обрабатывает одинаково любые сорта древесины. Мало того, из одного массива могут быть изготовлены несколько классов материала. После специальной обработки происходит сушка. В зависимости от полученного изделия, рассчитывается уровень влажности.
Простой пример – декоративные изделия. Их изготавливают из материала, относительная влажность которого – 8-10%. После начинается 4-х сторонняя обработка, а затем используется станок и специальная фреза, которая и производит уже конечную продукцию.
Производственный процесс можно разделить на несколько частей, каждая из которых состоит из своего небольшого цикла. Общая обработка имеет свои особенности, без выполнения которых не может производиться евровагонка. Итак, шаги в обработке древесины:
- Сортировка леса — обязательный шаг. В этом процессе заключается дальнейшее безостановочное производство.
 Необходимо подобрать материалы с приблизительно одинаковыми параметрами.
Необходимо подобрать материалы с приблизительно одинаковыми параметрами. - Распилка. Далее лес пилиться на одинаковые пластины, доски.
- Сушка. Материал доводится до необходимого уровня влажности.
 Необходимо подобрать материалы с приблизительно одинаковыми параметрами.
Необходимо подобрать материалы с приблизительно одинаковыми параметрами.- Стружка. Именно этот процесс происходит на специальном станке и позволяет получать евровагонку в ее привычном виде. Во время цикла отпиливаются ненужные элементы, древесина очищается, придается форма и размер.
- Сортировка — заключающий этап, который производится после остальных. Благодаря ей создаются разные классы евровагонки, что определяет ее конечную стоимость.
Все оборудование, которое используется для евровагонки – это одна линейка, позволяющая под разными параметрами создавать разные пиломатериалы, Надо сказать, что на том же производстве обычно получают брус, доску и другие нужные материалы.
виды и назначение :: BusinessMan.ru
Популярное
В последнее время наряду с полимерными материалами облицовки большой популярностью стала пользоваться деревянная евровагонка.
Все объясняется экологически чистым исходным сырьем и хорошими эксплуатационными качествами. Последний фактор был бы невозможен без применения новых технологий, непременным условием внедрения которых является оборудование для производства евровагонки.
Технология изготовления
Современные обрабатывающие станции позволяют изготавливать деревянные облицовочные панели практически любой конфигурации. Применяя комплексный метод обработки древесины, можно создать прибыльное производство, результатом работы которого будут качественные изделия.
Технологическая карта производства евровагонки представляет собой поэтапную обработку деревянных заготовок. При планировании производства можно своими силами обрабатывать бревна для получения досок либо закупать у подрядчиков уже готовые заготовки. Последний вариант предпочтителен при небольшом бюджете. Но даже в этом случае необходимо знать полную схему изготовления. Она такова:
- Распиловка досок и их просушка.
- Склеивание отдельных элементов в единую конструкцию.
- Фрезеровка поверхности.

Для каждого из этих этапов необходимо специальное оборудование.
Подготовка доски
Изготовление необработанных досок производится на ленточной пилораме. Оборудование подбирается в зависимости от производительности и размеров бревен. Если планируется только производство евровагонки – рекомендуется приобрести установку небольшой мощности, но с минимальными расхождениями размеров досок при порезке.
После изготовления черновых досок они помещаются в камеры просушки. Там влажность древесины должна снизиться до приемлемого уровня в 8-10%. Объем камер также не должен быть велик, но при их заказе следует учитывать длину досок. По окончании просушки торцы заготовок обрезаются на специальном станке. Его производительность должна обеспечивать основное производство нужным количеством досок.
Склеивание
После отбраковки исходного материала длина заготовок значительно уменьшается. Для изготовления изделий требуемых габаритов необходимо выполнить их склейку. На фрезерном станке обрабатываются края досок, формируя монтажные шипы.
Для изготовления изделий требуемых габаритов необходимо выполнить их склейку. На фрезерном станке обрабатываются края досок, формируя монтажные шипы.
Далее с помощью пресса доски склеивают друг с другом либо по длине, либо по торцам. Это зависит от их первоначальных габаритов. Для этого применяют гидравлические горизонтальные прессы. Их основными характеристиками является максимально возможная загрузка исходным материалом и длительность процедуры склеивания.
Фрезерование
Основной этап производства фигурной декоративной доски — обработка поверхности на режущем оборудовании. Станки для производства евровагонки характеризуются количеством сторон, которые могут фрезероваться одновременно.
Так как геометрия изделия довольно сложна, необходимо четко соблюдать размеры всех ее элементов. Евровагонка должна иметь монтажный шип по всей длине, паз для установки и выемки на внутренней стороне. Они необходимы для компенсации температурного расширения. Ручное изготовление исключается, так как высока вероятность ошибки.
Поэтому оборудование для производства евровагонки должно работать в автоматическом режиме. Чем больше операций выполняется одновременно, тем выше производительность. Однако на первой стадии становления производства рекомендуется приобретать четырехсторонний фрезерный станок. Стандартные модели могут обрабатывать 30 п. м в минуту, что является хорошим показателем.
Помимо основного производственного оборудования, следует приобрести систему удаления опилок из зоны изготовления. Зачастую их изготавливают самостоятельно, для каждого станка отдельно.
-
-
Николай Бут -
0 -
Оборудование для производства
Поделиться:
Читайте также
-
Бизнес-идея: производство вагонки. Стоимость необходимого оборудования и расчет прибыли
-
Какое купить оборудование для производства вагонки -
Выгодный бизнес: как открыть лесопилку. Бизнес-план лесопилки: необходимое оборудование и его стоимость -
Приостановление исполнительного производства. Федеральный закон «Об исполнительном производстве» -
Деревообработка: бизнес-план, станки для деревообработки и необходимые документы -
Как правильно подобрать оборудование для производства поддонов -
Бизнес-план деревообрабатывающего бизнеса. Как открыть деревообрабатывающий цех: необходимое оборудование и расчет затрат для старта
 Стоимость необходимого оборудования и расчет прибыли
Стоимость необходимого оборудования и расчет прибыли
 Как открыть деревообрабатывающий цех: необходимое оборудование и расчет затрат для старта
Как открыть деревообрабатывающий цех: необходимое оборудование и расчет затрат для старта
Automotive OEM — AIS EURELO
Справочная информация
После решения Nissan прекратить производство на заводе Zona Franca в Барселоне последние автомобили сошли с конвейера в декабре 2021 года. В рамках плана вывода завода из эксплуатации автомобильный производитель хотел вывести ряд машин и единиц оборудования для передислокации в Великобританию.
Благодаря послужному списку AIS EURELO в автомобильном секторе, собственному парку оборудования и опыту в области перемещения машин и активов через границы, AIS EURELO обеспечила идеальное сочетание ресурсов и опыта в ЕС для работы в партнерстве с дочерней компанией AIS Group. компания, АИС Авангард, на проекте. Партнерство с AIS Group было идеальным выбором для вывоза оборудования, организации всей транспортировки активов, включая полуприцепы с низкорамной платформой и евролайнеры, и доставки их на склады в Великобритании.![]()
Требования заказчика
Сроки реализации проекта были критически важными для согласования с выводом завода из эксплуатации, поэтому Nissan требовался партнер по промышленным услугам, который мог бы использовать необходимые навыки и оборудование на месте для завершения передачи оборудования в Великобританию, как как можно быстрее.
Активы, которые необходимо было удалить, включали 23 зуборезных станка с ЧПУ, а также комплексные установки для термообработки и дробеструйной обработки. В компетенцию AIS EURELO входило:
- Подходящая маркировка для каждой машины и оборудования
- Отключение гидравлики и электроники
- Демонтаж каждой машины для удаления
- Снятие каждой машины с завода
- Погрузка на транспорт
- Упаковка для транспортировки в Великобританию
- Создание всей таможенной документации
- Организация доставки для перевозки в Ливерпуль
- Условия хранения в Ливерпуле в ожидании перевода активов в Nissan, Сандерленд
Ответ от AIS EURELO
Все планирование, навыки и оборудование на месте в течение трех недель после первого запроса от Nissan, с местом для эффективного планирования проекта, включая спецификацию оборудования и квалифицированного персонала, и составление программы работ в соответствии с требованиями Nissan.
Оборудование из собственного парка грузоподъемных механизмов AIS Group было отправлено в Испанию для реализации проекта. В том числе:
- A 40/60 Versa-Lift
- 9-тонный электрический кран Ormig
- Вилочный погрузчик грузоподъемностью 7 тонн
- 2-тонный электрический кран Valla
- Автовышка
- Широкий выбор наземных приспособлений, включая скобы, стропы, домкраты и коньки
Девять опытных специалистов из AIS EURELO работали вместе с четырьмя коллегами из AIS Vanguard, сотрудничая с Nissan и OEM-производителями над каждой машиной. Команда обеспечила точность маркировки и документации, чтобы упростить повторную установку в Великобритании, и предоставила подробный реестр активов для всей партии.
Команда обеспечила точность маркировки и документации, чтобы упростить повторную установку в Великобритании, и предоставила подробный реестр активов для всей партии.
Из-за продолжающейся нестабильности в транспортном и судоходном секторах команда AIS EURELO работала гибко, в том числе, при необходимости, в нерабочее время, чтобы согласовать деятельность с доступностью транспорта и обеспечить бесперебойную реализацию проекта. Все машины и оборудование были успешно вывезены с площадки и размещены на складе в Ливерпуле в течение шести недель после начала работ.
Логистическое оборудование: подходящее оборудование для вашего груза
5 444 прицепа
2 949 контейнера
616 грузовых автомобилей
14 складских помещений
Подходящее оборудование для вашего груза
У нас есть обширный парк с различными типами прицепов, контейнеров и специального оборудования для негабаритных и тяжеловесных грузов.
DFDS всегда найдет подходящее логистическое оборудование для перевозки ваших грузов.
См. обзор отрасли
Прицеп-фургон
Прицеп-фургон — один из самых распространенных прицепов в дорожно-транспортной отрасли.
| Информация | Вместимость/Размеры |
|---|---|
| Вес тары | 8600 кг |
| Объем | 90 м3 |
| Длина внутренняя | 13,62 м |
| Ширина | 2,46 м |
| Высота | 2,70 м |
| Ширина дверного проема | 2,46 м |
| Высота дверного проема | 2,70 м |
| Высота бокового отверстия |
Указанные размеры и мощность являются репрезентативными, но могут различаться в зависимости от производителя и года производства.
Euroliner
Euroliner можно загружать сбоку и через заднюю дверь и использовать для облегчения загрузки независимо от типа товаров.
| Информация | Вместимость/Размеры |
|---|---|
| Вес тары | 7200 кг |
| Объем | 91 м3 |
| Длина внутренняя | 13,62 м |
| Ширина | 2,48 м |
| Высота | 2,70 м |
| Ширина дверного проема | 2,45 м |
| Высота дверного проема | 2,67 м |
| Высота бокового отверстия | 2,65 м |
Указанные размеры и мощность являются репрезентативными, но могут различаться в зависимости от производителя и года производства.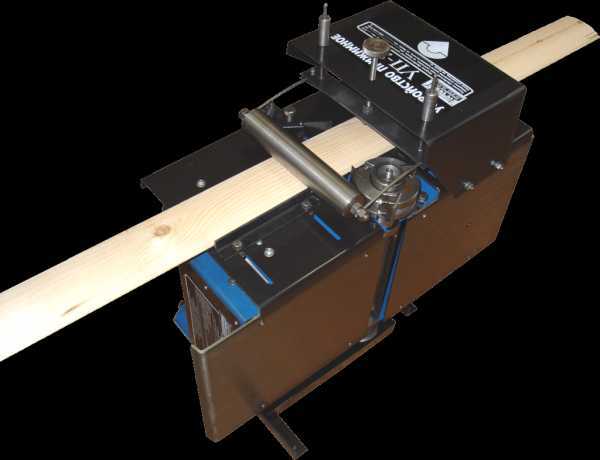
Мегатрейлер
Мегатрейлер подходит для товаров, которые не помещаются в обычный трейлер. Имеют подвижные шторы и поднимающуюся верхнюю крышку.
| Информация | Вместимость/Размеры |
|---|---|
| Вес тары | 7200 кг |
| Объем | 100 м3 |
| Длина внутренняя | 13,62 м |
| Ширина | 2,48 м |
| Высота | 2,95 м |
| Ширина дверного проема | 2,45 м |
| Высота дверного проема | 2,90 м |
| Высота бокового отверстия | 2,87 м |
Указанные размеры и мощность являются репрезентативными, но могут различаться в зависимости от производителя и года производства.
Рефрижератор
Рефрижераторные прицепы гарантируют, что ваши охлажденные товары будут поддерживать постоянную температуру и будут доставлены в первозданном виде.
| Информация | Вместимость/Размеры |
|---|---|
| Вес тары | 9000 кг |
| Объем | 85 м3 |
| Длина внутренняя | 13,31 м |
| Ширина | 2,48 м |
| Высота | 2,60 м |
| Ширина дверного проема | 2,46 м |
| Высота дверного проема | 2,60 м |
| Высота бокового отверстия |
Указанные размеры и мощность являются репрезентативными, но могут различаться в зависимости от производителя и года производства.
Дорогой трейлер
Дорогие трейлеры оборудованы безопасными прицепами с противоскользящими шторами. Эти прицепы широко используются в секторах высоких технологий, электроники, фармацевтики и табачной/алкогольной промышленности.
| Информация | Вместимость/Размеры |
|---|---|
| Вес тары | 7200 кг |
| Объем | 91 м3 |
| Длина внутренняя | 13,62 м |
| Ширина | 2,48 м |
| Высота | 2,70 м |
| Ширина дверного проема | 2,45 м |
| Высота дверного проема | 2,67 м |
| Высота бокового отверстия | 2,65 м |
Указанные размеры и мощность являются репрезентативными, но могут различаться в зависимости от производителя и года производства.
Платформы
Платформенные прицепы позволяют быстро и легко загружать товары, идеально подходят для перевозки тяжелых грузов, буксировки громоздких коммерческих грузов, таких как большие трубы, пиломатериалы и оборудование.
| Информация | Вместимость/Размеры |
|---|---|
| Вес тары | 6400 кг |
| Объем | |
| Длина внутренняя | 13,62 м |
| Ширина | 2,48 м |
| Высота | |
| Ширина дверного проема | |
| Высота дверного проема | |
| Высота бокового отверстия |
Указанные размеры и мощность являются репрезентативными, но могут различаться в зависимости от производителя и года производства.
45-футовый контейнер
Внутренняя ширина 45-футового контейнера позволяет разместить рядом два стандартных 4-футовых поддона. Они очень эффективны при транспортировке объемных легких грузов.
| Информация | Вместимость/Размеры |
|---|---|
| Вес тары | 4600 кг |
| Объем | 89 м3 |
| Длина внутренняя | 13,55 м |
| Ширина | 2,42 м |
| Высота | 2,69 м |
| Ширина дверного проема | 2,40 м |
| Высота дверного проема | 2,58 м |
| Высота бокового отверстия |
Указанные размеры и мощность являются репрезентативными, но могут различаться в зависимости от производителя и года производства.