Толщина алюминиевого профиля: Алюминиевые профили: предельные размеры — aluminium-guide.com
Содержание
Алюминиевые профили: минимальная толщина стенки
Экструзия (выдавливание) является процессом пластического течения, при котором скорость течения материала через выходное отверстие должна быть одинаковой во всех точках поперечного сечения прессуемого профиля. Технологическое окно прессования задается несколькими факторами, одним из которых является:
- толщина стенки алюминиевого профиля.
К другим факторам, которые влияют на процесс прессования, относятся:
- алюминиевый сплав
- коэффициент вытяжки (отношение площади поперечного сечения профиля к поперечной площади заготовки).
Факторы для минимальной толщины стенки
Выделение тепла
Выделение тепла является ключевым фактором. Проталкивание алюминия через матрицу приводит к выделению тепла. Чем больше степень формовки (степень деформации, коэффициент вытяжки и т. п.), тем больше тепла выделяется. Высокая температура создает проблемы для качества поверхности профиля в виде задиров и трещин.
Допуски
Допуски сильно зависят от толщины стенки. Если толщина стенки слишком мала, то очень трудно обеспечить необходимые параметры течения металла и, следовательно, малые допуски.
Сплав
Тип сплава очень сильно влияет на минимально достижимую толщину стенки. Сплавы с высоким содержанием легирующих элементов тяжелее прессовать, чем сплавы с низким содержанием легирующих элементов и поэтому они требуют более толстых стенок.
Сложность поперечного сечения
В общем случае легче получить тонкие стенки на простых профилях, по сравнению со сложными профилями. В полых профилях с несколькими каналами может быть очень трудно заполнить металлом полости между оправками. Это, в свою очередь, может вызвать повышенные допуски на такие стенки.
Меньше профиль – тонше стенки
Легче получить тонкую стенку на малом профиле, чем на большом.
Удельное давление пресса
Пресс с высоким удельным давлением (отношение между усилием пресса и площадью поперечного сечения контейнера) является обычно более подходящим для прессования профилей с тонкими стенками.
Минимальная толщина стенки профилей из сплавов 6ххх
Основные параметры
Основными параметрами, которые контролируют минимальную толщину стенки при прессовании алюминиевых профилей из сплавов серии 6ххх, являются следующие:
- Усилие прессования.
- Максимальная скорость прессования на выходе из матрицы.
- Более сложная конструкция матрицы и более сложное ее изготовление.
- Геометрические допуски на толщину стенки.
- Стабильность геометрических допусков в ходе всего процесса прессования.
Кроме технологических ограничений, указанных выше, существует очень важный экономический аспект, который необходимо принимать во внимание. Большинство прессованных алюминиевых профилей продают «по весу» и производство тонкостенных профилей может быть не так выгодно.
Допуски на толщину стенки алюминиевых профилей
Стандарты на алюминиевые профили разрешают определенные отклонения размеров профилей – выше и ниже номинальных значений. Обычно, чем больше номинальный размер, тем больше на него допуски. Для понимания этой проблемы удобно рассмотреть минимальную толщину стенки прессованных алюминиевых профилей.
Обычно, чем больше номинальный размер, тем больше на него допуски. Для понимания этой проблемы удобно рассмотреть минимальную толщину стенки прессованных алюминиевых профилей.
На рисунках 1 и 2 показана зависимость минимальной толщины стенки для сплава 6063, а также более прочного и труднее прессуемого сплава 6082. Видно, что с повышением прочности сплава минимальная толщина стенки возрастает.
Рисунок 1 – Минимально достижимая толщина стенки промышленных алюминиевых профилей из сплавов 6063 и 6082 [1].
Рисунок 2 [2]
Закономерность изменения допусков на толщину стенки в зависимости от ее толщины показана на рисунке 3. Профили с допусками по толщине стенки ± 0,1 мм очень трудно прессовать в условиях промышленного производства.
Допуски на толщину стенки
Рисунок 3 – Допуски на толщину стенки в зависимости от ее толщины [1]
Серьезной задачей является достижение стабильности размеров и повторяемости при прессовании тонкостенных алюминиевых профилей. Особенно это относится к полым профилям с большими полостями. Большие полости и различия в толщинах стенок представляют собой трудную задачу обеспечения равномерности течения металла через матрицу.
Особенно это относится к полым профилям с большими полостями. Большие полости и различия в толщинах стенок представляют собой трудную задачу обеспечения равномерности течения металла через матрицу.
Прессование тонкостенных алюминиевых профилей
Теоретические и промышленные экспериментальные данные по прессованию тонкостенных алюминиевых профилей дают основания для следующих выводов и обобщений:
- Основным ограничивающим фактором для прессования тонкостенных профилей является недостаток геометрической стабильности в ходе прессования. Нижний предел для толщины стенки оценивается на уровне 0,6 мм.
- Для прессования тонкостенных профилей требуется более высокой усилие прессования, чем для обычного профиля с таким же отношением прессования (вытяжкой).
- В случае прессования тонкостенных профилей практически невозможно достичь геометрических допусков по толщине стенки лучше 10 %.
- Для успешного промышленного прессования тонкостенных профилей критическими условиями являются конструкция матрицы и методы ее изготовления.


Источники:
- Minimal Attainable Wall Thickness in Aluminum Extruded Sections // Aluminum Extrusion Technology Seminar, 2000.
- https://www.european-aluminium.eu/media/1539/aam-products-2-extruded-products.pdf
Какой алюминиевый профиль лучше выбрать Алютех или Сиал, сравнение профилей и их отличия
Остекление алюминиевыми профилями набирает популярность благодаря высоким техническим характеристикам конструкций. Они устанавливаются в оконные проемы, входные группы, формируют фасады. Прочность алюминия позволяет полностью покрывать здания витражами. Износоустойчивость, неприхотливость и экологическая безопасность делают металл пригодным для установки в жилые, общественные, торговые, деловые, медицинские комплексы.
Алюминиевые профили производятся в двух разновидностях: теплом и холодном. Холодные изделия отличаются тонкостью, малым весом, доступной стоимостью, однако у них высокая теплопроводность, поэтому устанавливаются в неотапливаемых нежилых помещениях — тамбурах, балконах, постройках сезонного проживания. Теплые профили оснащены термовставкой или терморазрывом из полиамида, который препятствует выходу тепла из помещения. Эти изделия подходят любым общественным и жилым помещениям.
Теплые профили оснащены термовставкой или терморазрывом из полиамида, который препятствует выходу тепла из помещения. Эти изделия подходят любым общественным и жилым помещениям.
Среди производителей алюминиевых конструкций выделяются Алютех и Сиал — выбирая, что лучше, следует ориентироваться на потребности или соответствие профилей техническим характеристикам, требуемым для обеспечения нужных условий в остекляемом помещении.
Технические характеристики Алютех
Алюминиевый профиль Алютех, выпускаемый в Белоруссии, изготавливается из сплава чистого алюминия, магния и кремния. Получаемый металл приобретает повышенную прочность, способность противостоять повышенным нагрузкам, сохраняя малый вес. Конструкции становятся универсальными, что позволяет устанавливать их в зданиях любого типа.
Технические параметры оконного профиля Алютех меняются в зависимости от серии. Производитель выпускает холодные и теплые решения. Холодные изделия имеют толщину 48-90 мм, поддерживают стекла толщиной 4-6 мм или стеклопакеты 18-30 мм. Теплые конструкции имеют ширину 62-72 мм, вмещают стеклопакеты толщиной 32-50 мм.
Теплые конструкции имеют ширину 62-72 мм, вмещают стеклопакеты толщиной 32-50 мм.
Предусматриваются различные способы открывания: раздвижной, подъемно-сдвижной, параллельно-сдвижной, поворотный, откидной. Возможна комбинация глухих и открывающихся створок.
Все алюминиевые профили Alutech соответствуют международным требованиям к качеству, безопасности, эстетичности. Изделия прошли сертификацию ЕС. Есть возможность выбрать подходящий оттенок для наибольшего соответствия интерьеру или экстерьеру здания, либо придать профилю имитацию дерева. Расчетный срок службы — 80 лет.
Технические характеристики Сиал
Системы профилей Сиал также соответствуют стандартам качества и безопасности. Изделия производятся заводом «Сегал» из Красноярска. Предприятие приступило к выпуску алюминиевых конструкций для остекления одним из первых. Применение инноваций в сочетании с соблюдением ГОСТов придает продукции прочность, легкость, долговечность.
Алюминиевые конструкции и профили системы Сиал производятся с применением отечественных и зарубежных станков, что придает им следующие характеристики:
- гладкость поверхности;
- прочность 22-25 кг/квадратный мм;
- толщину от 40 до 90 мм.
Конструкции окрашиваются высококачественными порошковыми красками, обеспечивающими эстетичность, дополнительную защиту от износа. Системы и алюминиевые конструкции Сиал подходят для монтажа окон, прозрачных кровель, ограждений офисов, остекления лоджий, балконов, фасадов. Поддерживаются все способы открывания, глухие створки.
Одно из важных преимуществ данного производителя — многообразие алюминиевые системы Сиал. Конструкторы разработали более 20 вариантов исполнения профилей. Это гарантирует гибкость в выборе наилучшего метода остекления для каждого конкретного случая.
Ассортимент профиля Алютех
Данный бренд содержит следующие конструкции:
- Профиль Алютех C48. Предназначается для холодного остекления балконов, террас, дверей любых зданий. Лишен термоизоляционной вставки. Монтажная ширина составляет 48 мм. Термоизоляция — Rопр = 0,61 м2∙°C/Вт. Обеспечивает звукоизоляцию до 33 дБ. Поддерживает стеклопакеты толщиной до 30 мм.
- Алюминиевый профиль Alutech f50 — стоечно-ригельная система для светопрозрачных фасадов. Воздухопроницаемость и водопроницаемость соответствуют классу А. Видимая ширина стоек с ригелями — 50 мм. Поддерживаемое заполнение — 4-56 мм.
- Профиль Алютех W62 предназначен для утепленных окон, дверей, иных светопрозрачных конструкций жилых, производственных, общественных, коммерческих помещений. Термовставка толщиной 24 мм выполнена из полиамида со стекловолоконным армированием. Ширина — 62 мм. Заполнение достигает 40 мм. Отсекается до 33 дБ шума. Уровень теплоизоляции — 0,61 Вт∙м2/°C. Воздухопроницаемость, водопроницаемость — класс А.
- Теплый профиль Алютех W72 разработан для окон, дверей, иных более сложных изделий с повышенными требованиями к тепло-, звукоизоляции. Оснащается термовставкой толщиной 34 мм, мягкой прокладкой из вспененного материала. Ширина — 72 мм. Максимальное заполнение — 50 мм. Уровень звукоизоляции — до 43 дБ. Теплоизоляция — 1 Вт∙м2/°C. Воздухопроницаемость — класс А, водопроницаемость — класс А0.
 Теплоизоляция — 1 Вт∙м2/°C. Воздухопроницаемость — класс А, водопроницаемость — класс А0.
Теплоизоляция — 1 Вт∙м2/°C. Воздухопроницаемость — класс А, водопроницаемость — класс А0.Все конструкции поддерживают окрашивание в любые оттенки палитры RAL. Обеспечивается высокий уровень экологической, пожарной безопасности.
Ассортимент профиля Сиал
Система алюминиевых профилей Сиал включает следующие конструкции:
- Сиал КП 19 — 8 разновидностей легких сантехнических перегородок для раздевалок, душей, кладовок, хозяйственных помещений любых объектов от больниц до производств, супермаркетов, офисов. Толщина — 19 мм.
- Сиал КП 40 — холодные конструкции для офисных ограждений, балконных окон, тамбуров, витрин, витражей зданий любого типа. Заполнение — 3-24 мм, монтажная глубина — 40 мм.
- Профиль Сиал КП 45 применим для балконов без утепления, витражей, дверных, оконных изделий, внутренних ограждений. Универсальны по применению. Заполнение — 4-24 мм.
- КП 45 GOS-S используются для дверных, оконных конструкций, перегородок холодного типа. Метод открывания — стандартно-раздвижной, подъемно-раздвижной. Подходят для внутреннего применения, балконам, лоджиям.
- КПТ 45 GOS-S — дверные и оконные профили подъемно-раздвижного типа с терморазрывом.
- Профиль Сиал КП 50 используется для теплых фасадов, прозрачных стен, входов. Терморазрыв — 18 или 26 мм. Стеклопакеты — 6-42 мм. Ширина стоек — 48-172 мм.
- КП 50 К — применяется при создании прямых и наклонных витражных конструкций, односкатных, двускатных кровель, купольных, арочных, пирамидальных элементов, зимних садов. Высота — до 6 м. Оснащены пазами вентиляции, отвода влаги. Поддерживается установка дверец, люков.
- КП 50Л — защищающие от солнца ламелей, позволяющие регулировать яркость солнечных лучей, проникающих внутрь строения.

- Сиал КП 60 — системы прозрачных наклоняющихся кровель, пирамидальных, купольных, фасадных конструкций, зимних садов. Наружная ширина профилей — 60 мм. Два уровня отвода влаги.
- КП 60 EI — для тамбурного, кровельного, дверного остекления с защитой от возгорания. Подходят оградам, фонарям. Устанавливаются снаружи или внутри.
- КПТ 60 — 60-мм теплые профили с термовставкой для оконного, дверного, витражного, входного остекления. Оконные створки достигают 70 мм. Максимальная глубина стеклопакетов — 50 мм. Профили трехкамерные. Терморазрыв 24 мм.
- КПТ 60 EI — огнеупорные окна, двери, малые витражи.
- Сиал КП 70 — эстетичные офисные прозрачные стены. Возможна установка в бизнес-центрах, торговых залах, павильонах, т.д.
- КПТ 70 — теплосберегающие пятикамерные 70-мм профили для дверей, окон, витражей. Подходят теплым балконам. Поддерживаются глухие, поворотные створки. Фурнитура вставляется в европаз.
- КП 75 М — модульное теплое остекление фасадов, кровель. Установка требует присутствия перекрытий между этажами, несущих колонн.
- КП 50 К ТХ, КП 80 ТХ — системы профилей, разделяющие теплые и холодные области без визуально заметных различий.
- Профиль Сиал КПТ 74 — трехкамерная 74-мм система для теплых окон, витражей, дверей. Глубина оконных створок до 84 мм, наибольшая толщина поддерживаемых стеклопакетов — 54 мм. Терморазрывная вставка 24 мм.
- КПТ 78 EI — огнеупорная разновидность ограждений, дверных, витражных, оконных конструкций.
- КПТ 82 — 82-мм профильные системы балконных окон, дверей. Поддерживаются глухие, распашные, откидные, поворотно-откидные створки. Вставляются стеклопакеты 24-48 мм.
- КПТ 86 — технология для створок без утепления, вставляющихся в фасад. Открываются наружу. Заполняются 6-мм стеклом. Видимая профильная ширина — 50 мм, что дает легкость и изящность.
- Слайдинг-45, -60, -90 — утепленные системы для балконного остекления как общественных, так и жилых построек. Надежно защищают от осадков, загрязнения извне, шума, холода.
 Наружная ширина профилей — 60 мм. Два уровня отвода влаги.
Наружная ширина профилей — 60 мм. Два уровня отвода влаги.
 Надежно защищают от осадков, загрязнения извне, шума, холода.
Надежно защищают от осадков, загрязнения извне, шума, холода.Конструкции различных серий могут комбинироваться, дополняться друг друга. Все системы поддерживают окрашивание оттенками палитры RAL.
Сравнение профилей Alutech и Сиал
Определиться, что лучше, Алютех или Сиал, поможет таблица. В ней представлены три наиболее используемых серии обоих производителей.
Alutech C48 | Alutech W62 | Alutech W72 | Сиал КП45 | Сиал КПТ60 | Сиал КПТ74 | |
| Тип | холодный | теплый | теплый | холодный | теплый | теплый |
| Ширина, мм | 48 | 62 | 72 | 45 | 60 | 74 |
Макс. заполнение, мм заполнение, мм | 30 | 40 | 50 | 24 | 50 | 54 |
| Терморазрыв | нет | есть | есть | нет | есть | есть |
| Преимущества | Долговечность. Характеристики зависят от параметров стеклопакетов. | Долгий срок эксплуатации, высокие характеристики защиты от шума, холода при небольшой толщине. | Наибольшая тепло-, звукоизоляция. Идеальный вариант для энергоэффективных помещений. | Универсальность, возможность использования внутри и снаружи помещений. | Возможность создать створку высотой 3 м и шириной 2,5 м. Легкость монтажа. Легкость монтажа. | Поддержка фурнитуры известных европейских производителей. Широкий диапазон выдерживаемых температур. Поддержка створок 2х3 м весом до 200 кг. |
Так что же лучше – Сиал или Алютех
Оба производителя выпускают качественные алюминиевые системы, находящие применение в различных условиях. Выбирая, что лучше, Алютех или Сиал, нужно учитывать толщину профилей, их способность заглушать шумы, теплоизоляционные характеристики.
Для холодного остекления балконов, лоджий в равной степени подходят Alutech C48 и Сиал КП45. Чтобы обеспечить наилучшую защиту от холода, можно выбрать алюминиевый профиль Сиал 74 или Alutech W72.
Дополнительным преимуществом изделий Alutech является длительный срок службы, достигающий 80 лет. Продукция от Сиал более многообразна — все профильные системы хорошо сочетаются друг с другом, давая безграничную свободу в проектировании остекления любых зданий, включая объекты с повышенными требованиями к пожарной безопасности.
Итоговые характеристики окон от обоих брендов и стоимость будут зависеть от выбранной фурнитуры, параметров стеклопакетов, дополнительных опций (окрашивание, имитация дерева, установка закаленных стекол, замков, т.д.) и качества монтажа.
Если Вы хотите заказать остекление на основе Алютех или Сиал, свяжитесь с нашим менеджером для замеров и расчета стоимости конструкций.
Отправьте заявку и узнайте
стоимость Вашего окна!
Минимальная толщина стенки алюминиевого профиля
Минимальная толщина стенки алюминиевого профиля
Минимальная толщина стенки алюминиевого профиля, которую можно еще выгодно и прессовать. Этот вопрос всегда волновал экструдеров, они не работали ни на каком экструзионном прессе.
- Стоит ли принимать заказы на профили с очень малой толщиной стенки?
- Какую цену я должен установить?
- Как обеспечить приемлемый уровень брака?
- Это плохо для прессы?
Сеть LinkedIn по алюминиевому прессованию
В последнее время мы, как и многие в наше время, стали часто бывать в социальных сетях. точнее – один из них, малосоциальный, а в подавляющей пропорции – профессиональный, сетевой LinkedIn. Сеть LinkedIn позволяет зарегистрированным пользователям создавать и вести список деловых контактов в самых разных областях человеческой деятельности. Здесь работает множество кружков по интересам, в которых происходит обсуждение различных профессиональных вопросов.
точнее – один из них, малосоциальный, а в подавляющей пропорции – профессиональный, сетевой LinkedIn. Сеть LinkedIn позволяет зарегистрированным пользователям создавать и вести список деловых контактов в самых разных областях человеческой деятельности. Здесь работает множество кружков по интересам, в которых происходит обсуждение различных профессиональных вопросов.
Одна из таких групп – Группа Специалисты по экструзии алюминия . Всего в этой группе – более 3700 Участников со всего мира. Время от времени возникают интересные дискуссии по важным техническим вопросам всего цикла производства штампованных алюминиевых изделий. Эти дискуссии интересны тем, что отражают самое современное состояние того или иного вопроса. Что скорректировало регионы мира — США, Европу, Азию (в основном Индию и Китай) и даже Африку, по крайней мере, Юг. И немного русского. Общение на английском языке, местами очень ломаном, но профессионалы прекрасно понимают друг друга.
Где-то в прошлом году разгорелась, и пока теплая, дискуссия о минимальной толщине стенки прессованных профилей для промышленного производства, которую можно обеспечить для промышленного производства партиями.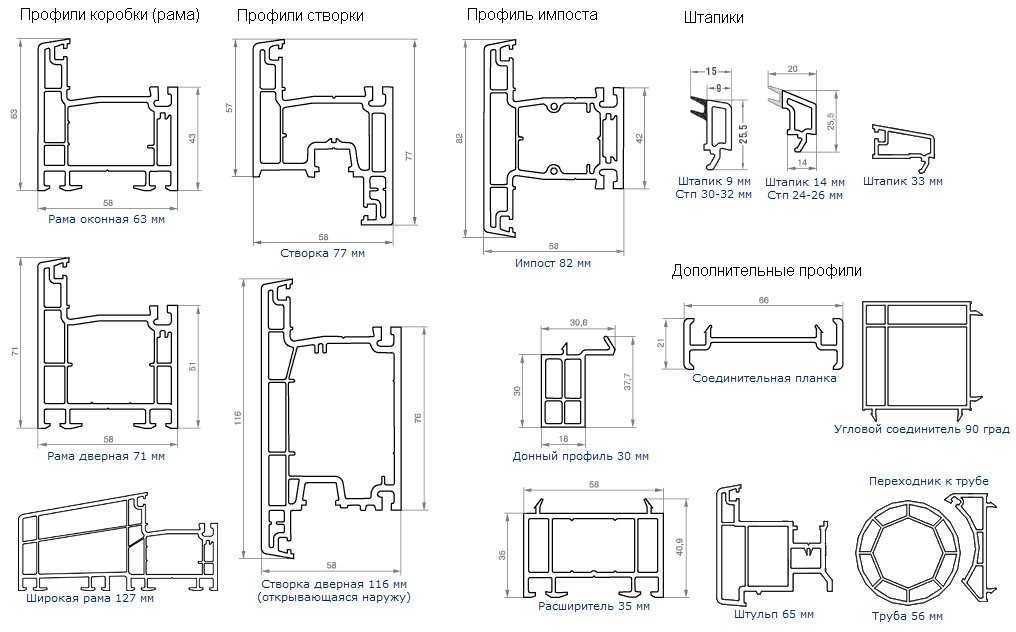 Поводом для этих споров стал крик о помощи одного из участников группы с индийского завода по экструзии алюминиевых профилей.
Поводом для этих споров стал крик о помощи одного из участников группы с индийского завода по экструзии алюминиевых профилей.
«Попытаемся прессовать прочно 900 тонн и диаметром 5 дюймов (127 мм) выдавить из сплава 6063-Т6 в четыре нити профиль 23х23 мм с толщиной стенки 0,4 мм. Прессуют все подходящие профиль 100 кг. Ждем мнений, советов и подсказок».
Дискуссия получилась, скажу я вам, очень оживленной. Поэтому вольная дискуссия частично сохраняется.
Мнения разделились где-то пополам. Половина участников дискуссии посчитали, что за такой заказ браться не нужно как по техническим причинам, так и по причине его явной нерентабельности. Члены второй группы были настроены более оптимистично и дали несколько советов и рекомендаций по оборудованию и технологии прессования такого профиля. Несколько человек даже сказали, что они выполняли такие заказы.
Прессованный алюминиевый профиль толщиной 0,4 мм?
Аргументы «пессимистов» были, прежде всего, такого рода:
- Благоразумно отказаться от заказа. Даже если в принципе получится прижать, все равно не удастся избежать колебаний толщины стенки и будет много брака.
- Такая толщина стенки возможна только при рисовании.
- Прессование Профиль толщиной 0,4 мм, «плохо» поддается прессованию и может привести к выходу из строя и снижению срока службы матрицы.
- В принципе, прессованная трубка со стенкой 0,4 мм возможна. Однако изготовить такой профиль на заказ и получить прибыль вряд ли возможно.
 Даже если в принципе получится прижать, все равно не удастся избежать колебаний толщины стенки и будет много брака.
Даже если в принципе получится прижать, все равно не удастся избежать колебаний толщины стенки и будет много брака.Штампованный алюминиевый профиль толщиной 0,4 мм!
«Оптимисты» со своей стороны высказали много полезных советов и подсказок. Для выполнения такого заказа на усилие пресса 900 тонн в четырех точках считают необходимым выполнение следующих условий:
- Применить специальную конструкцию матрицы для снижения давления на матрицу. Называется матричный тип «микромост».
- Производитель Matrix — Только опытный и проверенный.
- Длина ремня должна быть равна нулю.
- Тщательно азотировать матрицу. Азотированный слой работает как смазка.
- Примените матричный инструмент, оптимизированный для матрицы, чтобы обеспечить ей наилучшую поддержку. Особенно для контроля плоскостности валика.
- Для измерения и контроля температуры заготовки, штампа, контейнера и профиля на выходе из матрицы.
- Использовать преформу с температурой на переднем конце на 50-60°С выше, чем на заднем — так называемый, градиентный нагрев.
- Использовать только качественную первичную заготовку, прошедшую полную гомогенизацию.
- При нажатии во избежание длительных остановок.
- Применяется дольше, чем обычный прессованный остаток.
- Продам такой профиль по очень высокой цене. И продавать метрами, а не килограммами.
 Азотированный слой работает как смазка.
Азотированный слой работает как смазка.меньшая нагрузка, меньший диаметр, только одна точка
Некоторые пресс-подборщики предлагают более радикальные меры: уменьшить диаметр контейнера, уменьшить количество точек или даже использовать пресс с меньшими усилиями. например, такой:
например, такой:
- Такой стеновой профиль 0,4 мм лучше спрессовать в одну точку и выжать около 600 тонн. Четыре балла — это очень сложно для такой тонкой стенки. Мы пытались много раз — почти никогда не получалось.
- Сменный контейнер 4 дюйма и спрессован в четыре точки.
- Пресс продукт должен соответствовать. Поэтому экономически целесообразно производить профиль с такой малой погонной массой (около 100 г/м) следующим образом. Пресс 200 тонн — матричный с одной точкой (есть такие только в Индии и Китае) — удельное давление 80 кг/мм 2 — коэффициент прессования 67 – производительность 60 кг/ч,
Предыдущая прессовка алюминиевых профилей с ультратонкими стенками
Несколько человек поделились своим опытом прессования таких профилей:
На заводе Alcoa в Бразилии 2000 год выпускалась алюминиевая труба со стенкой авто 0,4 мм, правда из алюминиевого сплава 3003. Пресс 1650 тонн, 6 дюймов, 6 точек, 1000 тонн в месяц.
- Прессованный алюминиевый профиль аналогичен ползунку, скорость 10 мм/мин, скорость профиля 40 м/мин. Сплав 6063 без особых требований.
- Выдавливание стенового профиля 25х25 0,5 мм 6 точек на прессе 7 дюймов производительностью 1050 кг/ч. С хорошим корректировщиком — вполне возможно.
- Размер пресса (900 тонн – 5 дюймов) слишком велик для этого типа профиля. Мы изготовили трубы для теплообменников с микрополостями, толщиной стенки 0,3 мм, шириной 25 мм и высотой 5 мм. Скручивание в заливе. Использовали 500-тонный пресс. Самая большая проблема — металл ломается на этой сверхтонкой стенке. Коэффициент брака напрямую зависит от качества металла по содержанию в нем интерметаллических частиц и включений.
- Такие профили мы производим в Испании. обычный сплав 6063 без особых требований, скорость съемника 30 м/мин. произведено уже 1000 тонн.
- Обычно профили с толщиной стенки 0,4 мм (например, многополостные плоские трубы для кондиционеров) изготавливают из сплавов серии 3ххх и из первичного металла. Пресс обычно — 2000 тонн. И, конечно же, цена на алюминиевые профили высока. Делать их из сплава 6063 — плохая идея.
 Сплав 6063 без особых требований.
Сплав 6063 без особых требований. Делать их из сплава 6063 — плохая идея.
Делать их из сплава 6063 — плохая идея.Ход прессования профилей с тонкими стенками
Один из участников дискуссии правильно заметил, что наблюдается явный прогресс в отношении минимальной толщины стенок экструдированных алюминиевых профилей. До 1980-х годов считалось невозможным производство профилей из алюминиевого сплава 6063 с толщиной стенки менее 2,2 мм. К 2000 г. этот предел составлял уже 1,5 мм, c 2006 г. – 1,1 мм, а 2010 г. – 0,9 мм. Обратите внимание, что 0,9 мм еще не 0,4 мм.
Таковы дебаты. Выводы каждый может сделать сам. И судьба ордена остается неизвестной.
Кстати, минимальная толщина стенки экструдированного алюминиевого профиля — тема подробного семинара ET 2000.
Проектирование алюминиевых профилей — Bonnell Aluminium
| Ширина зазора (дюймы) | Класс 1 | Класс 2 |
|---|---|---|
| 0,040 — 0,062 | 2,0 | 2,0 |
| 0,063 — 0,124 | 3,0 | 2,5 |
| 0,125 — 0,249 | 3,5 | 3,0 |
| 0,250 — 0,499 | 4,0 | 3,5 |
| 0,500 — 0,999 | 4,0 | 3,5 |
1. 000 — 14.999 000 — 14.999 | 3,5 | 3,0 |
| 2000 и более | 3,0 | 3,0 |
ТВЕРДЫЕ ФОРМЫ
Сплошная форма – это любая форма, не являющаяся полой или полуполой.
ПОКРЫТИЕ ПОВЕРХНОСТИ
Алюминиевые профили могут иметь различную отделку (см. список предлагаемых нами отделок на странице «Возможности»). Однако, поскольку алюминий является мягким металлом, поверхности нередко портятся во время обработки. Если продукт имеет поверхности, открытые во время использования, где следы обработки нежелательны, необходимо уделить особое внимание обеспечению приемлемой поверхности. Клиенты должны проконсультироваться с инженерно-конструкторской группой Bonnell Aluminium, чтобы мы могли спроектировать штампы и выбрать подходящую упаковку для защиты важных открытых поверхностей.
ДОПУСКИ
В тех случаях, когда профиль спроектирован так, чтобы свести к минимуму механическую обработку или каким-либо образом соединяться с другим профилем, стандартные допуски на размеры могут стать критическими. Алюминиевая ассоциация публикует стандартные таблицы допусков, которые охватывают такие параметры, как размеры металла, пространственные размеры, прямолинейность, скручивание, плоскостность и многое другое. Если вам нужна помощь в интерпретации этих таблиц, или если вы считаете, что ваше приложение требует более жестких допусков, чем стандартные, обратитесь за помощью в отдел проектирования Bonnell Aluminium.
Алюминиевая ассоциация публикует стандартные таблицы допусков, которые охватывают такие параметры, как размеры металла, пространственные размеры, прямолинейность, скручивание, плоскостность и многое другое. Если вам нужна помощь в интерпретации этих таблиц, или если вы считаете, что ваше приложение требует более жестких допусков, чем стандартные, обратитесь за помощью в отдел проектирования Bonnell Aluminium.
ВЫБОР СПЛАВА
На выбор сплава и отпуска обычно влияют механические свойства, необходимые для данного применения. Например, сплав 6063 обычно используется в приложениях с умеренными нагрузками. Сплав 6061 обычно используется в конструкционных целях, поскольку он имеет более высокие механические свойства, чем сплав 6063.
Основными легирующими элементами сплавов серии 6000 являются магний и кремний. Серия 6000 является наиболее популярным классом сплавов и используется примерно в 75% случаев экструзии. Он поддается термообработке и обладает хорошей прочностью, коррозионной стойкостью, формуемостью, обрабатываемостью и свариваемостью.
Химический состав экструзионных сплавов, поставляемых Bonnell Aluminium
| Сплав | Си | Фе | Медь | Мн | мг | Кр | Цинк | Ти | Другие Каждый/Всего | Ал |
|---|---|---|---|---|---|---|---|---|---|---|
| 6005 | 0,60-0,90 | 0,35 | 0,10 | 0,10 | 0,40-0,60 | 0,10 | 0,10 | 0,10 | 0,05/0,15 | остаток |
| 6005А* | 0,50-0,90 | 0,35 | 0,30 | 0,50 | 0,40-0,70 | 0,30 | 0,20 | 0,10 | 0,05/0,15 | остаток |
| 6060 | 0,30-0,60 | 0,10-0,30 | 0,10 | 0,10 | 0,35-0,60 | 0,05 | 0,15 | 0,10 | 0,05/0,15 | остаток |
| 6061 | 0,40-0,80 | 0,70 | 0,15-0,40 | 0,15 | 0,80-1,20 | 0,04-0,35 | 0,25 | 0,15 | 0,05/0,15 | остаток |
| 6063 | 0,20-0,60 | 0,35 | 0,10 | 0,10 | 0,45-0,90 | 0,10 | 0,10 | 0,10 | 0,05/0,15 | остаток |
| 6082 | 0,70-1,30 | 0,50 | 0,10 | 0,40-1,00 | 0,60-1,20 | 0,25 | 0,20 | 0,10 | 0,05/0,15 | остаток |
| 6105 | 0,60-1,00 | 0,35 | 0,10 | 0,10 | 0,45-0,80 | 0,10 | 0,10 | 0,10 | 0,05/0,15 | остаток |
| 6351 | 0,70-1,30 | 0,50 | 0,10 | 0,40-0,80 | 0,40-0,80 | 0,20 | 0,20 | 0,05/0,15 | остаток | |
| 6463 | 0,20-0,60 | 0,15 | 0,20 | 0,05 | 0,45-0,90 | 0,05 | 0,05/0,15 | остаток |
*Марганец плюс хром должен составлять от 0,12 до 0,50%
Обозначения состояния, применимые к сплавам серии 6000: O, отожженный и T , термически обработанный для получения стабильного состояния. Типичные отпуска включают:
Типичные отпуска включают:
- O — полностью отожженный (отпуск с самой низкой прочностью)
- T1 — охлажденный от повышенной температуры и естественно состаренный
- T4 — термообработка раствором и естественное старение
- Т5 — охлажденные от повышенной температуры и искусственно состаренные
- T6 — термически обработанные раствором и искусственно состаренные
Механические свойства экструзионных сплавов, поставляемых Bonnell Aluminium
| 6005 | -Т1 | Вверх на 0,500 | 25,0 | 15,0 | 16 |
| -Т5 | Вверх по 0,124 0,125 | 38,0 38,0 | 35,0 35,0 | 8 10 | |
| 6005А | -Т1 | Вверх через 0,249 | 25,0 | 14,5 | 15 |
| -Т5 | До 0,249 0,250-0,999 | 38,0 38,0 | 31,0 31,0 | 7 9 | |
| -Т61 | До 0,249 0,250-1,000 | 38,0 38,0 | 35,0 35,0 | 8 10 | |
| 6060 | -Т1 | До 0,500 0,501-1,000 | 17,0 16,0 | 9,0 8,0 | 12 12 |
| -Т4 | До 0,500 0,501-1,000 | 19,0 18,0 | 10,0 9,0 | 14 14 | |
| -Т5 | До 0,500 0,501-1,000 | 22,0 21,0 | 16,0 15,0 | 8 8 | |
| -Т6 | До 0,124 0,125-1,000 | 30,0 30,0 | 25,0 25,0 | 8 10 | |
| 6061 | -Т4 | Все | 26,0 | 16,0 | 16 |
| -Т5 | Вверх на 0,625 | 35,0 | 30,0 | 8 | |
| -Т6 и Т6511 | До 0,249 0,250 и выше | 38,0 38,0 | 35,0 35,0 | 8 10 | |
| 6063 | -Т1 | До 0,500 0,501-1,000 | 17,0 16,0 | 9,0 8,0 | 12 12 |
| -Т4 | До 0,500 0,501-1,000 | 19,0 18,0 | 10,0 9,0 | 14 14 | |
| -Т5 | До 0,500 0,501-1,000 | 22,0 21,0 | 16,0 15,0 | 8 8 | |
| -Т52 | До 1. Previous PostNextNext Post |