Вагонка своими руками ручным фрезером: Самостоятельное изготовление вагонки фрезером
Содержание
Самостоятельное изготовление вагонки фрезером
Домой Без рубрики Изготовление вагонки фрезером — как сделать ламели самостоятельно
Содержание
Одним из самых популярных видов отделочных материалов является вагонка из натуральной древесины и это понятно, ведь ламели обладают отличной звуко- и теплоизоляцией, эстетично смотрятся и в уходе непритязательны. Но вот цены на данный вид сырья иногда достигают недостижимых высот.
Что делать, если уж очень хочется порадовать себя и родных красивой, натуральной отделкой, но при этом постараться сэкономить. Можно ли изготовить вагонку фрезером для личного пользования собственноручно? Именно с этим вопросом будем разбираться в данной статье.
Материалы для самостоятельного изготовления вагонки
Самостоятельно сделать вагонку вполне реально. При этом необходимые материалы сводятся к минимуму. Если в планах изготовить плашки с укладкой внахлест, то помимо качественных досок, необходимо будет приобрести циркулярную пилу и фуганок. А чтобы была возможность экспериментировать с пазами, имитируя различные профили, понадобится фрезерный стол с фрезой и набором дополнительных насадок. Также возможно изготовление вагонки ручным фрезером, однако следует учесть, что работать удерживая фрезер в руках сложнее, чем выполнять ту же работу на фрезерном станке.
А чтобы была возможность экспериментировать с пазами, имитируя различные профили, понадобится фрезерный стол с фрезой и набором дополнительных насадок. Также возможно изготовление вагонки ручным фрезером, однако следует учесть, что работать удерживая фрезер в руках сложнее, чем выполнять ту же работу на фрезерном станке.
Отправляясь в магазин, чтобы приобрести необходимый минимум для работы по дереву для изготовления вагонки ручным фрезером или станком важно заранее выяснить диаметр хвостовика фрезы. В продаже имеются варианты 6,8 и 12 мм, а также ½ и ¼ inch (дюйма). Дюймовые и миллиметровые фрезы нельзя заменять друг на друга, несмотря на то, что разница кажется мизерной.
По конструктивным особенностям различают фрезы: монолитные (все элементы составляют одно целое), сборные (со спаянными деталями), мягко- и твердосплавные для различных пород древесины (НМ и НSS соответственно).
Также различают их по форме, но для изготовления вагонки ручным фрезером необходимы пазо-шиповые фрезы, которые поставляются в наборе парами. Они удобны тем, что не придется дополнительно рассчитывать размеры соединений, все параметры подогнаны автоматически.
Они удобны тем, что не придется дополнительно рассчитывать размеры соединений, все параметры подогнаны автоматически.
Если намереваетесь обшивать помещение блок-хаусом, то для самостоятельного производства оного понадобится специализированное оборудование. А именно: ленточная пилорама, сушильная камера и особый станок. Изготовление блок-хауса в домашних условиях дело хлопотное и неоправданное.
Подготовка древесины на производстве
Изготовление вагонки фрезером на производстве производится в несколько этапов:
- Распиловка бревен продольно на доски нужной толщины. Предварительно все поленья проходят экспертизу и сортируются. На распил поступают лишь лучшие бревна с наименьшим количеством дефектов.
- Сушка пиломатериалов. При этом сырье просушивают в автоклавах или с помощью инфракрасного излучения до конечного уровня влажности не более 12 %. На этом же этапе древесину подвергают обработке антисептиками для защиты от вредителей и микроорганизмов.

- Профилирование и обрезка досок. После прогона пиломатериалов через специальные станки ламели приобретают необходимый профиль соответствующей длины и ширины.
- Сортировка готового сырья. При этом панели тщательно инспектируют на наличие дефектов и распределяют на четыре класса.

После всех операций пиломатериалы поступают в продажу.
Тонкости работы с фрезером в домашних условиях
Рассмотрев технологию, которую применяют на производствах, разберемся в тонкостях изготовления вагонки фрезером в домашних условиях.
На начальном этапе необходимо запастись строганными на циркулярной пиле и фуганке досками (можно сразу купить готовый распилованный материал или изготовить нужные заготовки лично). Все последующие операции выполняются при жесткой фиксации режущего инструмента и древесного пиломатериала.
Все действия можно свести к следующей последовательности:
- Настройка прижима заготовки. Важно отрегулировать положение доски вплотную к ограничителю и надежно зафиксировать прижимами с внутренней стороны.
- Регулировка фрезы по высоте. Важно четко стабилизировать обе фрезы на одинаковой высоте, иначе изготовленная вагонка будет непригодна.
- Обработка деревянной панели. Заготовку ведут вдоль режущего элемента, формируя по одной стороне доски паз, а затем, сменив фрезу, шип.

Изготовление вагонки ручным фрезером дело несложное, если запастись специальными инструментами и четко следовать предложенным рекомендациям.
Предыдущая статьяКак красиво покрасить вагонку внутри дома — виды красок, правила окрашивания
Следующая статьяКак крепить пластиковую вагонку — бюджетный ремонт своими руками
САМОЕ ПОПУЛЯРНОЕ
Загрузить больше
ГОРЯЧИЕ СТАТЬИ
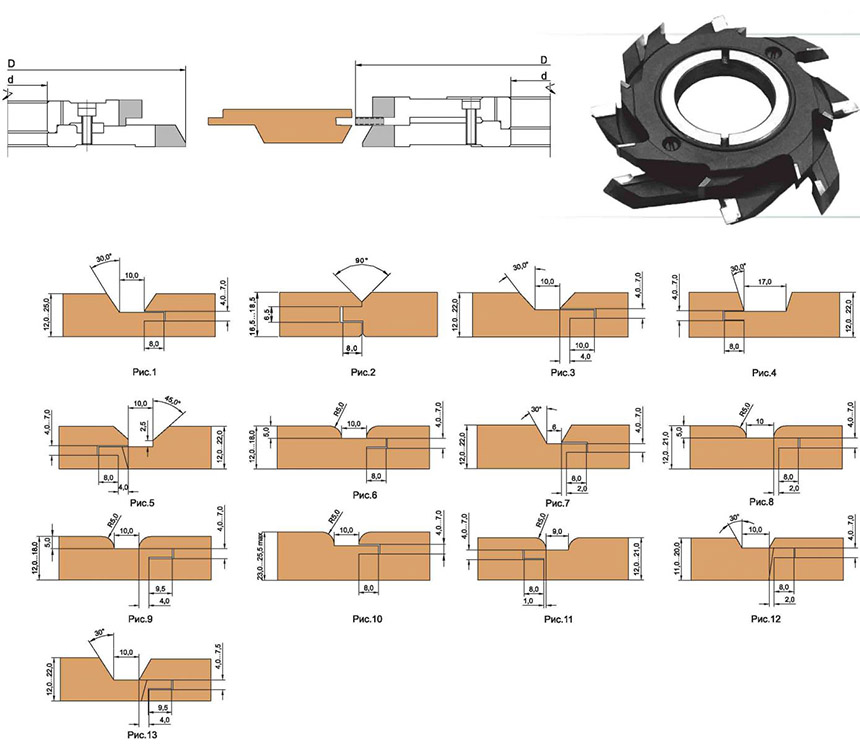
Фрезы, пригодные для изготовления вагонки ручным фрезером
Содержание
- 1 Фрезы, пригодные для изготовления вагонки ручным фрезером
- 2 Производство евровагонки ручным фрезером своими руками
- 3 Заключение
Обшивка деревянной вагонкой является классическим способом отделки жилых помещений и внешних стен малоэтажных строений. Изготавливают ее промышленным способом, если необходимо поточное и массовое производство, например, для продажи в магазине стройматериалов. В то же время существует альтернативный способ изготовления методом ручного фрезерования полуфабриката – обрезного пиломатериала.
Изготавливают ее промышленным способом, если необходимо поточное и массовое производство, например, для продажи в магазине стройматериалов. В то же время существует альтернативный способ изготовления методом ручного фрезерования полуфабриката – обрезного пиломатериала.
Последняя фраза здесь является ключевой, поскольку в обоих случаях применяется специальный режущий инструмент. Это фреза, и если быть точным в определении понятий, ею оснащают станки и оборудование, служащие для выборки пазов и формирования декоративного профиля на заготовке. Ручной способ производства всегда предпочтителен, если вам нужен небольшой объем вагонки. В этом случае существенно экономятся деньги, и, что немаловажно, реализуются собственные идеи, всегда есть возможность подобрать индивидуальный вариант.
Фрезы, пригодные для изготовления вагонки ручным фрезером
Независимо от класса инструмента, то есть профессионального или любительского ручного инструмента, в нем используются исключительно торцевой вид фрез. На одном из ее концов находится цанга (хвостовик) диаметром 8 либо 12 мм для жесткого захвата патроном, а на другом – непосредственно профильный резец шириной до 50 мм. Качество изготовления самих фрез и срок службы режущего инструмента зависит в первую очередь от марки стали резца и от производителя. Модели известных брендов всегда оснащаются только прочными марками инструментальной стали.
На одном из ее концов находится цанга (хвостовик) диаметром 8 либо 12 мм для жесткого захвата патроном, а на другом – непосредственно профильный резец шириной до 50 мм. Качество изготовления самих фрез и срок службы режущего инструмента зависит в первую очередь от марки стали резца и от производителя. Модели известных брендов всегда оснащаются только прочными марками инструментальной стали.
Важно! При изнашивании режущая часть фрез в большинстве случаев подлежит переточке, но не более четырех раз. Резцы и вышедшие из строя подшипники продаются в специализированных магазинах.
Все фрезы для выборки древесины принято делить на две основные группы: кромочные и пазовые. Продают их как отдельно, так и в составе наборов. Кромочные резцы легко отличить от прочих по характерному признаку – наличию подшипника перед резцом. Есть универсальные фрезы – это полезно иметь в виду при однотипных операциях – например, в случае изготовления вагонки. Стоят они чуть дороже одиночных моделей, но позволят вам сэкономить больше времени на производство за счет уменьшения количества проходов.
Производство евровагонки ручным фрезером своими руками
Перед началом работ вам необходимо запастись необходимым количеством заготовок. В зависимости от выбранной толщины заготовки подбирается пазовая и фальцевая фреза либо устанавливается нужный размер между резцами в комбинированной фрезе. Все обрабатываемые кромки заготовок должны быть ровными по плоскости, чтобы паз и гребень четко стыковались между собой.
Совет. Обеспечить оптимальные и комфортные условия работы на ручном фрезере поможет правильный выбор скоростного режима. Чем больше по замыслу и возможности глубина шипа (паза) и диаметр фрезы, тем ниже должны быть обороты. Их легко отрегулировать на инструменте при пробном проходе. Следует обратить внимание и на плотность материала. На упаковках и документации по эксплуатации фрезерного оборудования есть указания на этот счет.
Во всех ручных фрезерах предусмотрена поверхностная обработка материала режущим инструментом вниз. В отличие от станка, заготовка остается недвижимой, а фреза подается на обработку, вручную учитывая характер профиля фрезеровочных работ.
Изготовление вагонки лучше всего производить с помощью направляющей линейки фрезера, устраняющей возможные отклонения по плоскостям обрабатываемой кромки (торца доски). Обычно сначала делают паз, а затем выбирают шип. Последовательность операций при фрезеровании заготовок вагонки должна быть следующей:
- Закрепляем заготовку на верстаке при помощи струбцин либо саморезами по краям.
- Устанавливаем во фрезер нужную фрезу и регулируем высоту ее проходки.
- Включаем фрезер и делаем пробную проходку.
Указанные операции одинаковы для обоих видов операций. Если у вас имеется универсальная фреза, вам не понадобится перенастраивать фрезу ручного фрезера. Другое дело, если ширину планируемого паза невозможно сделать за один проход фрезы. Комбинированные фрезы для изготовления вагонки обычно продаются парно, для пазов и шипов соответственно.
Шиповую (выступающую часть) с другой стороны заготовки выполняют за один проход комбинированной фрезой. Однако для придания вашей вагонке стилизованного вида, например, с имитацией бруса или какого-либо специального профиля, лучше применять отдельные фальцевые фрезы с фигурным профилем. Часто края шипов и пазов вагонки имеют закругленную форму либо фигурный вырез.
Часто края шипов и пазов вагонки имеют закругленную форму либо фигурный вырез.
Важно! Старайтесь вести фрезер в одном направлении при контакте с древесиной, в противном случае вы рискуете сжечь резец раньше срока предусмотренной гарантийной эксплуатации. Паз должен превышать по глубине рабочую длину шипа вагонки. Этот зазор несет собой компенсационную нагрузку при увеличении влажности, особенно при наружной отделке вагонкой.
Заключение
Использование ручного фрезера при изготовлении вагонки – отличный вариант для домашнего мастера. Качество конечного изделия при грамотном использовании оборудования ничуть не уступает промышленным образцам, а в чем-то будет и превосходить, с точки зрения художественного оформления. Для более точной обработки кромок на заготовках приобретайте фирменные фрезы, в том числе и известных китайских компаний.
набор для изготовления своими руками, ручной фрезер по дереву, набор для производства вагонки
Если интерьер вашего дома оставляет желать лучшего, хочется сделать ремонт, но просто поклеить обои это уже скучно и совершенно неинтересно. Тогда обшивка вагонкой станет отличным решением вашей проблемы. Обшивка стен декоративными досками своими руками станет для вас идеальным творческим решением, а использование вагонки сократит ваше время на поиск материалов для облицовки. Материалы для ремонта вы можете выбрать сами; вагонку можно приобрести как готовую, обработанную доску, так и обработать самостоятельно; .
Тогда обшивка вагонкой станет отличным решением вашей проблемы. Обшивка стен декоративными досками своими руками станет для вас идеальным творческим решением, а использование вагонки сократит ваше время на поиск материалов для облицовки. Материалы для ремонта вы можете выбрать сами; вагонку можно приобрести как готовую, обработанную доску, так и обработать самостоятельно; .
Для чего нужны мельницы?
Для того чтобы обшить стены вам будет недостаточно использовать специальные доски, в дополнение к ним вам нужно будет приобрести ручную фрезу, а так же насадки к ней — фрезы. Фреза представляет собой специальную насадку для инструмента, имеющую любую форму, на которую нанесены зубья, оказывающие при вращении механическое воздействие на предмет. С помощью этих зубчиков можно резать различные предметы, обрабатывать их, шлифовать и так далее.
На современном рынке представлен огромный выбор различных насадок, основными из них являются:
- конец;
- кромка;
- цилиндрический;
- диск.

Терминал
Концевые фрезы на дереве во многих случаях имеют цельную конструкцию, составные типы встречаются редко. Такие насадки работают в основном по принципу нагрузки, производимой на древесину боковой кромкой. Помимо формирования соединений на досках, концевые фрезы можно использовать для обработки торца, а также для создания сложных рисунков на древесине.
Обрезка
Данный вид фрезы наиболее популярен среди мастеров своего дела, данные насадки предназначены для формирования кромки доски. Благодаря особенностям своей структуры кромочные фрезы позволяют создавать кромку различной сложности, не углубляясь в древесину.
Цилиндрический
Этот тип делится на несколько типов:
- конический — используется для создания резьбы по дереву;
- — нужна для изготовления кромки доски;
- канавочные — предназначены для создания канавок различной формы и типа.
спираль

Дисководы
Наиболее удобны для создания и обработки облицовочных досок (вагонки).
Фрезы дисковые применяются различного назначения:
- для обработки футеровки;
- для обработки панели;
- для обработки и шлифовки камня;
- для металла;
- специализированные насадки для различных деревянных изделий.
Резцы для ручной работы с вагонкой, в свою очередь, делятся на 3 вида:
- безопорные;
- подшипник;
- кромка.
При изготовлении самой доски понадобятся опорные или кромочные фрезы; для детальной обработки подойдут безподшипниковые насадки, для которых потребуется приобрести специализированное оборудование.
Вагонка – это специальная доска с пазом с одной стороны и шпунтом с другой. Поэтому нам потребуются фрезы двух видов, функция каждого из них будет предназначена именно для обработки доски с одной стороны. Отличие фрез может быть в диаметре хвостовика, величина которого зависит от требуемой мощности для их использования.
Каждая дисковая мельница имеет стандартную конструкцию, состоит из:
- основание насадки — ось, на которой закреплена вся основная часть;
- сверху оси устанавливаются два диска, на которых расположены режущие ножи;
- в дисках стоит подшипник.
Режущие зубья насадки можно самостоятельно затачивать 3-4 раза для повторного использования.
Фрезерный станок
Этот станок со сменными насадками. Фрезер в основном используется для обработки деревянных изделий, но при покупке дополнительного оборудования на нем можно обрабатывать и пластик, и металл. Этот станок имеет довольно небольшие размеры для своего функционала, его можно использовать практически для любых целей, от изготовления различных деталей до обработки мебели и бытовых изделий.
Этот станок имеет довольно небольшие размеры для своего функционала, его можно использовать практически для любых целей, от изготовления различных деталей до обработки мебели и бытовых изделий.
Фрезы различных видов:
- верхний;
- кромка;
- пластинчатый
Верхний
Окантовка
Ламелла
Использование такого устройства очень удобно и функционально.
Самостоятельное изготовление вагонки
Пошаговая инструкция выполнения работ.
- Для начала вам необходимо подготовить или приобрести плоские доски нужного вам размера. Длину лучше выбирать не более двух метров, чтобы работать с материалом было удобнее. Ширину нужно подобрать и рассчитать самостоятельно (обычно она делается 8-10 см). При обрезке досок остатки материала не нужно выбрасывать; из них можно сделать соединительные планки.
- Затем нужно качественно обработать плату, подготовив ее к работе.
- После того, как доска будет полностью обработана, можно приступить к вырезанию паза и паза. При этой работе все нужно делать четко и размеренно, так как вероятность сделать что-то не так на этом этапе достаточно велика. Доска должна быть хорошо и прочно закреплена, стол, на котором будет производиться работа, должен находиться в устойчивом положении. Глубину паза и ширину шпунта необходимо постоянно регулировать, так как даже при минимальном смещении доска будет повреждаться.
- В некоторых случаях обойтись ручным резаком не получится, так как при производстве, например, калиброванной доски потребуется более сложное оборудование — рейсмус.
 При обрезке досок остатки материала не нужно выбрасывать; из них можно сделать соединительные планки.
При обрезке досок остатки материала не нужно выбрасывать; из них можно сделать соединительные планки.На протяжении всего времени работы необходимо соблюдать все меры безопасности, необходимо использовать защитные очки и перчатки, так как на всех этапах обработки можно получить разного рода травмы.

Выбор фрез по дереву
При выборе фрез следует учитывать все их особенности, во-первых, желательно, чтобы фрезы были изготовлены качественно, в большинстве случаев бренд является гарантией качества, поэтому покупая лучшие инструменты, которые уже проверены временем, к таким маркам относится инструмент Штиль. Во-вторых, необходимо ориентироваться на прочность материала, из которого изготовлена мельница; его нужно выбирать исходя из того, с каким материалом нужно будет работать этому инструменту. И, в-третьих, нужно правильно подобрать тип и тип инструмента, который подходит к вашему роду работ, например, как было сказано выше – для работы с вагонкой больше подходит дисковая фреза.
Заключение
Подводя итог, можно сказать, что человек, привыкший выполнять работу своими руками, должен иметь набор всех видов фрез для работы с различными материалами и различными деталями.
В нашем случае можно отметить, что при выполнении облицовочных работ подходят все виды фрез, но для работы с вагонкой предпочтительнее использовать дисковые фрезы разных типов, каждый из этих видов необходим на разных этапах Работа.
После всех работ вы получите не только красивый внутренний вид вашего дома и бурю положительных эмоций, но и значительную экономию, ведь при покупке готовых облицовочных досок вам придется потратиться почти в два раза дороже, чем приобрести набор всех необходимых инструментов и изготовить вагонку самостоятельно.
О том, как выбрать фрезу для вагонки, смотрите в следующем видео.
Перемещение фрезерного станка: инструменты, индикаторы и советы
Перемещение — это перпендикулярность головки фрезерного станка к столу, а перемещение — это процесс регулировки головки фрезерного станка до перпендикулярности. Есть трамвай, параллельный оси X, и трамвай, параллельный оси Y (иногда называемый «кивком»). В зависимости от вашей машины у вас может быть поворотная головка, предназначенная для резки под углами, отличными от прямых, для большей гибкости. Для фрезерных станков с регулируемыми головками нужно довольно часто проверять трамвай и переустанавливать его.
В зависимости от вашей машины у вас может быть поворотная головка, предназначенная для резки под углами, отличными от прямых, для большей гибкости. Для фрезерных станков с регулируемыми головками нужно довольно часто проверять трамвай и переустанавливать его.
Каждый раз, когда я начинаю новый проект, я пытаюсь проверить трамвай на своем фрезерном станке. Это действительно недостаточно часто. Большинство машинистов, которые работают в магазинах, где каждый может использовать любой станок, каждое утро проверяют трамвай, когда приходят, и немало также проверяют, не использует ли кто-нибудь другой фрезерный станок в течение дня. Дело в том, что если вам нужны точные разрезы и наилучшая отделка, ваша мельница должна быть в трамвае.
Перемещение фрезы с траминатором (индикатор перемещения, шпиндельный квадрат или датчик)
Трамбовка — важная и частая операция для любого фрезерного станка с поворотной головкой. Каждый раз, когда я проверяю трамвай на своей мельнице в стиле Industrial Hobbies RF-45, ее всегда нужно немного подправить. Эти фрезы могут немного дергаться при трамбовке, потому что головка очень тяжелая, хочет «кинуть» вперед, когда вы ослабляете стопорные болты трамбовки, и после ослабления ее трудно сдвинуть хоть немного. Когда вы затягиваете обратно, он, как правило, также немного смещается. Поскольку его трудно двигать, я обычно использовал монтировку, воткнутую в одно из отверстий, чтобы получить небольшой рычаг, с помощью которого можно осторожно постучать головой о трамвай. Для измерения трамвая использую двойной индикатор «траминатор»:
Эти фрезы могут немного дергаться при трамбовке, потому что головка очень тяжелая, хочет «кинуть» вперед, когда вы ослабляете стопорные болты трамбовки, и после ослабления ее трудно сдвинуть хоть немного. Когда вы затягиваете обратно, он, как правило, также немного смещается. Поскольку его трудно двигать, я обычно использовал монтировку, воткнутую в одно из отверстий, чтобы получить небольшой рычаг, с помощью которого можно осторожно постучать головой о трамвай. Для измерения трамвая использую двойной индикатор «траминатор»:
Типичный двухколесный индикатор откатывания «Traminator», доступный на Amazon…
Откатывать мельницу таким способом несложно, но он, безусловно, не кажется очень точным подходом и может быть немного методом проб и ошибок. По крайней мере, я ясно вижу, что происходит с обоими индикаторами. Эти индикаторы являются относительными показаниями. Положите вещь на стол и поверните циферблаты, чтобы обнулить индикаторы. Вставьте его в шпиндель. Ваша миссия состоит в том, чтобы вернуть иглы в нулевое положение, постукивая по головке так или иначе.
Ваша миссия состоит в том, чтобы вернуть иглы в нулевое положение, постукивая по головке так или иначе.
Что дальше? Как насчет этого:
Проверьте это!
Точная регулировка траверсы для вашего фрезерного станка
Возникли проблемы с правильным врезанием этой головки? Вы всегда можете точно отрегулировать трамвай для своей мельницы.
Винтовая регулировка облегчает точное перемещение шпиндельной бабки RF-45 для достижения траектории…
Более быстрое трамвайное перемещение фрезы с помощью ЦИ пиноли
В какой-то момент я разработал процедуру, ручная мельница. Это было до того, как я получил Траминатор, и я перестал так делать, как только он у меня появился. Но для тех, у кого нет Traminator, вот моя базовая установка с DTI на моем Indicol и парой блоков 1-2-3 для обеспечения зазора над тисками:
Базовая откатка
настройка…
Цель состоит в том, чтобы показания DTI были одинаковыми с обеих сторон, что указывает на то, что шпиндель расположен прямо по отношению к столу.![]() Кстати, Indicol — не лучшая установка для трамвая. Правильная трамвайная планка должна быть более жесткой и менее «дерганой». Например:
Кстати, Indicol — не лучшая установка для трамвая. Правильная трамвайная планка должна быть более жесткой и менее «дерганой». Например:
Вот хороший откатной брус
, который вставляется в цангу…
Я решил попробовать использовать ЦИ пиноли и DTI как чувствительный штангенрейсмастер, чтобы он действовал как устройство для выравнивания шпинделя. Я поднимал DTI с блока 1-2-3 с одной стороны, опускал пиноль, пока не видел движение DTI, и нажимал ноль на ЦИ пиноли. Затем я поднимаю блок, переворачиваю его на другой блок и опускаю вниз до тех пор, пока не зарегистрируется DTI. Теперь я могу прочитать на ЦИ пера разницу между двумя сторонами. Затем я толкаю головку до тех пор, пока показания Quill DRO / «Height Gage» не станут на 1/2 первоначальными. Повторяйте процедуру, пока не окажетесь в допустимых пределах. Я смог довольно близко подойти к этому за 2 цикла:
Голова теперь
перемещается в пределах 0,001″ по окружности 10-12″. Это довольно близко к
Это довольно близко к
!
Обкатка фрезерного станка с ЧПУ
Большую часть времени фрезерный станок с ЧПУ гораздо менее привередлив в отношении перемещения, чем фрезерный станок. Дело не в том, что вы не можете или не должны пытаться перемещать его, но вы можете выполнять много полезной работы, не создавая особых проблем с перемещением фрезерного станка с ЧПУ. Если ничего другого, возьмите наплавку и обработайте свою доску для отходов, и это, по крайней мере, сделает поверхность довольно близкой к трамваю.
Подгонка фрезерного станка под углом
Большинство людей слышали о подгонке фрезы, но как насчет подгонки? Перемещение обычно относится к выравниванию по осям, которые предназначены для перемещения, если головка может поворачиваться на фрезерном станке.
Квадратура включает в себя разборку мельницы, чтобы действительно выровнять ее. Это делается один раз в голубую луну, например, когда вы впервые получаете мельницу или если ваша мельница не работает точно даже после вдавливания.
Один из верных способов разжечь спор – это поднять тему выравнивания применительно к неквадратным токарным и фрезерным станкам. Есть школа, которая говорит, что вы выравниваете станину токарного станка, а остальное — функция самого станка. Есть еще одна школа, которая хочет использовать уровень как «близкий к правильному», а затем запускать тестовую планку с дальнейшей регулировкой уровня до тех пор, пока токарный станок не будет резать без конуса. Первая школа видит в этом изгиб кровати и приходит в ужас. Вторая школа видит в этом практическое решение проблемы и задается вопросом, понимает ли это первая школа.
Недавно такой же спор разгорелся вокруг фрезерных станков, в частности Tormach. Это интересная нить, в которой участвуют обе стороны. Филбур явно обращается к самому чистому лагерю следующим замечанием:
.
Я думаю, что регулировка
станины должна быть крайней мерой, а не первой, для исправления трамвайной ошибки
. Перемещение по столу сообщает вам, что шпиндель не перпендикулярен
поверхности стола (при условии, что поверхность плоская!), это не говорит о том, что
0213 ты почему.
шпиндель не может быть под прямым углом к столбцу, или и то, и другое. Скручивание кровати, скорее всего,
замаскирует одну ошибку, внося вторую ошибку. Правильный метод состоит в том, чтобы
идентифицировать каждую ошибку по отдельности и исправить ее, не влияя на другие
выравнивания.
 Столбец может быть не под прямым углом к столу, или
Столбец может быть не под прямым углом к столу, или OTOH, не меньший авторитет , чем сам Грег Джексон из Tormach, говорит, что нужно закрепить основание вместо столбца:
При работе над оптимизацией
левый/правый трамвай, подкладывание передних левых или правых ножек под основание
– это всегда первое, что нужно сделать. Естественное предположение, что
подставка должна быть ровной и жесткой, потом ставишь на нее станок и
все идеально. Реальность мира такова, что все
гибко, даже то, что кажется жестким. Клеть менее жесткая
, чем основание самой мельницы, и когда 1100-фунтовая мельница помещается
на клеть, клеть смещается на несколько тысячных дюйма в противодействии
к весу мельницы.Геометрия машины может показаться
простой, но она становится сложной, когда вы начинаете понимать
мелкие детали. Если вы возьмете идеальную машину и поместите ее на подставку
, которая нелинейно изгибается под весом машины
, тогда будет некоторая ошибка траектории влево/вправо из-за небольшой силы кручения
на основании. Противодействие этой скручивающей силе возможно с помощью прокладки точки соединения основания/колонны
, но прокладка между основанием/стойкой
0213 более простой и, наверное, более точный способ исправления.Железное основание мельницы
подвергается как процессу снятия напряжения выдержкой при нагревании, так и процессу снятия напряжения вибрацией
, поэтому остаточные напряжения маловероятны. Стенд представляет собой сварную конструкцию
и всегда будет иметь некоторые остаточные внутренние напряжения. Если со временем появляются некоторые проблемы с выравниванием
, это может быть результатом аварии, движения
утюга или движения стальной стойки.
. В реальном производственном процессе каждая машина 9Основание 0213 перед сборкой проверяется на большой поверочной плите.
Сборка и испытание выполняются не на плоской пластине, а на
трехточечной опоре. Вместо того, чтобы сидеть на четырех углах железного основания
, машина опирается на два задних угла и круглый стержень
в центре спереди. Поскольку три точки определяют плоскость, этот подход
гарантирует, что во время окончательного испытания в станине не возникнет напряжения.

 Мы считаем, что стенд является наиболее вероятным источником
Мы считаем, что стенд является наиболее вероятным источником Я согласен с Джексоном в этом вопросе с практической точки зрения, хотя он прислал мне письмо, в котором утверждалось, что все проблемы с нарушением прямоугольности можно отнести к неровной подставке, с чем я не согласен. Возможно, с основанием все в порядке, и колонку можно проложить, но если вы можете сделать это с основания,
, который кажется более простым/лучшим подходом. Если ничего другого, попробуйте сначала так и сделайте несколько измерений с помощью DTI, чтобы увидеть, насколько близко вы подходите.
Также обратите внимание, что для того, чтобы это сработало, вы не можете прикрутить машину к подставке. Вы используете выравнивающие ножки на основании, чтобы поднять тот или иной угол, поэтому основание должно иметь возможность подниматься и опускаться относительно подставки.
Выравнивание колонны на моей мельнице IH
Прежде чем попытаться выровнять мельницу, я выровнял машину по столу. Я измерил свою прямоугольность до и после выравнивания, и разница была существенной. Настолько существенно, что вы, вероятно, можете получить идеально ровную форму, просто регулируя выравнивающие ножки вашей мельницы (возможно, вне фактического уровня, но до тех пор, пока ваша машина не станет прямоугольной), точно так же, как с токарным станком и как говорит Грег Джексон из Tormach.
Перед попыткой
выровнять столбец обязательно выровняйте стол!
Простой способ проверить прямоугольность – использовать циферблатный индикатор в шпинделе и цилиндрический угольник на столе.