Что значит алюминий анодированный: Анодированный алюминий
Содержание
Анодированный алюминий
Содержание
- Анодирование – что это
- Зачем анодировать
- Применение анодированного алюминия
- Методики анодирования
- Теплое анодирование
- Холодное анодирование
- Думайте о безопасности
- Заключение
На сегодняшний день алюминий остается очень важным и востребованным материалом для изготовления всевозможных деталей, подделок и прочее. Можно перечислить массу его преимуществ, например, небольшой вес, достаточная прочность, не подвергается коррозии, его легко обрабатывать для дальнейшего использования. Но при всем этом, многих не привлекает его внешний вид. Если вы хоть раз пробовали красить алюминий, то ваши попытки могли заканчиваться безуспешно, ведь краска держится на алюминии очень плохо. Если его использовать без краски, то очень скоро он покроется темными пятнами. Чтобы все это не допустить, была разработана технология анодирования алюминия. Предлагаем вам рассмотреть вопрос о том, что такое анодированный алюминий, какие существуют его разновидности, в каких сферах используется анодированный алюминий и можно ли анодировать этот материал своими руками.
Анодирование – что это
Под анодированием подразумевается анодное оксидирование. То есть это процесс, в результате которого на поверхности алюминия образуется или появляется оксидное покрытие. Вследствие этого процесса происходит окисление металла. В результате алюминий становится неуязвимым для негативного воздействия извне. То есть окисленное место становится намного прочнее.
Зачем анодировать
Как уже говорилось выше, при взаимодействии алюминия с кислородом, на его поверхности образуется пленка. Она предотвращает окисление. Но здесь есть важный нюанс, эта пленка из природного оксида очень тонкая. Как следствие она может прорываться. И чтобы исключить это, было решено анодировать алюминий. Как следствие, металл приобретает намного лучшие технические характеристики.
Так, анодированный алюминий не подвергается коррозии. Образующаяся пленка устойчива к износу. Спустя время, это покрытие не будет даже отслаиваться. Здесь важно понимать еще один нюанс, почему это стало возможным. Некоторые металлы покрывают хромом или цинком. В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Некоторые металлы покрывают хромом или цинком. В случае алюминия его ничем не покрывают. Эта пленка образуется непосредственно на самом металле сама по себе.
Так, к этой процедуре прибегают с целью, придать металлу более декоративный внешний вид, например, тот или иной оттенок. Примечательно то, что цвет анодирования можно изменять. Для этого следует применять анилиновые красители, которые используются при покраске одежды.
Если говорить за промышленные технологии, то там анодируют алюминий в растворе серной кислоты 20 процентов. Что касается домашних условий, то данная технология небезопасна, поэтому необходимо использовать другую методику.
Применение анодированного алюминия
Существует множество сфер использования для достижения абсолютно разных целей. Сейчас рассмотрим их:
- Основа для окраски. Защищенное покрытие способно удерживать слой краски продолжительное время. Для этого осуществляется соединение органического покрытия с хромовым анодным.
 Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок. - Защита от коррозии. Эта защита способна справляться с воздействием даже соленой воды.
- В дизайне. Использование специальных красителей можно придавать алюминию абсолютно разные цвета. Благодаря этому изделиям можно придавать красивый внешний вид.
- Чистые руки. Нередко алюминий используется для создания перил, рукояток, поручней и прочее. Если он будет без анодного покрытия, то на руках могут оставаться следы. Чтобы это исключить все эти детали анодируют, что позволяет держать руки в чистоте. Для достижения таких результатов поры анодного покрытия наполняются.
- Отражение в проекторах. Технология сернокислого анодирования используется для защиты отражателей прожекторов. Это отражение будет сохраняться годами. А если необходимо почистить его поверхность, то для этого нет никаких проблем.
- В тепловых отражателях. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
- Эффективная борьба с износом и трением. За счет более твердого покрытия значительно снижается износ. В этом случае анодное покрытие может достигать до 60 микрон.
- Электрический изолятор. В некоторых типах трансформаторов сегодня принято использовать алюминиевую ленту, в обязательном порядке анодированную. Такое покрытие прекрасно сопротивляется воздействию тепловой энергии.
 Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок.
Даже если слой краски повредится, его легко восстановить, а самому изделию не грозит коррозия и прочее. Данная технология эффективна при нанесении органических красок. Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.
Используется анодированный алюминий в нагревательных рефлекторах. Поверхность легка к любому очищения. Может использовать в помещениях с повышенной влажностью. Толщина покрытия составляет 1 микрон.Методики анодирования
Анодировать алюминий можно разными способами, по крайней мере, мы упомянем о двух:
- Теплое анодирование.
- Холодное анодирование.
Рассмотрим важные особенности каждой технологии.
Теплое анодирование
Выполняется эта работа при комнатной температуре от 15 до 20 градусов по Цельсию. Процедура известна как легкоповторяемая.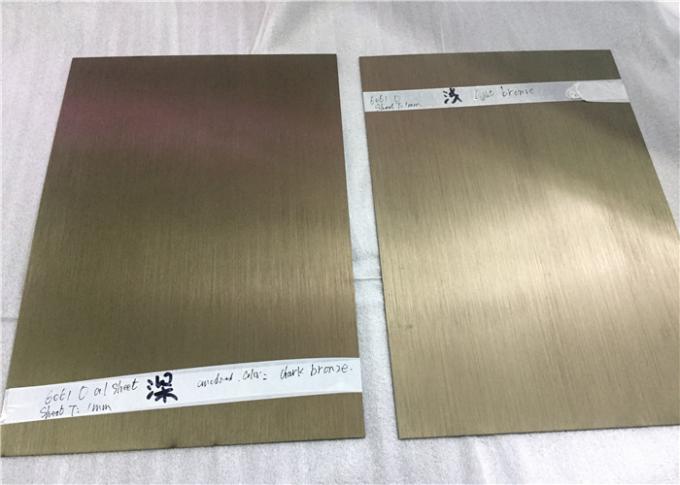 При простых манипуляциях можно получить красивый результат. Однако, данный способ не позволяет достигать прекрасной антикоррозийной защиты. При контакте материала с агрессивной средой, коррозия может проявиться. Также заготовка не будет отличаться хорошей механической защитой. Например, покрытый материал легко поцарапать даже иголкой, а иногда можно стереть и рукой.
При простых манипуляциях можно получить красивый результат. Однако, данный способ не позволяет достигать прекрасной антикоррозийной защиты. При контакте материала с агрессивной средой, коррозия может проявиться. Также заготовка не будет отличаться хорошей механической защитой. Например, покрытый материал легко поцарапать даже иголкой, а иногда можно стереть и рукой.
Но с другой стороны, это покрытие служит прекрасным основанием для дальнейшей обработки материала. Процесс анодирования проходит в такой последовательности:
- Заготовка обезжиривается.
- Изделие крепится в подвеске.
- В ванне необходимо анодировать заготовку до молочно-мутного оттенка.
- После в холодной воде осуществляется процесс промывки.
- Далее происходит процесс окраски заготовки. Для этого используется горячий раствор анилинового красителя.
- На протяжении 30 минут происходит заключительный этап – закрепление всех слоев.
Холодное анодирование
Под этим подразумевается то, что процесс анодирования происходит при температуре от -10 до +10 градусов по Цельсию.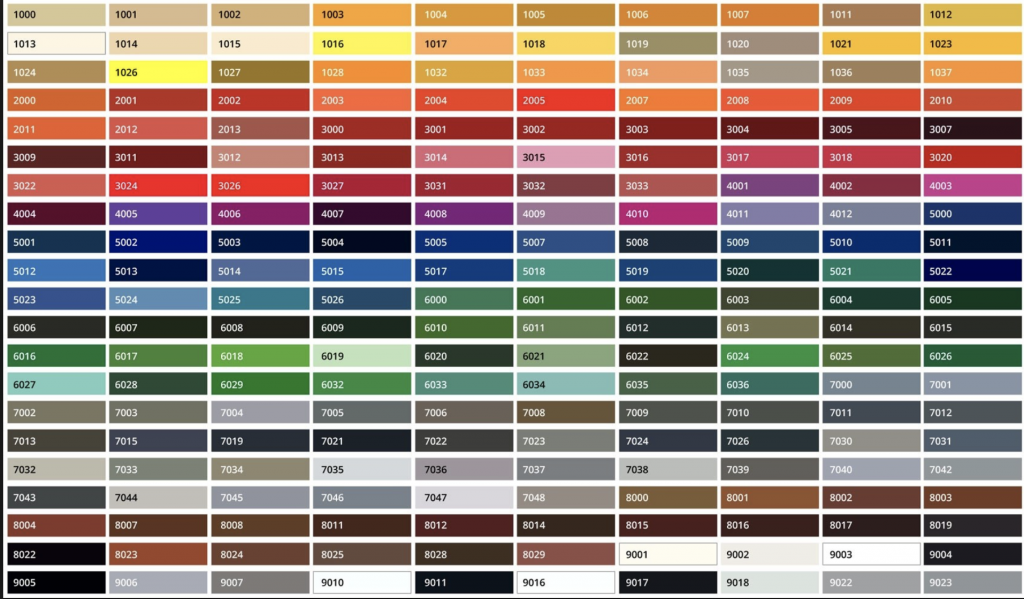 Благодаря этому можно достичь намного лучшего качества, твердости и прочности анодного покрытия. Холодный процесс прекрасно демонстрирует небольшую скорость растворения внешней пленки. Как следствие, образуется толстый слой. Совсем обратная ситуация при теплом процессе.
Благодаря этому можно достичь намного лучшего качества, твердости и прочности анодного покрытия. Холодный процесс прекрасно демонстрирует небольшую скорость растворения внешней пленки. Как следствие, образуется толстый слой. Совсем обратная ситуация при теплом процессе.
Итак, для достижения таких результатов необходимо создать условия принудительного охлаждения. Без этого создать красивое и износоустойчивое покрытие создать будет невозможно. Если говорить о минусе этой технологии, то она заключается в следующем: поверхность нельзя окрасить органическими красителями.
Технологический процесс того, как происходит холодное анодирование алюминия выглядит так:
- Поверхность тщательно обезжиривается.
- Заготовка крепится в подвеске.
- В ванне происходит процесс анодирования до образования плотного оттенка.
- Осуществляется промывка в холодной и горячей воде.
- Далее происходит процесс варки заготовки в дистиллированной воде. Также изделие выдерживается на пару. Эти действия позволяют закрепить все образовавшиеся слоя.
 Эти действия позволяют закрепить все образовавшиеся слоя.
Эти действия позволяют закрепить все образовавшиеся слоя.Думайте о безопасности
Итак, выполнить этот процесс в домашних условиях можно, но для этого следует быть крайне предусмотрительным и соблюдать технику безопасности. Лучше всего делать это на открытом воздухе. Ведь кислота является очень опасным веществом. И это даже несмотря на то, что вы будете использовать большой концентрат кислоты.
Важно! Если она попадет на кожу, то вы испытаете неприятный зуд. Но если случайно попадет в глаза, то это может привести к серьезным последствиям.
Итак, для работы следует использовать защитную одежду, перчатки и очки. Плюс ко всему, всегда иметь рядом раствор соды или ведро чистой воды.
Заключение
Итак, вот мы и узнали с вами, что такое анодированный алюминий. Мы рассмотрели сферы его использования и варианты того, как выполнить подобную работу самостоятельно. В дополнении ко всему, предлагаем просмотр видео, которое закрепит все полученные знания из этой статьи о том, как анодировать алюминий своими руками. Мы уверены в том, что вы справитесь со всеми работами самостоятельно без посторонней помощи.
Мы уверены в том, что вы справитесь со всеми работами самостоятельно без посторонней помощи.
Жидкое стекло и его применение
Сколько досок в кубе
ДВП или оргалит
Штукатурка короед своими руками
Анодированный алюминий | Алюмофото
Анодированный алюминий – это алюминий, поверхность которого с помощью электрохимического процесса покрыта плотной оксидной пленкой алюминия — Al2O3. По прочности оксидная пленка анодированного алюминия схожа с корундом – твердым минералом. Для справки, наиболее распространенными разновидностями корунда являются сапфиры и рубин, отличающиеся примесями солей различных металлов.
Среди важный характерных свойств анодированного алюминия являются: толщина оксидного слоя и равномерность ячеистой структуры поверхности.
Отличительным показателем качества в производстве анодированного алюминия является обеспечением равномерного нарастания оксидной пленкой и ее свойств. Равномерная поверхность оксидной пленки обеспечивает равномерное прокрашивание поверхности алюминиевых изделий. По спецификации и производственной технологии компания Алюмофото анодирует алюминий с глубиной (толщиной) оксидного слоя в 15-20 микрон, а благодаря отсутствию примесей в оксидной пленке, обеспечивается бесцветная прозрачность защитного слоя.
Получаемая оксидная пленка придает стойкость анодированного алюминия к коррозии (в том числе, к морской воде) и устойчивость к износу. То есть, анодное покрытие алюминия дает максимальный срок эксплуатации изделия. Важно понимать, что анодированный слой это не дополнительное покрытие хромом, цинком или другим металлом, это оксидная пленка, которая непосредственно образуется на самом алюминии.
Существует множество сфер применения анодированного алюминия, к примеру:
- в промышленном производстве используется анодированный алюминий для изготовления шильдов по ГОСТ.
- анодированный металл часто используется в дизайне и при изготовлении различной полиграфической продукции (фото на металле,наградные дипломы, металлические визитки и т.д.) с использованием различных возможностей цветопередачи;
- применение в эстетическо-декоративных целях (шильды и таблички на кубки или на картины).

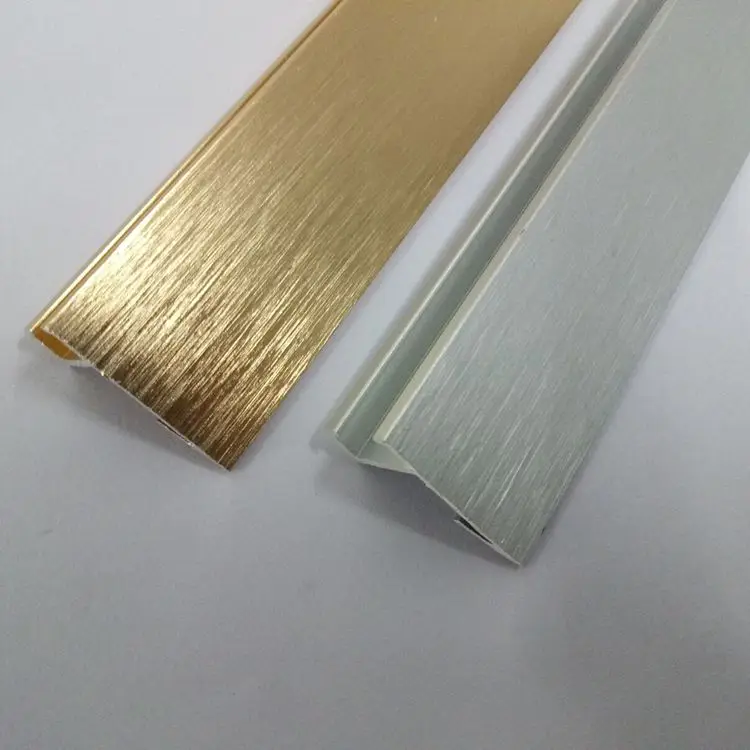
В зависимости от фактуры поверхности металла, различаю: матовый и глянцевый анодированный алюминий. Основным отличием является то, что матовая поверхность не имеет блеска и отражения, в отличии от глянцевой поверхности алюминия.
Использование анодированного алюминия на сегодняшний день остается приоритетным в производстве при соблюдении спецификации ГОСТ.
Компания Алюмофото является одним из ведущих производителей анодированного алюминия в Санкт-Петербурге и по всей России.
Для ваших потребностей компания готова изготовить анодированный алюминий сплавов марок АМц и АМг с фактурами поверхности как матовой, так и глянцевой. Для заказа доступны следующие конфигурации алюминия:
Для заказа доступны следующие конфигурации алюминия:
- анодированная фольга, толщиной алюминия 0,1мм;
- анодированный алюминий средней толщины металла 0,2; 0,5; 0,8 мм;
- анодированный алюминий толщиной 1,0; 1,5; 2,0; 2,5; 3,0; 4,0мм;
- матовый анодированный алюминий;
- глянцевый анодированный алюминий.
По умолчанию, анодный слой имеет бесцветную поверхность, что позволяет использовать его в качестве материала для нанесения изображений или текста на металл по технологиям Алюмофото, Металлографика, Металл принт и другие. Анодированный алюминий для печати используется в качестве основного материала для производства шильдов, знаков безопасности, панелей измерительных приборов и т.д. Возможно полностью прокрашивание под различный цвет в качестве фона. Компания Алюмофото не только предоставляет возможность купить цветной анодированный алюминий по отличной цене, но и купить анодированный металл с полной или частичной прокраской поверхности. Так же компания предлагает купить черный анодированный алюминий с полной прокрашенной черной матовой или глянцевой поверхностью.
Так же компания предлагает купить черный анодированный алюминий с полной прокрашенной черной матовой или глянцевой поверхностью.
Цены на анодированный алюминий Вы можете уточнить по контактным телефонам или оставить заявку на электронную почту [email protected]
В компании Алюмофото Вы можете купить анодированный металл оптом и в розницу.
Что такое анодирование алюминия? — Medical Design and Outsourcing
[Изображение из Florida Anodize System & Technologies]
Нил Патель, вице-президент, Florida Anodize System & Technologies (FAST)
Анодирование алюминия представляет собой процесс электрохимической пассивации, посредством которого поверхностный слой алюминия подложка превращается в слой оксида алюминия. Хотя на алюминии можно обнаружить естественный оксидный слой, этот слой часто бывает неровным, тонким и обеспечивает плохую защиту. Контролируемое приложение электрического заряда в кислой электролитической ванне приводит к очень регулярному и однородному слою, который имеет повышенную прочность, а также стойкость к износу и коррозии. Кроме того, эти анодные слои могут подвергаться вторичной обработке для включения различных функциональных материалов, таких как красители или смазочные материалы.
Кроме того, эти анодные слои могут подвергаться вторичной обработке для включения различных функциональных материалов, таких как красители или смазочные материалы.
Существует множество процессов и стандартов, применимых к анодированию алюминия, наиболее распространенные из которых берут свое начало в оборонной, аэрокосмической и автомобильной промышленности. В США наиболее часто цитируемой спецификацией анодирования является спецификация Министерства обороны США MIL-A-8625, которая определяет три типа анодирования алюминия: тип I — анодирование хромовой кислотой, тип II — анодирование серной кислотой и тип III — твердое анодирование серной кислотой, с Чаще всего используются тип II и тип III.
Как наносят анодированные покрытия?
Процессы анодирования включают погружение алюминиевого компонента в кислую электролитическую ванну с последующим пропусканием электрического заряда через среду. Катод расположен снаружи бака, а алюминий служит анодом (отсюда и термин анодирование). Когда ток проходит через ванну, ионы кислорода высвобождаются из кислого электролита и соединяются с алюминиевой подложкой, образуя слой оксида алюминия. Важно отметить, что, в отличие от процесса окраски или нанесения покрытия, анодный слой полностью интегрируется в нижележащую подложку, фактически формируясь в подложке и из нее одновременно.
Когда ток проходит через ванну, ионы кислорода высвобождаются из кислого электролита и соединяются с алюминиевой подложкой, образуя слой оксида алюминия. Важно отметить, что, в отличие от процесса окраски или нанесения покрытия, анодный слой полностью интегрируется в нижележащую подложку, фактически формируясь в подложке и из нее одновременно.
На что обратить внимание при выборе анодированного покрытия?
Люди часто неправильно понимают терминологию анодирования, особенно в отношении фразы «твердое покрытие». Хотя на первый взгляд слово «твердый» может указывать на некоторую форму прочности или износостойкости, в данном случае «твердое покрытие» более точно относится к толщине анодного слоя. Спецификация, из которой произошел этот термин, MIL-A-8625, даже не упоминает какие-либо характеристики твердости для анодов типа II или типа III. На самом деле твердость оксида алюминия обоих типов была бы эквивалентна, хотя разница в толщине твердого покрытия существенно меняет внешний вид поверхности подложки.
Это, в свою очередь, приводит к тому, что анодное покрытие является идеальным для медицинских устройств. Как указывалось ранее, наиболее распространенные спецификации анодирования в США исходят от аэрокосмической и оборонной промышленности. Потребности этих отраслей сильно отличаются от потребностей медицинских и хирургических устройств. Например, механические аспекты аэрокосмической, оборонной и автомобильной промышленности требуют стойкости к истиранию, поэтому было бы уместно анодирование с твердым покрытием. Однако для медицинской и хирургической промышленности стойкость к истиранию не так важна, как химическая устойчивость, которая необходима для систем стерилизации.
Таким образом, в первую очередь необходимо, чтобы медицинское анодированное покрытие было достаточно прочным, чтобы выдерживать не менее 50 циклов (а лучше больше) этиленоксида, перекиси водорода или высокощелочного очистителя. Для этого потребуется, чтобы краситель не выщелачивался, не выцветал, не шелушился и не образовывал пузырей после повторной стерилизации.
Кроме того, помимо соображений толщины или химической стойкости, хорошее медицинское анодирование также должно иметь гладкую и ровную поверхность без локального изменения цвета, а цвета не должны казаться тусклыми или нечеткими (если только это не желаемый внешний вид). Скорее, для легкой идентификации и с учетом человеческого фактора в медицинских условиях анодные покрытия должны иметь яркое, легко идентифицируемое и блестящее покрытие.
Наконец, поскольку оценка человеческого фактора при проектировании медицинских устройств становится все более строгой, медицинское анодирование должно быть доступно во множестве цветов, чтобы помочь операторам легко различать типы устройств или поверхности управления. Несмотря на то, что доступна черная или прозрачная отделка, палитра невымываемых, устойчивых к стерилизации цветов позволяет производителям медицинского оборудования эффективно использовать цвет в качестве модальности человеческого фактора.
Таким образом, анодирование медицинского назначения должно быть:
- ровная и однородная отделка,
- доступен во множестве невымываемых цветов,
- быть эстетичным,
- устойчив к агрессивным химическим средам стерилизационных систем
На что обращать внимание при выборе поставщика услуг по анодированию
Поставщики услуг по анодированию есть практически в каждом уголке США. Тем не менее, в отрасли медицинского оборудования стоимость некачественной продукции исключительно высока, поэтому производители должны проявлять бдительность при выборе поставщика услуг по анодированию.
Тем не менее, в отрасли медицинского оборудования стоимость некачественной продукции исключительно высока, поэтому производители должны проявлять бдительность при выборе поставщика услуг по анодированию.
При выборе поставщика необходимо учитывать несколько важных моментов:
- Опыт работы в медицинской отрасли — большая часть анодирования выполняется для аэрокосмической и оборонной промышленности, поэтому выбор компании, занимающейся анодированием, не только с опытом, но и со специализацией в области медицинского оборудования, может радикально изменить ситуацию. повлиять на конечное качество анодного покрытия. Приемлемые масла для обработки, производственные стандарты и т. д. зависят от отрасли, поэтому обработка медицинского оборудования в химических ваннах, используемых в других отраслях, может привести к загрязнению ванны и получению несоответствующего материала.
- Соответствие требованиям медицинской промышленности — когда качество всех компонентов имеет решающее значение, важно, чтобы поставщик понимал нормативные требования сектора медицинского оборудования и имел проверенную отраслевую систему управления качеством, такую как ISO 13485.
- Утвержденное и масштабируемое производство. Консистенция и качество готового анодного покрытия должны быть измерены и подтверждены на уровне, приемлемом для масштабируемого производства. При выборе поставщика уместно спросить о проценте прохождения QC компанией, особенно в связи с тем, что в отрасли медицинского оборудования затраты, связанные с возвратом несоответствующих / несоответствующих материалов, могут быть как значительными с финансовой точки зрения, так и нормативными осложнениями. Проходной балл QC 98% и более обычно являются признаком высококачественного анодного процесса медицинского уровня.
Нил Пател (Neel Patel) — вице-президент компании Florida Anodize System & Technologies (FAST) в Сэнфорде, штат Флорида. Для получения дополнительной информации посетите сайт anodizefast.com или напишите по адресу электронной почты [email protected].
Мнения, выраженные в этом сообщении в блоге, принадлежат только авторам и не обязательно отражают точку зрения компании Medical Design and Outsourcing или ее сотрудников.
Цвета анодированного алюминия: Окрашивание алюминиевых изделий
В конце производственного процесса следует обработка поверхности. Существуют разные методы, но для алюминиевых или других материалов процесс анодирования является заслуживающим доверия методом. Причина не надуманная, так как приводит к производству прочного, но красивого продукта. Анодирование включает в себя процессы, которые необходимо понимать, и двумя важными частями являются знание того, как окрашивать алюминий, и какие цвета анодированного алюминия использовать.
Цвета анодирования важны, поскольку они многое говорят о свойствах конечного продукта. В этой статье вы узнаете об анодировании, распространенных цветах анодированного алюминия и о том, как окрашивать алюминиевые изделия с помощью анодирования. Давайте приступим к делу, чтобы вы могли понять, как работает процесс.
Основы процесса анодирования
Прежде чем обсуждать различные цвета анодированного алюминия или способы окрашивания алюминия, мы должны поразмыслить над тем, в чем заключается этот процесс. Если у вас нет научного образования или вы уже глубоко укоренились в этом процессе, неудивительно, что вы интересуетесь процессом анодирования алюминия. Поэтому в этом разделе мы обобщим основные сведения о процессе.
Если у вас нет научного образования или вы уже глубоко укоренились в этом процессе, неудивительно, что вы интересуетесь процессом анодирования алюминия. Поэтому в этом разделе мы обобщим основные сведения о процессе.
Анодирование алюминия представляет собой электрохимический процесс, при котором поверхности алюминиевых изделий покрывают износостойким оксидным слоем. Таким образом, продукты обладают свойствами, улучшающими качество и эстетику. Например, они прочны, устойчивы к износу и коррозии. У них также есть это прекрасное ощущение, которое удовлетворяет эстетическим требованиям большинства пользователей.
Анодирование представляет собой электрохимическую реакцию в ячейке, в которой алюминиевая часть действует как анод, катод представляет собой инертный материал, а кислый электролит. Below are the electrochemical reactions at the electrode:
- Anode: 2Al + 3H 2 O = Al 2 O 3 + 6H+ + 6e-
- Cathode: 6H+ + 6e- = 3H 2
- Результирующая реакция анодирования: 2Al + 3H 2 O = Al 2 O 3 + 3H 2
Типы процесса анодирования
Существует три типа процесса анодирования, каждый из которых отличается интенсивностью покрытия.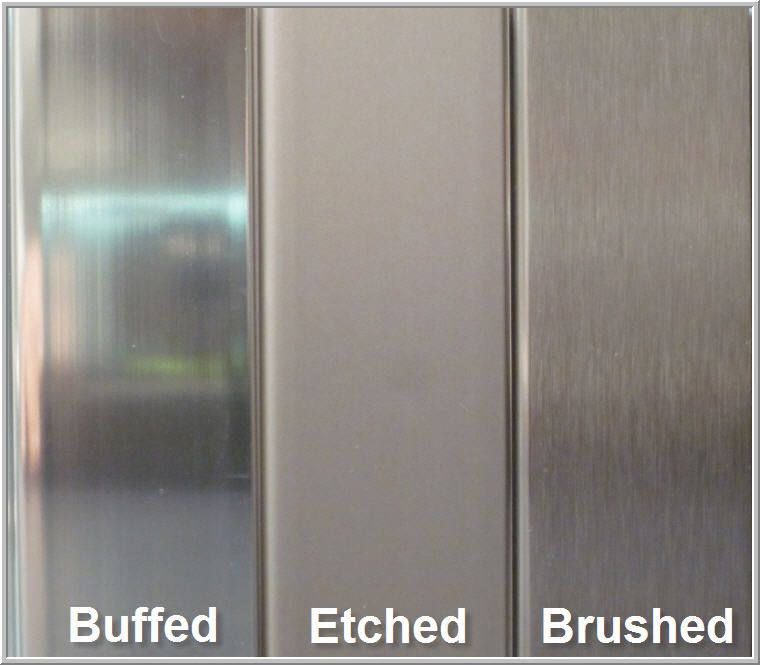 Разница связана с электродами, электролитами и энергией, используемой в каждом процессе.
Разница связана с электродами, электролитами и энергией, используемой в каждом процессе.
·
Процесс анодирования типа 1
Процесс анодирования типа 1 также известен как «легкий» тип и включает использование хромовой кислоты в качестве электролита и алюминиевой детали в качестве анода. Когда через электролит пропускают ток, положительные частицы выбрасываются из анода, образуя микроскопические канавки на поверхности. Затем микроскопические бороздки окисляются с образованием оксидного слоя. По сравнению с обычными алюминиевыми изделиями без отделки, изделия, изготовленные с помощью этого процесса, обладают лучшей термостойкостью и коррозионной стойкостью.
·
Процесс анодирования типа 2
В процессе анодирования типа 2 вместо хромовой кислоты используется серная кислота. Серная кислота более эффективна, что приводит к лучшему выбросу положительных частиц алюминия, чем это наблюдается у кислот типа 1. Поэтому образовавшаяся микроскопическая канавка оказывается глубже, а оксидный слой толще. Эти два свойства ответственны за лучшее удерживание краски алюминиевыми деталями типа 2.
Эти два свойства ответственны за лучшее удерживание краски алюминиевыми деталями типа 2.
·
Процесс анодирования, тип 3
Процесс анодирования типа 3 идеально подходит для изготовления тяжелых изделий из алюминия. В отличие от других типов процесса анодирования, здесь используется более высокое напряжение и сильная кислота (серная кислота).
Цвета для анодирования
Цвета для анодирования отличаются от цветов, используемых при других технологиях, таких как порошковое покрытие или краска. С точки зрения достижения однородности цвета существуют трудности из-за множества переменных, связанных с анодированием.
В то время как процесс анодирования открыт для всех цветов радуги, раньше цвета анодированного алюминия сильно зависели от многих факторов, таких как размер, сорт, отделка ленты. Ниже приведены шаги по окрашиванию алюминиевых изделий с помощью процесса анодирования.
Очистка и травление алюминиевой детали
Первый этап начинается с очистки алюминиевых изделий в баках для моющего средства и ополаскивателя. После промывки деталь травят, чтобы придать ей полированную и блестящую поверхность. Травление проводится для удаления следовых количеств металлов, которые могут привести к ошибке во время процесса.
После промывки деталь травят, чтобы придать ей полированную и блестящую поверхность. Травление проводится для удаления следовых количеств металлов, которые могут привести к ошибке во время процесса.
Создание слоя пленки
После очистки происходит процесс анодирования. Вы можете анодировать, используя любой из трех типов анодирования, рассмотренных выше. Однако есть и другие вещи, на которые стоит обратить внимание.
- Металлический сплав определяет размер и форму пор.
- Температура резервуара, концентрация раствора и напряжение определяют глубину пор.
Добавление цвета
Существует четыре способа добавления цвета анодированного алюминия. Ниже приводится объяснение четырех методов.
- Электролитическая окраска . Этот метод включает погружение алюминиевых деталей в раствор, содержащий некоторые соли металлов. Заполняя поры, они образуют покрытие, достаточно прочное, чтобы противостоять УФ-лучам. Однако существует ограничение на количество цветов анодирования, которые вы можете использовать, наиболее распространенными являются бронзовый или черный цвет.
 Однако существует ограничение на количество цветов анодирования, которые вы можете использовать, наиболее распространенными являются бронзовый или черный цвет.
Однако существует ограничение на количество цветов анодирования, которые вы можете использовать, наиболее распространенными являются бронзовый или черный цвет.- Окрашивание погружением . В этом методе деталь помещается в резервуар с красителем. Краситель заполняет поры, и поверхность кипятят в деионизированной воде, чтобы закончить реакцию. Вы можете использовать окрашивание погружением со многими цветовыми вариантами. Однако они не так устойчивы к ультрафиолету.
- Интегральная окраска . Интегральная окраска сочетает в себе анодирование и окраску для окрашивания алюминиевых изделий в бронзовые и черные оттенки. Изделия также становятся более устойчивыми к истиранию.
- Интерференционная окраска . При интерференционной окраске пористая структура увеличивается. Поэтому отложение металлов в порах приводит к появлению светостойких цветов от синего, зеленого и желтого до красного. Эти цвета возникают в результате эффектов оптической интерференции, а не эффектов рассеяния света.
 Эти цвета возникают в результате эффектов оптической интерференции, а не эффектов рассеяния света.
Эти цвета возникают в результате эффектов оптической интерференции, а не эффектов рассеяния света.Герметизация
Герметизация является последней стадией анодирования. Здесь молекулы красителя, которые находятся в поре, задерживаются в порах. Герметизация предотвращает поглощение нежелательных молекул в порах.
Герметизация производится в горячей воде при температуре 200ºF (93ºC). Кристаллы гидратированного оксида алюминия, образующиеся в горячей воде, ответственны за герметизацию пор. Соли металлов также могут осаждаться после растворения в горячей воде при температуре 180ºF (86ºC).
Color Matching
Анодирование красок, в отличие от красок, не вызывает привыкания. Если вы поймете концепцию света, вы поймете различие, которое оно несет. Обычно цвет, отображаемый любым материалом, отражает то, что поглощается. Следовательно, если белый свет падает на синее ведро, то ведро поглощает другие цвета и отражает синий цвет. Это заставляет нас воспринимать его как синее ведро. Процесс такой же в цвете анодирования.
Если вы поймете концепцию света, вы поймете различие, которое оно несет. Обычно цвет, отображаемый любым материалом, отражает то, что поглощается. Следовательно, если белый свет падает на синее ведро, то ведро поглощает другие цвета и отражает синий цвет. Это заставляет нас воспринимать его как синее ведро. Процесс такой же в цвете анодирования.
Однако есть небольшое дополнение. Вместо того, чтобы отражать свет, анодированная пленка, сформированная на поверхности, передает свет алюминию на базовой поверхности. Затем основной металл отражает его на пленку и наружу. Таким образом, анодированный слой действует как фильтр, а не как отражатель, что важно при согласовании цветов.
Подобрать нужный цвет непросто, особенно если они не принадлежат к одной партии. Чтобы выбрать правильный метод сопоставления, вы должны понимать концепцию сопоставления цветов, описанную выше, и важные факторы, определяющие внешний вид цветов анодирования. Вот на что вам следует обратить внимание:
·
Марка алюминия
Это наиболее важный фактор, на который следует обратить внимание при цветном анодировании алюминия. Каждая марка алюминия имеет свой цвет и оттенки, и они влияют на цветовое соответствие.
Каждая марка алюминия имеет свой цвет и оттенки, и они влияют на цветовое соответствие.
·
Тип покрытия
Отделка (часть пленки) играет огромную роль в отражающих свойствах алюминиевого изделия. Поэтому для лучшего с точки зрения цветового соответствия предпочтительнее использовать образец с такой же отделкой.
·
Количество красителей, создающих цвет и слоистость
Тип используемых красителей также играет огромную роль в дремлющем изменении цвета. Цветовая вариация увеличивается, когда для соответствия цвету требуется больше красителей, цветовая вариация увеличивается. Кроме того, большое значение имеет многослойность, так как каждый слой может отличаться по цвету.
·
Кристаллическая структура продуктов
Кристаллическая структура металла, из которого состоит продукт, также влияет на отражающие свойства алюминиевого продукта. Под углом может показаться, что цвета совпадают. Однако другой угол отражения может показать иное. Это состояние называется «переворотом цвета» и играет огромную роль в согласовании цветов.
Это состояние называется «переворотом цвета» и играет огромную роль в согласовании цветов.
Как удалить цвет с анодированной детали, если он не совпадает?
Удаление цвета сильно зависит от природы используемого красителя и состояния анодированных изделий. Вы можете удалить краску только с герметичных анодированных изделий, используя раствор для удаления хрома/фосфора (если вы хотите, чтобы алюминий оставался неповрежденным). Однако, если вас не смущает небольшая деградация алюминиевой детали, вы можете использовать щелочное травление.
Для незапечатанных анодированных изделий можно использовать 10-15% азотную кислоту для удаления красителей. Однако это работает только для большинства красителей, а не для всех.
Заключение
Анодирование представляет собой электролитический процесс, имеющий большое значение для обработки поверхности, используемый для улучшения процесса обработки поверхности с точки зрения эстетики, оптической относительности и т. д. В этой статье рассказывается о процессе анодирования и о том, как окрашивать алюминиевые детали. Также говорилось о факторах, которые играют огромную роль в подборе цвета. Без сомнения, процесс анодирования может показаться сложным. Однако, чтобы получить лучшее с точки зрения качества и низкой стоимости, вы можете довериться нам в RapidDirect.
д. В этой статье рассказывается о процессе анодирования и о том, как окрашивать алюминиевые детали. Также говорилось о факторах, которые играют огромную роль в подборе цвета. Без сомнения, процесс анодирования может показаться сложным. Однако, чтобы получить лучшее с точки зрения качества и низкой стоимости, вы можете довериться нам в RapidDirect.
Получить мгновенную смету
Часто задаваемые вопросы
Можете ли вы изменить цвет анодированного алюминия?
Да. Однако это требует некоторых шагов, так как вы не можете анодировать перекрашенный анодированный алюминий и снова красить его. Вы можете проверить статью о том, что нужно сделать, чтобы изменить цвет анодированного алюминия
Изнашивается ли анодированный алюминий?
Да, несмотря на то, что они кажутся постоянными, анодированный алюминий изнашивается. Время, необходимое для их износа, зависит от типа используемого процесса анодирования.