Расход пф краски: Расход эмали ПФ-115 на 1 м2 — завод УЗЛИ
Содержание
Расход эмали ПФ-115 на 1 м2 — завод УЗЛИ
Подсчет расхода ПФ-115 на 1м2 поверхности
Средние нормы расхода эмали на нанесение одного слоя покрытия составляют 110-130 грамм на квадратный метр поверхности. В зависимости от выбранного цвета один килограмм эмали позволяет использовать определенную площадь:
- Белая эмаль – от 7 до 10 м2;
- Черная – от 17 до 20 м2;
- Голубая и синяя – от 11 до 14 м2;
- Коричневая – от 13 до 16 м2;
- Красная или желтая – от 5 до 10 м2.
Эмаль можно разводить, используя уайт-спирит, сольвент или их смесь в равных пропорциях. Для нанесения краски на поверхность используют валик или кисть, нанося несколько слоев покрытия, каждому из которому дают просохнуть на протяжении 24 часов.
Существуют определенные нормы расхода краски на квадратный метр окрашиваемой поверхности. Рассчитывая среднюю норму расходования, важно принимать во внимание целый ряд немаловажных факторов:
- Вязкость красящего вещества;
- Качество окрашиваемой поверхности;
- Место, где выполняется окрашивание – внутри или снаружи помещения, погодные условия.


Количество среднего расхода эмали ПФ-115 на 1м2 для нанесения одного слоя покрытия на поверхность составляет 110-130 грамм на квадратный метр.
Наиболее существенной причиной повышения расхода эмали при окрашивании металлических поверхностей являются условия окружающей среды. В частности, окрашивание квадратного метра металла требует большего количества эмали внутри помещения, чем снаружи в теплую и сухую погоду. При этом ухудшение погодных условий приводит к существенному повышению расхода краски вне помещений: окрашивание в условиях сильного ветра, тумана и дождя требует значительно большего количества краски.
Одним из важнейших компонентов любой краски является олифа, выступающая в качестве связующего элемента. После нанесения краски на поверхность начинается полимеризация олифы.
Наиболее популярной на сегодняшний день краской является эмаль пентафталевая. После ее нанесения на поверхность начинает образовываться пленка, обладающая однородной структурой и не расслаивающаяся со временем.
Эмали пф-115 расход на 1м2 — завод УЗЛИ
В зависимости от специфики краски и поверхности, которую нужно окрашивать, каждый материал имеет свой расход на м2. Для того чтобы правильно подготовиться к процессу, купить достаточное количество краски, нужно владеть необходимой информацией.
Краска ПФ 115 была создана еще в Советском Союзе, но пользуется высоким спросом еще и в наше время. Она изготавливается с пентафталевой основой (что и сыграло роль при названии).
Эмаль ПФ 115 может быть использована для окрашивания как снаружи, так и внутри. По своим характеристикам соответствует ГОСТ 6465-76. Краска ПФ 115 может применяться для окрашивания изделий из металла, дерева и других материалов, которые подвергаются атмосферному воздействию, а также для окрашивания внутри зданий.
Она считается одной из лучших отечественных красок среди алкалоидных, которые могут быть использованы для различных целей. Мы расскажем, сколько нужно для окрашивания поверхностей на 1 м2
Характеристика
Производится матовой или глянцевой. Самый распространенный цвет – белый, но бывает голубого, серого, зеленого, желтого, кремового и других цветов. Какие бывают цвета и оттенки можно узнать в картотеке цветов.
Самый распространенный цвет – белый, но бывает голубого, серого, зеленого, желтого, кремового и других цветов. Какие бывают цвета и оттенки можно узнать в картотеке цветов.
Характеризуется отличной устойчивостью к атмосферным влияниям, ультрафиолету, влаге, резким перепадам температур. Обладает особенностью формировать водоустойчивое покрытие, поэтому окрашенные вещи хорошо переносят воздействие химических моющих средств.
Образовывает гладкие декоративные однородные покрытия. Матовость 50% без потеков. Можно колеровать в разные оттенки. На протяжении длительного периода не теряет своих свойств. В умеренном климате прослужит минимум 4 года, а в тропическом – 1 год. Для различных покрытий существуют несколько типов эмали.
Подготовка поверхности перед нанесением
Перед тем как окрашивать, поверхность нужно тщательно подготовить. Она должны быть ровной, чистой и обезжиренной. Деревянную поверхность нужно предварительно зашкуривать с помощью наждачной бумаги и нанести слой олифы. Старая краска удаляется обязательно.
Старая краска удаляется обязательно.
Для поверхности штукатурки, кирпича и бетона нужно окрашивать в 2 или 3 слоя. Перед окраской поверхность нужно грунтовать и шпаклевать, удалить старую известь, промыть водой и просушить.
Окрашивание поверхностей
Краска может храниться при температуре от – 40 до +40 градусов 6 месяцев. Перед тем как использовать, нужно тщательно перемешать, можно использовать растворитель (максимум 10% от общей массы). Это может быть сольвент, уайт-спирит, скипидар. При наличии на поверхности пленки, её нужно удалить. Окрашивать можно при температуре от +5 до +35 градусов.
Для нанесения можно использовать плоскую кисть (должен быть натуральный ворс), валик или краскопульт. Окрашивать детали можно окунув в краску, облить или же с помощью электрополя.
Какие нормы расхода
Нормы расхода краски зависят от некоторых факторов, при которых происходит окрашивание. Количество эмали на м2 могут существенно отличаться. Большинство мастеров и новичков пользуются стандартными нормами.
В среднем ПФ 115 расход на квадратный метр от 110 до 130 г. Сопутствующие факторы могут увеличивать или уменьшать расход. Чтобы рассчитать трату, нужно учитывать вязкость, состояние поверхности, которую нужно окрашивать, какие используются инструменты для нанесения, где наносим (внутри или снаружи).
Увеличенный расход краски ПФ 115 на 1 м2 может быть по причине внешних факторов. Если погода безветренная и сухая, количество расходованной краски при окрашивании снаружи будет меньше, чем окрашивание такой же поверхности из идентичного материала внутри. Но если появляется ветер, погода существенно меняется – расход увеличивается. Отлично подходит для окрашивания по металлу.
На один слой может пойти от 100 до 180 г при толщине 18 – 23 мкм. Из этого можно сделать вывод, что килограмма краски хватит для окрашивания поверхности площадью 7 – 10 м2. Если использовать цветные пигменты, нужно понимать, что расход материала будет больше. Краска полностью высыхает через 24 часа. Можно сушить на протяжении 1 часа с помощью сушки при температуре 100 – 110 градусов.
Можно сушить на протяжении 1 часа с помощью сушки при температуре 100 – 110 градусов.
Если окрашиваем в условиях яркого солнца, нужно приготовиться к тому, что расход на квадратный метр существенно увеличиться по причине испарения. Эти показатели могут увеличиться больше чем в два раза. Поэтому если хотите сократить расход эмали – подстраивайтесь под погоду.
Окрашиваемые поверхности
Обладает уникальными характеристиками, может использоваться для окрашивания оцинкованного железа, цветных и черных металлов. В зависимости от окрашиваемой поверхности будет и показатель расхода материала на квадратный метр. Выравнивать поверхность нужно потому, что эмаль покажет даже самые небольшие изъяны.
Для экономии лако-красочных материалов, лучше использовать грунтовку для адгезии, а также шпаклевку, чтобы устранить дефекты на стенах. Обратите внимание на оттенок металла, который скоро будет окрашен. От этого зависит и расход краски, поскольку интенсивность цвета влияет на количество слоев, которые потребуется наносить.
Каждый слой требуется наносить с помощью кисти или валика. Быть может, потребуется сделать несколько слоев, тогда нужно подождать, пока подсохнет предыдущий. При окрашивании поверхностей с помощью кисточки – количество краски увеличится, поскольку инструмент впитывает материал. Валик позволит сэкономить, поэтому если можно, используйте именно его.
Почему нужно покупать у нас
При использовании качественной краски расход материала на м2 будет в пределах нормы. Если же он увеличен, значит, используете некачественный товар, он может быть просроченным.
Мы реализуем только качественную, не просроченную продукцию. Есть документы, подтверждающие это. При том Вы будете приятно удивлены стоимостью. Действуют специальные предложения, позволяющие нашим клиентам существенно сэкономить на покупке.
Расход эмали ПФ-115 на 1 м2 | Стройматериалы и технологии
Перед началом ремонта необходимо купить материалы в достаточных количествах. Для этого выполняют предварительные расчеты. Для краски ПФ-115 существуют нормы расхода, но точные значения сильно зависят от характеристик эмали, от качества подготовки поверхности, от мастерства исполнителя и других факторов. Попробуем разобраться, как рассчитать объем материала в каждом конкретном случае.
Для краски ПФ-115 существуют нормы расхода, но точные значения сильно зависят от характеристик эмали, от качества подготовки поверхности, от мастерства исполнителя и других факторов. Попробуем разобраться, как рассчитать объем материала в каждом конкретном случае.
Норма расхода
Производители указывают для алкидной эмали ПФ-115 по ГОСТ 6465-76 расход 100-180 г/м2. Эта цифра относится к двухслойным системам покрытий с толщиной каждого слоя 30-40 мкм. В среднем банки с эмалью весом 1 кг хватает на окрашивание 5-10 м2 поверхности.
Например, необходимо покрасить забор из оцинкованного профлиста высотой 1,5 м и длиной 10 м. Площадь поверхности с одной стороны будет равняться 15 м2. Значит, для окрашивания забора понадобится не менее двух банок краски по 1 кг. Для нанесения эмали с двух сторон потребуется 4 банки. Не забудьте добавить запас на неизбежные потери. Во время работы эмаль будет капать на пол, оставаться на кисточках и емкостях. При окрашивании стен и потолков потери могут составить до 7 %.
Во время работы эмаль будет капать на пол, оставаться на кисточках и емкостях. При окрашивании стен и потолков потери могут составить до 7 %.
На расход материала влияют следующие факторы:
- вязкость краски. Чем гуще материал, тем сложнее будет распределить его тонким слоем и тем выше будет расход. Для разбавления краски до рабочей вязкости можно использовать уайт-спирит, сольвент, скипидар;
- количество слоев. Рекомендовано наносить эмаль ПФ-115 в 2 слоя даже на металл, а на сильно впитывающих поверхностях часто приходится наносить третий слой. Расход ЛКМ увеличивается;
- условия окружающей среды. При работе в теплом сухом помещении при комнатной температуре краска расходуется экономнее, чем на улице, особенно в ветреную или жаркую погоду;
- цвет выбранной эмали. Самая экономичная – белая краска. Цветные масляные эмали расходуются в больших объемах. Учитывайте также тот факт, что при использовании красок темных оттенков часто бывает достаточно однократного нанесения, чтобы получить насыщенный цвет и скрыть недостатки основания. Светлые тона более прозрачные, поэтому их расходуется почти вдвое больше;
- тип рабочего инструмента. Нанесение краски валиком – наиболее экономный вариант. При безвоздушном, пневматическом распылении расход краски увеличивается;
- тип поверхности. Чем больше пор на основании, тем выше его впитывающая способность. Краску придется наносить несколько раз, чтобы получить покрытие желаемой плотности и прочности. Уменьшить расход помогают грунтовки;
- мастерство работника. Опытный маляр положит краску ровнее и тоньше, чем новичок. Мастера расходуют ЛКМ экономнее.
 Светлые тона более прозрачные, поэтому их расходуется почти вдвое больше;
Светлые тона более прозрачные, поэтому их расходуется почти вдвое больше; Зависимость расхода эмали от цвета
| Цвет краски | Расход, г/м2 | Площадь окрашивания, м2/кг |
| Белый | 100-140 | 7-10 |
| Черный | 50-60 | 17-20 |
| Желтый | 100-180 | 5-10 |
| Синий | 60-84 | 12-17 |
| Зеленый | 70-90 | 11-14 |
| Коричневый | 63-76 | 13-16 |
Двухслойное нанесение эмали любого цвета позволяет получать покрытие, которое сохраняет защитные свойства в течение 4 лет, не требуя ремонта. Главное условие: соблюдение технологии применения, качественная подготовка поверхности. Декоративный внешний вид пленки сохраняется в течение года в зависимости от условий эксплуатации.
Главное условие: соблюдение технологии применения, качественная подготовка поверхности. Декоративный внешний вид пленки сохраняется в течение года в зависимости от условий эксплуатации.
Как уменьшить расход эмали
Сэкономить краску ПФ-115, не потеряв в качестве покрытия, можно различными способами. В первую очередь необходимо тщательно подготовить основу. С поверхности удаляют следы старого покрытия, осыпающиеся материалы, различные загрязнения. Грунтовку можно наносить в несколько слоев, особенно на дерево и бетон. Также рекомендуется доверять работу специалистам, которые умеют обращаться и с материалами, и инструментами.
Полезные рекомендации
- При нанесении каждого последующего слоя краски дождитесь полного высыхания предыдущего (не менее 24 часов в естественных условиях). В этом случае расход эмали ПФ-115 на 1 м2 будет минимальным. Можно сократить время высыхания до 1 ч при нагревании окрашенной поверхности до 105-110 °С. Для определения состояния краски приложите к покрытию ладонь на незаметном участке – не просохшее покрытие будет липким.
- Перед покраской грунтуйте поверхность. Грунтовка увеличит адгезию покрытия, поможет ровнее и тоньше распределить эмаль.
- Выбирайте для работы кисти и валики с силиконовым ворсом. Полимер не впитывает краску, поэтому потери будут небольшими.
- Покупайте эмаль только у надежных поставщиков, проверяйте наличие сертификата и не экономьте. Дешевые материалы часто бывают не качественными.
 Для определения состояния краски приложите к покрытию ладонь на незаметном участке – не просохшее покрытие будет липким.
Для определения состояния краски приложите к покрытию ладонь на незаметном участке – не просохшее покрытие будет липким.нормы и подсчет на калькуляторе (+20 фото)
На сегодняшний день большинство людей для отделки потолка и стен выбирает покраску. Для приобретения необходимого количества любого лакокрасочного материала производится расчет его расхода на 1 м2. При этом следует учитывать структуру материала и специфику поверхностей, которые необходимо покрасить. Каковы нормы расхода краски ПФ-115 на 1 м2 и как узнать точный показатель?
Аббревиатура ПФ в названии эмали означает ПЕНТАФТАЛЬ.
 Расшифровать это просто – в состав лакокрасочного материала входят алкидные смолы и полувысохшие масла, позволяющие краске быстро высыхать.
Расшифровать это просто – в состав лакокрасочного материала входят алкидные смолы и полувысохшие масла, позволяющие краске быстро высыхать.Где применяется краска ПФ 115?
Эмаль ПФ 115 занимает лидирующую позицию на рынке лакокрасочных материалов. Если её охарактеризовать одним словом, то наиболее подходящее будет «универсальность». Используется для покраски любых видов поверхности. Краску можно смешивать с другими составами, а также с грунтовкой.
С помощью ПФ 115 проводятся такие виды работ, как:
- внутренняя покраска помещений;
- наружные отделочные работы;
- окрашивание по металлу, пластику и дереву.
Материал прекрасно переносит высокую или низкую температуру, атмосферные осадки (дождь, снег), устойчив перед УФ-лучами. При нанесении эмали на поверхность образуется плотная гладкая пленка. Выполнять окрашивание можно с помощью кистей и валиков. При наличии краскопульта допускается распыливание состава по поверхности.
На видео: виды красок.
Нормы расхода на 1м2
Все вышесказанные характеристики положительно влияют на расход эмали. Но если окрашивание будет проходить в ветреную или солнечную погоду, количество использованной краски на м2 увеличится вдвое. Масляная краска светлых оттенков наносится в два слоя, одного будет недостаточно, так как будут видны разводы и пробелы. Следовательно, выбирая белую, серую или желтую, эмаль необходимо приобретать с запасом.
Если краску необходимо нанести в два слоя, дождитесь, когда высохнет предыдущий, и лишь тогда приступайте к работе. Сохнет она примерно до 24 часов.
Перед покраской подготовьте поверхность стен или потолка. Для начала протрите её влажной тряпкой, чтобы убрать загрязнения и накопившуюся пыль. В целях экономии лакокрасочных материалов выровняйте стены шпаклевкой и обработайте грунтовкой. Благодаря грунтовке увеличивается адгезия (сцепление) и срок службы материала.
Благодаря грунтовке увеличивается адгезия (сцепление) и срок службы материала.
Поверхность должна быть гладкой, без изъянов и трещин. Именно от правильной подготовки стен и потолка будет зависеть расход краски ПФ на 1 м2.
Как показывает практика, норма потребления материала варьируется от 100 до 180 г. Также профессионалы утверждают, что в среднем банки весом в один килограмм хватает для покраски 15 м2 подготовленной поверхности. Также расход ПФ 115 напрямую зависит от выбранного цветового пигмента.
Таблица примерного расхода эмали ПФ-115 (в зависимости от выбранного цвета)
| Цвет | На какую площадь хватает 1 кг краски | Расход краски на 1м2, г |
| Белый [купить] | 7–10 м2 | 100–140 г |
| Желтый [купить] | 5–10 м2 | 100–180 г |
| Зеленый [купить] | 11–14 м2 | 70–90 г |
| Синий [купить] | 12–17 м2 | 60–84 г |
Коричневый [купить] | 13–16 м2 | 63–76 г |
| Черный [купить] | 17–20 м2 | 50–60 г |
Уменьшить количество красящего состава можно, если для его нанесения выбрать валик на силиконовой основе.

Купить валик можно здесь
Также подойдет краскопульт, благодаря мелкой рассеивающей струе эмаль наносится равномерно. Кисти вбирают в себя много краски, из-за чего увеличивают расход материала в несколько раз.
Подсчитывая нормы расхода эмали, добавьте к общему количеству процент потери от расположения поверхности. Если окрашивается пол, краска стекать и капать не будет, а вот для стен и потолка придется приобрести материала с запасом (примерно + 7%).
Не стоит забывать, что при окрашивании деревянной поверхности краску придется нанести в несколько слоев, так как древесина из-за своей неровной структуры впитывает большое количество материала. Следовательно, расход краски увеличится. Покрывая металлические поверхности, необходимо обработать их от ржавчины и загрязнения, и лишь потом окрашивать нужным оттенком. В некоторых случаях достаточно одного слоя. Пластик менее прихотлив.
Если вы купили больше краски, чем вам потребовалось, в течение двух недель её можно вернуть в магазин. Для этого банки должны быть не распечатанными, с собой возьмите чек на товар и паспорт.
Для этого банки должны быть не распечатанными, с собой возьмите чек на товар и паспорт.
Онлайн-калькулятор в помощь
Существует еще один оптимальный способ, благодаря которому можно точно определить необходимое количество краски ПФ-115. Расход на 1 м2, а также полный объем требуемого материала рассчитывается с помощью онлайн-калькулятора. Он поможет выполнить необходимые подсчеты за считанные секунды. На нашем сайте вы можете воспользоваться таким калькулятором.
Для того чтобы расчет был более точным, вам придется указать в таблице необходимые показатели.
Для покраски стен:
- тип краски;
- длину помещения;
- ширину помещения;
- высоту стен;
- площадь окон;
- площадь дверей;
- количество окон;
- количество дверей.
Для покраски полов:
- тип краски;
- длина комнаты;
- ширина комнаты.
Расход на 1м2 и общее количество требуемого материала калькулятор вычисляет автоматически.
Если вы планируете покраску стен или потолка в своей квартире, не спишите приглашать рабочих. Для расчета расхода эмали ПФ-115 воспользуйтесь одним из выше перечисленных способов. Выберите интересующий оттенок материала в строительном магазине или на рынке. Сам процесс окрашивания займет не много времени, поэтому вы сможете выполнить его самостоятельно, тем самым значительно сэкономив семейный бюджет.
Состав и свойства красок (1 видео)
Эмаль ПФ-115 от разных производителей (20 фото)
Краска пф 115 расход на м2
Краска пф 115 расход на м2
На сегодняшний день большинство людей для отделки потолка и стен выбирает покраску. Для приобретения необходимого количества любого лакокрасочного материала производится расчет его расхода на 1 м2. При этом следует учитывать структуру материала и специфику поверхностей, которые необходимо покрасить. Каковы нормы расхода краски ПФ-115 на 1 м2 и как узнать точный показатель?
Каковы нормы расхода краски ПФ-115 на 1 м2 и как узнать точный показатель?
Аббревиатура ПФ в названии эмали означает ПЕНТАФТАЛЬ. Расшифровать это просто – в состав лакокрасочного материала входят алкидные смолы и полувысохшие масла, позволяющие краске быстро высыхать.
Где применяется краска ПФ 115?
Эмаль ПФ 115 занимает лидирующую позицию на рынке лакокрасочных материалов. Если её охарактеризовать одним словом, то наиболее подходящее будет «универсальность». Используется для покраски любых видов поверхности. Краску можно смешивать с другими составами, а также с грунтовкой.
С помощью ПФ 115 проводятся такие виды работ, как:
- внутренняя покраска помещений;
- наружные отделочные работы;
- окрашивание по металлу, пластику и дереву.
Материал прекрасно переносит высокую или низкую температуру, атмосферные осадки (дождь, снег), устойчив перед УФ-лучами. При нанесении эмали на поверхность образуется плотная гладкая пленка. Выполнять окрашивание можно с помощью кистей и валиков. При наличии краскопульта допускается распыливание состава по поверхности.
Выполнять окрашивание можно с помощью кистей и валиков. При наличии краскопульта допускается распыливание состава по поверхности.
На видео: виды красок.
Нормы расхода на 1м2
Все вышесказанные характеристики положительно влияют на расход эмали. Но если окрашивание будет проходить в ветреную или солнечную погоду, количество использованной краски на м2 увеличится вдвое. Масляная краска светлых оттенков наносится в два слоя, одного будет недостаточно, так как будут видны разводы и пробелы. Следовательно, выбирая белую, серую или желтую, эмаль необходимо приобретать с запасом.
Если краску необходимо нанести в два слоя, дождитесь, когда высохнет предыдущий, и лишь тогда приступайте к работе. Сохнет она примерно до 24 часов.
Перед покраской подготовьте поверхность стен или потолка. Для начала протрите её влажной тряпкой, чтобы убрать загрязнения и накопившуюся пыль. В целях экономии лакокрасочных материалов выровняйте стены шпаклевкой и обработайте грунтовкой. Благодаря грунтовке увеличивается адгезия (сцепление) и срок службы материала.
В целях экономии лакокрасочных материалов выровняйте стены шпаклевкой и обработайте грунтовкой. Благодаря грунтовке увеличивается адгезия (сцепление) и срок службы материала.
Поверхность должна быть гладкой, без изъянов и трещин. Именно от правильной подготовки стен и потолка будет зависеть расход краски ПФ на 1 м2.
Как показывает практика, норма потребления материала варьируется от 100 до 180 г. Также профессионалы утверждают, что в среднем банки весом в один килограмм хватает для покраски 15 м2 подготовленной поверхности. Также расход ПФ 115 напрямую зависит от выбранного цветового пигмента.
Таблица примерного расхода эмали ПФ-115 (в зависимости от выбранного цвета)
| Цвет | На какую площадь хватает 1 кг краски | Расход краски на 1м2, г |
| Белый | 7–10 м2 | 100–140 г |
| Желтый | 5–10 м2 | 100–180 г |
| Зеленый | 11–14 м2 | 70–90 г |
| Синий | 12–17 м2 | 60–84 г |
| Коричневый | 13–16 м2 | 63–76 г |
| Черный | 17–20 м2 | 50–60 г |
Уменьшить количество красящего состава можно, если для его нанесения выбрать валик на силиконовой основе.
Также подойдет краскопульт, благодаря мелкой рассеивающей струе эмаль наносится равномерно. Кисти вбирают в себя много краски, из-за чего увеличивают расход материала в несколько раз.
Подсчитывая нормы расхода эмали, добавьте к общему количеству процент потери от расположения поверхности. Если окрашивается пол, краска стекать и капать не будет, а вот для стен и потолка придется приобрести материала с запасом (примерно + 7%).
Не стоит забывать, что при окрашивании деревянной поверхности краску придется нанести в несколько слоев, так как древесина из-за своей неровной структуры впитывает большое количество материала. Следовательно, расход краски увеличится. Покрывая металлические поверхности, необходимо обработать их от ржавчины и загрязнения, и лишь потом окрашивать нужным оттенком. В некоторых случаях достаточно одного слоя. Пластик менее прихотлив.
Если вы купили больше краски, чем вам потребовалось, в течение двух недель её можно вернуть в магазин. Для этого банки должны быть не распечатанными, с собой возьмите чек на товар и паспорт.
Для этого банки должны быть не распечатанными, с собой возьмите чек на товар и паспорт.
Читать еще: Как очистить масляную краску со стен
Для покраски стен:
- тип краски;
- длину помещения;
- ширину помещения;
- высоту стен;
- площадь окон;
- площадь дверей;
- количество окон;
- количество дверей.
Для покраски полов:
- тип краски;
- длина комнаты;
- ширина комнаты.
Расход на 1м2 и общее количество требуемого материала калькулятор вычисляет автоматически.
Если вы планируете покраску стен или потолка в своей квартире, не спишите приглашать рабочих. Для расчета расхода эмали ПФ-115 воспользуйтесь одним из выше перечисленных способов. Выберите интересующий оттенок материала в строительном магазине или на рынке. Сам процесс окрашивания займет не много времени, поэтому вы сможете выполнить его самостоятельно, тем самым значительно сэкономив семейный бюджет.
Состав и свойства красок (1 видео)
Краска-эмаль ПФ 115 и ее расход на 1 м2
Для каждой краски существует свой определенный расход и это зависит от специфики самого материала и поверхности, которая будет окрашиваться. Мне, как и любому мастеру, очень интересны эти значения, ведь для качественной подготовки и для покупки необходимого количества краски требуется знать все нюансы.
Нормы расхода ЛКМ
Должен сказать, что все нормы зависят напрямую от факторов, при которых наносятся масляные краски. И кстати в различных ситуациях эти значения могут быть совершенно разными. Давайте сразу рассмотрим, какие существуют стандарты расхода, которыми пользуется большинство, как мастеров-универсалов, так и неопытных новичков.
В среднем для нанесения одного слоя затрачивается около 110-130 грамм красящей смеси. Различные факторы, которыми вы будете манипулировать, могут как уменьшить, так и увеличить эти показатели. Для расчета средней траты масляных красок на один квадратный метр, учитывайте такие моменты:
- Какая вязкость у ЛКМ
- Какое состояние поверхности под покраску
- С помощью, каких инструментов наносится материал – это могут быть кисти, валики и краскопульт
- Какие производятся работы, внутренние или наружные
Увеличение траты масляных красок связано с тем, что существуют потери связанные с внешними факторами. Вот для маленького сравнения скажу вам, что при окрашивании поверхности внутри дома на 1м2 можно использовать больше краски, чем при окрашивании снаружи, если погода безветренная и сухая. А вот если погода на улице кардинально изменится, то и расходование материала может даже удвоится. Водно-дисперсионные на акриловой основе, масляные и водоэмульсионные краски имеют различные расходы. Сегодня я расскажу о масляной смеси ПФ 115 и о нормах траты такой краски на один квадратный метр.
Нормы растраты эмали
ПФ-115 краска и ее расход на 1м2
ЛКМ ПФ 115 применяют как в наружных, так и во внутренних процессах. Это по определению краска-эмаль, которая в больше степени используется именно для объектов из металла. Если читать описание к материалу, то можно заметить, что она имеет ряд прекрасных свойств:
- Не боится негативного атмосферного влияния
- Влагоустойчива
- Защищена от ультрафиолетовых лучей
- Не боится ветра
Но для этих свойств существует маленький нюанс, все прекрасные характеристики краска получает только после нанесения и полного высыхания поверхности. А вот при нанесении она подвержена всем вышеперечисленным влияниям и, конечно же, во избежание казусов должна быть максимально защищена. Эмаль по металлу ПФ 115 будет расходоваться на м2 в большем количестве, если нанесение буде происходить при ветреной и солнечной погоде.
Расход эмали по металлузависит от выбранного вами цвета, и поэтому я решил составить маленькую и понятную табличку:
| ПФ 115 Расход эмали на м2 | |
| Черный цвет | 17-20 м2 |
| Синяя эмаль | 12-17 |
| Коричневая | 13-16 |
| Зеленая | 11-14 |
| Белая | 7-10 |
| Желтая | 5-10 |
Если покраска выполняется при ярком солнце, то готовьтесь к тому, что расход на 1м2 сильно возрастет из-за испарения эмали. О конкретике я говорить не хочу, так как бывают случаи, когда показатели увеличиваются буквально в два раза. Поэтому если не хотите потратиться на приобретение краски, то подстраивайтесь под погоду. Если смотреть на таблицу, то просто делите все данные м2на два и получите площадь, которая будет окрашена при плохих погодных условиях.
Окрашиваемые поверхности
Расход краски ПФ-115
Эмаль ПФ 115 по металлу, может применяться для оцинкованного железа, а так же черных или цветных металлов. Именно от окрашиваемой поверхности и зависит каков будет расход на м2. Обычно норма колеблется от 100 до 150 гр/м2. При проведении работ позаботьтесь о том, чтоб поверхность была качественно подготовлена, она должна быть идеально ровной, так как эмаль покажет все изъяны.
Для того чтоб сэкономить немного ЛКМ стоит применять грунтовки для адгезии и шпаклевки для устранения дефектов стен. Обращайте внимание на цвет металла, который в дальнейшем будет покрашен. Именно от него может зависеть расход ПФ 115, так как интенсивность исходного цвета зависит от количества наносимых слоев.
Наносите каждый слой с помощью валика или кисти, а если потребуется окрашивать в 2 или более слоев, то придется ждать, пока предыдущий высохнет. Обычно один слой высыхает за сутки. Кстати если вы окрашиваете кисточкой, то потребление материала автоматически возрастает, так как инструмент в прямом смысле впитывает в себя смесь. В случае с валиком все намного проще, поэтому задумайтесь о приобретении именно этого инструмента. А вот если, учитывая все факторы, потребление краски все равно очень большое, то обратите внимание на сам ЛКМ. Возможно, вы применяете некачественный и дешевый состав. Обратите внимание на производителя, на инструкцию и на срок годности товара.
Приобретайте эмаль в специализированных магазинах, смотрите на сертификат качества и никогда не отдавайте предпочтение краскам с низкой стоимостью. Обычно именно у таких смесей отсутствуют необходимые для правильной покраски, качества и свойства.
Эмаль ПФ-115
Россия, ГОСТ 6465-76
Эмаль ПФ-115 применяют для окраски металлических и деревянных изделий и объектов, эксплуатируемых в атмосферных условиях и внутри помещения.
Где купить ПФ-115?
29 компаний готовы поставить ПФ-115
от 50 ₽/кг до 150 ₽/кг
цена зависит от объема, сроков поставки, цвета и тары
Заполните заявку прямо сейчас и получите предложения по ПФ-115 или аналогичным материалам.
Производите окрасочные работы?
Заполните анкету, и посетители портала Corrosio.ru узнают о вашей компании.
Эмаль ПФ-115, наряду с грунтовкой ГФ-021 — одни из самых распространенных лакокрасочных материалов, применяемых для окраски металлических, деревянных и других поверхностей.
Эмаль ПФ-115 представляет собой тонкодисперсную суспензию пигментов и наполнителей в алкидном лаке с добавлением сиккатива, растворителей и реологических добавок.
Применение эмали ПФ-115 (краски ПФ-115)
Эмаль ПФ-115 применяют для окраски металлических и деревянных изделий и объектов, эксплуатируемых в атмосферных условиях и внутри помещения. Пленка эмали устойчива к изменению температуры от -50°C до +60°C.
Cостав эмали ПФ-115
Эмаль ПФ-115 (ГОСТ 6465-76) — суспензия двуокиси титана рутильной формы и других пигментов и наполнителей в пентафталевом лаке. В состав эмали входят также растворители (в основном уайт-спирит), сиккатив и модифицирующие добавки. Примерный состав эмалей [в % (масс.)] белого, голубого и серого цвета приведены ниже.
Состав эмали ПФ-115 по ГОСТ 6465-76
| Компоненты | Белая | Голубая | Серая |
|---|---|---|---|
| Лак пентафталевый полуфабрикатный | 28 | 26 | 20 |
| Двуокись титана (рутильной формы) | 62 | 60 | 75 |
| Цинковые белила | – | 6 | – |
| Уайт-спирит | 10 | 4 | 4,5 |
| Технический углерод | – | – | 0,5 |
| Лазурь железная | – | 4 | – |
Источник: Лившиц М.Л., Пшиялковский Б.И., Лакокрасочные материалы: Справочное пособие. – М.: Химия, 1982 г.
Большинство российских производителей изготавливают эмаль ПФ-115 на базе лака ПФ-060, лака ПФ-053.
Методы нанесения эмали ПФ-115
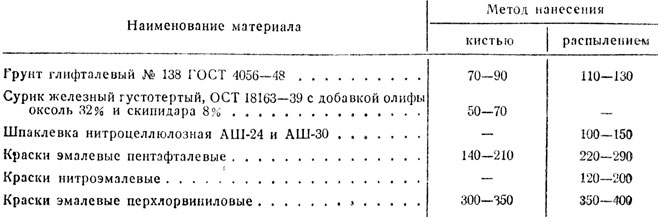
Эмаль ПФ-115 наносят на поверхность методами распыления, струйного облива, окунания и кистью.
Для окраски изделий в электрополе эмаль разбавляют до рабочей вязкости разбавителем РЭ-4В или РЭ-3В по ГОСТ 18187.
Нормы расхода эмали ПФ-115 по ГОСТ 6465-76
Нормы расходов эмали ПФ-115 при нанесении кистью/валиком по ГОСТ 6465-76
| Цвет эмали ПФ-115 | Максимальная допустимая толщина двухслойного покрытия, мкм | Расход эмали на двухслойное покрытие кистью/валиком г/м² |
|---|---|---|
| Белый | 40 | ≈130 |
| Черный | 30 | ≈80 |
| Зеленый | 36 | ≈110 |
Источник: Справочник. Лакокрасочные покрытия. Технология и оборудование,М., Химия, 1992 г.
Определяемся с расходом эмали пф115
Эмаль ПФ 115 представляет собой краску с глянцевой отделкой, которая используется для покрытия различных поверхностей. Она предназначена для наружного и внутреннего применения, для декоративной и защитной покраски стальных, деревянных, медных, чугунных, гипсовых деталей, радиаторов, декоративной живописи, бетонных и цементно-известковых оснований.
Ее основными преимуществами являются:
- повышенная устойчивость к атмосферным воздействиям;
- хорошая устойчивость к появлению царапин;
- быстрое высыхание;
- простое применение;
- возможность использовать при любой температуре.
Во время окрашивания она не растекается, а после сушки устойчива к истиранию. Связующими ингредиентами выступает акрил, смолы и другие наполнители, что предусматривает наложение толстого слоя во время окраски. Использование является своего рода окончательным решением — удалить ее очень трудно, так как она проникает во все поры и трещины, особенно в деревянных изделиях.
Прежде чем приступить к окрашиванию выбранной поверхности, необходимо оценить нужное количество. Оценка требует конкретных расчетов для каждой детали, которая подлежит окрашиванию. Определение расхода эмали ПФ115 на 1м2 позволяет не только правильно определить стоимость ремонта, но и сэкономить время и деньги.
Практически на каждой банке можно найти информацию о ее производительности. Однако иногда необходимое количество краски или увеличено, или, наоборот, является недостаточным для обработки выбранной поверхности. Окончательная цифра зависит от нескольких составляющих.
Нормы расхода
Норма расхода эмали пф 115 на 1 м2 определяется с учетом нескольких факторов:
- Объект, который будет окрашен, его размер и состояние.
- Количество слоев.
- Вязкость.
- Условия окрашивания – в закрытых помещениях или на улице.
При окрашивании поверхностей определяется не только объем работ, но и внешнее состояние изделия:
- первичная окраска – при необходимости следует выровнять и нанести грунтовку в 2 слоя;
- вторичное окрашивание – следует один раз прогрунтовать.
Производителями рекомендуется наносить хотя бы два слоя краски, чтобы достигнуть глянцевой ровной поверхности. Следующий пласт рекомендуется наносить, по крайней мере, через 24 часа после предыдущего. Полностью эмаль высыхает за 72 часа после последнего окрашивания.
Вязкость является ключевым показателем предполагаемого использования краски, а также ее способности достигнуть равномерного покрытия поверхности. Она определяется как сопротивление жидкости к деформации под напряжением сдвига. Увеличить или уменьшить вязкость можно с помощью специальных растворителей. Густой жидкости понадобится больше, нежели разбавленной.
Окрашивание на открытом воздухе под воздействием солнечного света, дождя и мороза всегда предполагает предварительную пропитку грунтовкой. Структуры, особенно уязвимые к разрушению (деревянные беседки, подоконники) следует сначала обработать специальным раствором, и только потом окрасить. Работы нужно проводить при температуре +100С-+250С и относительной влажности воздуха ниже 80% плоской кистью с мягкой щетиной, роликом или распылителем.
При работе с поверхностями в домашних условиях следует защитить предметы нетоксичной пропиткой. Таким образом, можно защитить их естественную форму, в то время как окрашивание придаст необходимый блеск и прочность.
От чего зависят
Количество краски зависит от цвета, материала самой поверхности и способа нанесения. Важным фактором, который следует учесть при расчете расхода эмали пф 115 на 1 м2, это способ покрытия. При окраске больших плоскостей метод спрея существенно экономит расходы. Если использовать кисточку, то затраты существенно увеличатся.
Зависимость от цвета
Согласно ГОСТу 6465-76, по которому производится пентафталевая краска, расход эмали ПФ-115 на 1м2 в зависимости от цвета не предусмотрен и не регламентирован. Однако такой показатель влияет на количество красящей жидкости.
Например, для нанесения белой краски на 1 кв.м. в два слоя необходимо использовать в среднем 130 г/м2, черной – 80 г/м2, зеленой – 110 г/м2 при условии использования валика или кисточки.
Зависимость от поверхности
В зависимости от окрашиваемой плоскости может измениться и расход эмали ПФ-115 на 1 м2. По сравнению с металлоконструкциями, на окраску деревянных изделий необходимо использовать большее количество краски, поскольку отличается сама технология нанесения эмали.
На металлические поверхности следует наносить тонкий слой (но не менее 0,1 мм) 2-3 раза. Делать это можно с помощью валика (для больших плоскостей) или кистью (для сложных конфигураций или небольших плоских предметов). Разбавить эмаль рекомендуется с растворителем в соотношении 9:1.
Деревянные изделия окрашивают в несколько приемов:
- первоначальное покрытие толстым слоем;
- растирание поперечное зигзагообразными движениями;
- растирание продольное.
1. Подготовить поверхность:
- она должна быть сухой, без пыли, жира и других загрязнений;
- при окраске деревянных изделий необходимо отшлифовать, очистить и дать им высохнуть;
- прогрунтовать бесцветной пропиткой;
- металлические плоскости защитить специальной грунтовкой.
2. Подготовить банку с жидкостью:
- тщательно перемешать – это позволит обеспечить более высокое качество покрытия.
- в зависимости от необходимости, разбавить растворителем для алкидных продуктов или уайт-спиритом для вязкости.
можно наносить кистью, валиком или распылителем для акриловых продуктов;
краска засыхает в течение 4 часов, после чего можно наносить следующий слой;
инструменты после окрашивания следует замочить в чистой воде.
Эмаль ПФ-115 широко используется для декоративной и защитной покраски различных поверхностей как внутри зданий, так и на открытом воздухе. Беря во внимание некоторые факторы, влияющие на необходимое количество, можно существенно сэкономить деньги на ее покупку.
Эмаль ПФ-115 технические характеристики: расход по ГОСТ 6465-76
Краска ПФ-115 имеет высокую адгезию к различным поверхностям, поэтому используется при проведении отделочных работ, для окрашивания металлоконструкций и механизмов. Она обладает декоративными свойствами, нормально переносит воздействие ультрафиолета и влаги. После застывания ее слой отличается эластичностью, что снижает вероятность растрескивания и образования сколов при гибкости окрашенных предметов. Эмаль ПФ-115, технические характеристики которой отличаются в зависимости от цвета, согласно ГОСТ может иметь разное соотношение компонентов. Как следствие, у нее может быть разный эксплуатационный ресурс.
Глубина цвета
Как расшифровать название
Эмаль ПФ-115 была разработана и выпущена на рынок более 60 лет назад. Несмотря на то, что существуют и более современные составы, она по-прежнему считается одной из самых востребованных для различного рода отделочных работ. Ее популярность обоснована ценовой доступностью и широтой применения. Краска изготовляется в соответствии с ГОСТ 6465-76.
Внимание! Для удешевления состава отдельные производители меняют химический состав эмали, что часто негативно отображается на ее эксплуатационных свойствах. Определить такой продукт можно по информации на банке о соответствии ТУ. Практически всегда краска по ГОСТ является лучшей.
Как выглядит краска, сделанная по ГОСТ
Название ПФ-115 является маркировкой. Буквенное обозначение, состоящие из символов «ПФ», обозначает, что в качестве связующей основы в эмали применяется пентафталевый лак. Данное вещество относится к алкидным смолам. Именно благодаря этому пентафталевая эмаль может использоваться для наружных и внутренних работ. Числовая часть названия тоже несет информацию. Цифра «1» говорит о возможности использования краски в различных температурных условиях, а надпись «15» является порядковым номером, который определяется в ГОСТ.
Физическое состояние и состав
Что касается физического состояния, то алкидная краска представляет собой тягучую смесь из жидкости с взвесью твердых частиц. В ней имеются:
- колер;
- пигменты;
- уайт-спирит;
- сиккатив;
- пентафталевый лак;
- двуокись титана.
В зависимости от оттенка, химсостав эмали может отличаться. Это частично выражено разным процентным соотношением компонентов. Отличные по цвету колеры обладают своей насыщенностью. На условный объем одной краски нужно буквально пару капель цветной добавки, а для прочих в десятки раз больше.
Цветовая палитра
Видео — Эмали ПФ-115. Какая лучше?
Разность химического состава напрямую влияет на эксплуатационные свойства сухого покрытия, полученного в результате высыхания слоя краски. Самой устойчивой является белая эмаль, поскольку в нее добавляется 28% пентафталевого лака. В голубой краске его 26%, а в серой только 20%. Многие компоненты для обеспечения и закрепления цвета способны делать состав более износоустойчивым, поэтому нельзя сказать, что белая эмаль будет лучшей в плане эксплуатации.
Технические характеристики ПФ-115
Данный материал имеет ряд свойств, которые делают его оптимальным выбором для достижения декоративного устойчивого цвета и продолжительной защиты закрашенной поверхности. Применяемые для ее изготовления компоненты сравнительно недорогие, что и делает данный продукт доступным.
Таблица 1. Свойства эмали ПФ-115.
| Характеристика | Значение |
|---|---|
| Массовая часть остаточных после высыхания веществ | 48-71% |
| Уровень блеска | от 50,5% |
| Вязкость при 20°C | 60-123 |
| Продолжительность отвердивания при 20°C | до 24 ч |
| Твердость | 0,20-0,25 |
| Ударопрочность | до 40 |
| Укрывистость | 60-115 г/м2 |
| Расход | 100-200 г/м2 |
| Температура основания при нанесении | от +5 до +35°C |
| Уловия эксплуатации | -50…+60°C |
Сложный химсостав эмали требует аккуратного обращения. Нужно защищать глаза и кожу от капель. Краска содержит легковоспламеняющиеся вещества. Это запрещает ее использование вблизи источников огня. Алкидная эмаль обладает ярко выраженным запахом и умеренными токсическими свойствами. При ее применении в помещении требуется постоянная вентиляция до полного окончания испарения.
Окрашивание древесины
Назначение и использование
ПФ-115 универсальная краска, благодаря чему состав может применяться для окрашивания:
- древесины;
- бетонных конструкций;
- цементных штукатурок;
- кирпича;
- камня;
- металла.
Внимание! Хотя краска и хорошо прилипает к разным материалам, но ее нельзя использовать на поверхностях подверженных сильному разогреву. В первую очередь это касается кровли. Созданный с ее помощью декоративный слой на шифере или листах жести может растрескиваться и выгорать. Ее разрушает сочетание ультрафиолета и нагрева.
Эмаль должна наноситься только при соблюдении температурного режима от +5 до +35°C. Недопустимо ее применение для окрашивания горячих радиаторов отопления и прочих теплых коммуникаций. В этом случае происходит неестественно быстрое испарение летучих веществ, как следствие наблюдается ускоренное высыхание. Такой слой не набирает достаточных связующих свойств. Окрашенные в подобных условиях поверхности склонны к растрескиванию, потери цвета и отклеиванию хлопьями.
Пример правильной покраски эмалью ПФ-115 холодной батареи отопления
Эмаль идеально подходит для внутренних работ, а также для окрашивания поверхностей на улице, которые находятся в тени или не разогреваются. Краска может использоваться как единственное средство защиты и декорирования, а такие наносится на специальный грунт, антисептические пропитки и преобразователи ржавчины. Применяя ПФ-115 на гигроскопических поверхностях, которые будут находиться во важной среде, требуется использование противобактериальных и антисептических добавок. Сама краска таких свойств не имеет.
Высушенные окрашенные эмалью поверхности могут эксплуатироваться в различных термических условиях от -50 до +60°C. Для обеспечения такой устойчивости краска должна наноситься в несколько слоев. Однослойное применение допускается только при условии обновления старых покрытий без трещин или вздутий. Даже при многослойном нанесении состав сохраняет эластичность.
Пример покраски уличных конструкций
Цены на Эмаль ПФ-115
Эмаль ПФ-115
Какие инструменты необходимы для покраски
Алкидная эмаль ПФ-115 совместима с любыми инструментами для покраски:
- кисть;
- валик;
- распылитель.
Самое быстрое нанесение обеспечивает пневматический или электрический распылитель. Медленнее всего работать кистью. При распылении эмали добавляется больше растворителя, чтобы сопло малярного пистолета могло создать нормальный факел распыления. Степень разведения уайт-спиритом или сольвентом может отличаться у разных производителей, как и срок хранения краски. Информацию об этом можно посмотреть на обратной стороне банки с эмалью. Применение валика обеспечивает высокую скорость работы, но сопровождается увеличенным расходом материала.
Покраска распылителем
Цены на распылители для красок
Краскопульт
Какой расход краски в зависимости от цвета
Светопропускаемость различных цветов отличается, поэтому в одних случаях достаточно 2 слоя эмали, а в других от 3-х и более. По этой причине фактический расход ПФ-115 разных оттенков может отличаться в 4 раза. Во многом это зависит и от цвета самого основания, которое окрашивается. При наличии подходящего по оттенку грунта расход краски снижается.
Таблица 2. Технических данных по расходу ПФ-115 на 1 м2 (в зависимости от ее цвета, при однослойном нанесении).
| Цвет | Расход в кг на 1 м2 |
|---|---|
| Белая | 0,1-0,14 |
| Черная | 0,05- 0,06 |
| Серая | 0,07-0,11 |
| Синяя | 0,07 -0,1 |
| Коричневая | 0,07-0,8 |
| Красная | 0,1-0,2 |
Как видно, самой экономной в плане нанесения является черная краска. При выборе красного цвета потребуется 200 г/м2. Предложенный в таблице расчет отображает расход при нанесении одного слоя. Реальные затраты эмали будут зависеть от того, сколько раз она покрывается. Более точный расчет можно сделать по формуле, перемножив указанный в таблице расход на количество слоев и коэффициент 0,9.
Покраска заборов эмалью
Наличие коэффициента в формуле обусловлено тем, что каждый новый слой является менее расходным предыдущего. Планируя применять эмаль ПФ-115, нужно учесть, что покрасочные работы потребуют значительного времени. Дело в том, что перерыв между слоями должен составлять 24 часа при комнатной температуре. То есть, повторное окрашивание происходит после полного высыхания предыдущего покрова.
Расход краски в зависимости от цвета
Схемы покраски
Вполне естественно, что различные материалы требуют разного количества нанесенной краски. В связи с этим следует рассмотреть наиболее популярные схемы окрашивания, соблюдение которых позволяет достигнуть максимальных эксплуатационных и защитных свойств декоративной поверхности.
Общая пошаговая инструкция по использованию красок ПФ-115
Чтобы добиться максимальных эксплуатационных свойств покрытия, необходимо соблюсти все условия покраски. Очередность действий выглядит следующим образом:
Шаг 1. Очищаем поверхность от грязи, жира, пыли и прочих наслоений.
Очищаем поверхность от лишних наслоений
Шаг 2. Высушиваем поверхность при необходимости.
При необходимости, можем воспользоваться тепловой пушкой
Цены на популярные модели тепловых пушек
Тепловые пушки
Шаг 3. Обрабатываем антисептиками (если это дерево или минеральное основание) или грунтовкой, в случае с металлом.
Производим обработку поверхности
Шаг 4. Перемешиваем краску, при необходимости с добавлением растворителя.
Размешиваем краску, необходимой консистенции
Шаг 5. Окрашиваем в 2-3 слоя с интервалом по 24 часа.
Красим поверхность
Как красить металл
Все разновидности металла, будь то сталь, чугун, алюминий или медь окрашиваются только поверх ранее нанесенной грунтовки. В ее качестве могут применяться ГФ О119, ВЛ О5, ГФ О21 и подобные составы. Совместимые с эмалью грунтовки имеют в названии «О». Допускается применение ПФ-115 без грунта на неответственных поверхностях, эксплуатируемых в сухих условиях при нормальной температуре. При таком решении первый слой эмали разбавляется уайт-спиритом в соотношении 50%. Жидкий состав проникает в углубления на металлической поверхности, а после застывания создает хорошее основание для нормального прилипания последующих слоев.
Покраска металлоконструкций
Не допускается нанесение ПФ-115 на ржавые поверхности. Наслоение коррозии необходимо обработать специальными преобразователями ржавчины. Подобные химические средства наносятся только после очистки от окалины и грязи. Делается это с помощью щетки по металлу или УШМ. После химического взаимодействия продукты коррозии превращаются в твердое основание, которое может стать основой для окрашивания. На металл эмаль может наноситься любыми техническими средствами. Оптимальным считается 2 слоя без учета грунтовки.
Как красить дерево
Поверхность древесины окрашивается эмалью без применения грунтовки. Оптимальным считается 2-3 слоя краски. Такое количество обусловлено свойством дерева впитывать влагу. В идеале предварительно провести обработку антисептическими и фунгицидными средствами. Нужно убедиться, чтобы они были совместимы. Большинство подобных составов предназначены специально для акриловых красок. При сочетании с алкидными эмалями последние вздуваются. Применение предварительных пропиток позволяет снизить влагопоглощение дерева. Это уменьшает фактический расход краски.
Покраска древесины
Обратите внимание! При необходимости достижения высокой гладкости древесины без выступающего ворса, после нанесения и застывания первого слоя допускается легкая шлифовка поверхности. В дальнейшем обработанная область обеспыливается и окрашивается еще 2 раза. При этом между ними необходимо соблюдать технологическую паузу для высыхания.
Покраска минеральных поверхностей
Эмаль подходит для покрытия кирпичной кладки, газобетона, бетона и штукатурок. В этом случае она применяется без грунтования. Наносится 2-3 слоя. Так же, как и с древесиной, желательно использование препаратов для предотвращения заплесневения. Полученная декоративная поверхность имеет низкую паропроницаемость, поэтому остаточная влажность в самом минеральном материале может стать причиной появления плесени. В результате поражения основания краска начнет осыпаться. Предварительное использование пропиток особенно актуально для застарелых поверхностей, в которых имеются споры вредителей.
Использование ПФ-115 для покраски бетонного пола
При нанесении ПФ-115 на минеральную поверхность необходимо, чтобы ее остаточная влажность находилась на уровне до 15%. Свежий бетон, штукатурки и кирпичная кладка должны краситься не ранее 6 месяцев с момента окончания строительства. Интервал между слоями также составляет от 24 часа. Для обеспечения высокой адгезии эмали обрабатываемая поверхность должна быть обеспыленной.
Как подготовить краску
Поставляемая в заводской банке эмаль ПФ-115 являются готовой к использованию. Она не нуждается в растворении. Однако, при длительном хранении возможно испарение ее растворителей. Как следствие, состав становится густым. Для возврата его текучести применяется растворитель уайт-спирит или сольвент. Применение вместо них бензина и керосина нежелательного, поскольку это меняют оттенок эмали и степень блеска.
После вскрытия банки с эмалью ее содержимое необходимо тщательно вымешать. Допускается образование на поверхности краски высушенной корки. В случае применения ручного инструмента ее можно оставить. Для распылителя перемешанную с корочкой краску в дальнейшем необходимо отфильтровать. Густой пигмент эмали при хранении оседает вниз, поэтому смешивая необходимо уделить особое внимание растворению густой суспензии у дна. Растворитель добавляется в несколько подходов. В процессе частицы краски оседают, поэтому ее необходимо периодически перемешивать.
Вид эмали с нормальной консистенцией
Популярные марки эмали ПФ-115
Производством ПФ-115 занимаются многие производители. Одни из них руководствуются требованиями ГОСТ, а прочие делают краску по ТУ. Среди популярных марок можно отметить:
- Лакра;
- Оптимум;
- Фазенда.
Лакра
Технические характеристики этой марки обеспечивают повышенные декоративные свойства. Она обладает хорошей адгезией. В результате ее применения образуется глянцевая поверхность. Срок годности краски Лакра до 5 лет. В ассортименте марки из матовых поверхностей присутствует только белый цвет.
Банка ПФ-115 Лакра
Оптимум
Оптимум отличаются от прочих красок ускоренным высыханием примерно за 5-7 ч. Несмотря на это, последующий слой наносится все равно через 24 часа. Срок эксплуатации окрашенных поверхностей 18 месяцев. Чаще всего применяется для внутренней отделки.
Банка ПФ-115 Оптимум
Фазенда
Дает полуматовый блеск. Обработанная поверхность может неоднократно чистится от загрязнений с применением воды и моющих средств. После застывания состав имеют высокую устойчивость к снятию даже растворителями.
Банка ПФ-115 Фазенда
Видео — Сравнительный тест по эмали ПФ-115 «DEKOR»
ПФ-115 с антисептическими добавками
Несколькими брендами производится эмаль с пометной БИО. В ее состав добавляются биологические добавки, препятствующие развитию бактерий, вирусов и грибков. Такая эмаль относится к классу новых лакокрасочных покрытий. Она используется для окрашивания стен, потолков, окон и дверей. Ее рекомендуют для внутренних ремонтов в медицинских учреждениях, детских садах, школах и т.д. Гарантийный срок хранения эмали в связи с наличием биодобавок составляет 12 месяцев.
ПФ-115 Био
Совместимость с прочими красками
Не допускается смешивание эмали ПФ-115 с другими по составу красящими веществами. При необходимости можно перемешивать разные по цвету пентафталевые краски для достижения нужного оттенка. При выборе данного состава для обновления уже ранее окрашенных изделий, необходимо учитывать какой именно эмалью они были покрыты. При несовместимости нового слоя краски со старым произойдет растрескивание, вздутие и облезание свежего покрытия.
Обратите внимание и на удивительную светоотражающую краску с её уникальными свойствами!
Совместимости ПФ-115 с другими красящими составами
Как видно, ПФ-115 непригодна для покрытия поверхностей с ранее уже нанесенной алкидно-акриловой, алкидно-уретановой, меламинной, мочевинной, полиуретановой и перхлорвиниловой краской. ПФ-115 универсальный состав, но его нельзя назвать лучшим по всем параметрам. Эмаль создает хорошую адгезию и глубину цвета только при соблюдении технологии нанесения с паузами между слоями и предварительной подготовкой поверхности.
Расход краски на квадратный метр, на 1м2
В данной статье даётся информация о расходе краски на квадратный метр, а также разобраны условия от, которых зависит расход краски. Мы коснёмся типов краски, таких как: масляная, водно-дисперсионная и водоэмульсионная, фасадная. Так же поговорим о расходе эмалей, в частности о пф-115. Разберем расход олифы.
Стены Тип краски: Длина комнаты (м) Ширина комнаты (м) Высота стен (м) Тип поверхности:
Потолок Тип краски: Длина комнаты (м) Ширина комнаты (м)
Блок: 1/7 | Кол-во символов: 589
Источник: https://megamolotok.ru/steny/41-rashod-kraski-na-kvadratnyj-metr
Определяем площадь покрытия
Из курса школьной математики все помнят, что для определения площади поверхности нужно умножить ее длину на ширину. Например, длина стены 5 м, высота — 3 м. Получаем площадь стены 15 кв.м.
Подобные расчеты нужно произвести для всех помещений и поверхностей, которые вы собираетесь окрасить – стены, потолки, пол. Для красок разного цвета и расчет, естественно, нужно производить отдельно. К примеру, можно сложить площади всех потолков, которые будут окрашены в белый цвет и отдельно площади стен, которые будут окрашены в бежевый.
При реализации дизайнерских задумок (комбинация окрашенной поверхности с обоями и пр.) расчет усложняются, однако принцип остается тот же – рассчитываем площадь только той поверхности, которая подлежит окрашиванию.
Блок: 2/10 | Кол-во символов: 775
Источник: https://samstroy.com/%D0%BA%D0%B0%D0%BA-%D0%BF%D1%80%D0%B0%D0%B2%D0%B8%D0%BB%D1%8C%D0%BD%D0%BE-%D1%80%D0%B0%D1%81%D1%81%D1%87%D0%B8%D1%82%D0%B0%D1%82%D1%8C-%D1%80%D0%B0%D1%81%D1%85%D0%BE%D0%B4-%D0%BA%D1%80%D0%B0%D1%81/
Укрывистость зависит от основы состава и добавок
Красим самостоятельно
Просчитав площадь стен и других поверхностей под покраску в м2, можно определить расход краски на весь ремонт. Делать это нужно конкретно по выбранному материалу. Например, продукция Dulux и Тиккурила стоит дороже, но в работе экономнее, наносится белее тонким слоем. Составы на водной основе покрывают большую площадь поверхности стен 1 кг вещества. НЦ-132 и ПФ-115 создают прочную пленку, но их на 1м2 требуется больше.
Укрывистость краски зависит от основы. В таблице приведены для сравнения средние цифры для составов Dulux и Тиккурила.
| Тип краски по ее основе | Нормы расхода кг на 1м2 |
| акриловая | 0,250 |
| силиконовая | 0,300 |
| силикатная | 0,400 |
| латексная | 0,600 |
Для краски НЦ-132 и ПФ-115 созданы отдельные таблицы, поскольку их вес в 1 литре и расход зависят от цветных пигментов.
При расчете количества материала нужно учитывать, сколько слоев потребуется наносить для качественного покрытия данной поверхности.
Блок: 3/6 | Кол-во символов: 979
Источник: http://pootdelke.ru/pokraska/rasxod-kraski-na-1-kv-m-poverxnosti.html
Расход краски ПФ-115 на 1м2 по металлу.
Аббревиатура «ПФ» в названии эмали означает ПЕНТАФТАЛЬ. Расшифровать это просто – в состав лакокрасочного материала входят алкидные смолы и полувысохшие масла, позволяющие краске быстро высыхать.
Эмаль ПФ 115 занимает лидирующую позицию на рынке лакокрасочных материалов. Если её охарактеризовать одним словом, то наиболее подходящее будет «универсальность». Используется для покраски любых видов поверхности. Краску можно смешивать с другими составами, а также с грунтовкой.
Нормы расхода ПФ-115 на 1м2.
Как показывает практика, норма потребления материала варьируется от 100 до 180 г. Также профессионалы утверждают, что в среднем банки весом в один килограмм хватает для покраски 15 м2 подготовленной поверхности. Также расход ПФ 115 напрямую зависит от выбранного цветового пигмента.
Ниже будет приведена таблица примерного расхода эмали ПФ-115 (в зависимости от выбранного цвета):
| Цвет | На какую площадь хватает 1 кг краски | Расход краски на 1м2, г |
| Белый | 7–10 м2 | 100–140 г |
| Желтый | 5–10 м2 | 100–180 г |
| Зеленый | 11–14 м2 | 70–90 г |
| Синий | 12–17 м2 | 60–84 г |
| Коричневый | 13–16 м2 | 63–76 г |
| Черный | 17–20 м2 | 50–60 г |
Уменьшить количество красящего состава можно, если для его нанесения выбрать валик на силиконовой основе.
Блок: 2/4 | Кол-во символов: 1250
Источник: https://DomStrouSam.ru/kakoy-rashod-kraski-na-1m2-po-metallu-raschet/
Расход эмали пф-115
Самой популярной является пентафталевая эмаль ПФ-115. Образуемая этой эмалью пленка имеет однородную структуру, не расслаивается. В среднем расход составляет 110-130 г/м2. на однослойное покрытие. В зависимости от используемого цвета 1 кг эмали достаточно для окраски поверхности площадью: Белый – 7-10 м2,черный – 17-20 м2, синий/голубой – 12-17 м2, зеленый – 11-14 м2, коричневый – 13-16 м2, желтый/красный – 5-10 м2. Эмаль можно разбавлять сольвентом или уайт-спиритом или их смесью 1:1. Краску наносят кистью или валиком в несколько слоев время высыхания каждого слоя – примерно сутки.
Блок: 3/7 | Кол-во символов: 615
Источник: https://megamolotok.ru/steny/41-rashod-kraski-na-kvadratnyj-metr
Затрата фактурных красок на акриловой основе
Во время проведения ремонта часто используют акриловые эмали. В этом случае расход краски может быть большим, чем обычно. Часто на этикетках пишут, что на один квадратный метр требуется 1-1,2 кг. Но лучше купить примерно на 5% больше краски в целях получения качественной поверхности.
Если вы проводите внутренние работы, то первый слой акриловой краски следует развести водой до 5%. Второй слой следует наносить спустя 4 часа после первого.
Для того чтобы уменьшить расход краски, специалисты рекомендуют работать при обычной влажности воздуха и температуре около 20 градусов.
В целом, подсчитать, сколько краски понадобится на один квадратный метр, очень просто. Нужно лишь учитывать особенности поверхности, которая окрашивается, и характеристики красящей смеси. Грамотный расчёт краски поможет вам сэкономить значительные средства. Почти всегда производитель дает информацию о продукте и советы по его использованию. Остается лишь вычислить нужные параметры и приступить к работе.
Процесс окрашивания стен смотрите в следующем видео.
Блок: 8/8 | Кол-во символов: 2315
Источник: https://stroy-podskazka.ru/kraski/akrilovye/rashod-na-1-m2-v-2-sloya/
Зависимость от фактуры и текстуры
Расход краски для отделки 1 кв м поверхности
Нормы расхода указаны на упаковке для идеальной поверхности. Для стен это гладкая шлифованная штукатурка с двойным покрытием грунтовкой. Определить, сколько реально вам потребуется краски, можно с учетом:
- плотности поверхности;
- текстуры;
- шероховатости;
- кривизны;
- предварительной подготовки;
- инструмента.
В таблице приведены нормы расхода универсальной краски на поверхностях с различной плотностью.
| Материал | Нормы покрытия 1 литром краски площади, в м2 |
| металл гладкий | 14 — 16 |
| металл шероховатый | 6 — 10 |
| бетон | 4 — 6 |
| дерево шлифованное твердых пород вдоль волокна | 16 |
| дерево вдоль волокон | 8 — 10 |
| дерево по поперечному спилу | 4 — 6 |
| штукатурка свежая | 16 |
| штукатурка грунтованная | 17 |
| обои фактурные | 10 |
Экономным за счет получения тонкого слоя считается покрытие с помощью распылителя. При этом НЦ-132 смешивается для более жидкого состояния пополам с разбавителем. При работе кисточкой расходуется краски на 3 – 5% больше.
Блок: 4/6 | Кол-во символов: 996
Источник: http://pootdelke.ru/pokraska/rasxod-kraski-na-1-kv-m-poverxnosti.html
Как произвести расчёт
Для внутренней и внешней отделки помещения используют водно-дисперсионные смеси, основанные на акриле. Из-за этого такие красители не теряют свой цвет, не выгорают при долгом нахождении на солнце и обладают широкой цветовой гаммой. При желании можно достичь нужного тона, используя акриловую пасту. Эти разновидности придают поверхности матовый цвет.
Аэрозольную смесь из акрила следует наносить на площадь, где использовались краска и лак одного производителя. Максимально допустимая температура для работы составляет +50 градусов.
Во время выбора красителя важно учитывать советы, указанные на банке.
Если на упаковке написано, что 100 литров краски хватит на 8 м2, то в реальности этого количества хватит лишь на 6-7 квадратов. Эти значения зависят от текстуры поверхности, впитывающих свойств и других показателей.
Способ, при помощи которого наносится краска, также оказывает влияние на количество требуемого материала. Если покраска производится валиком, то смеси уйдет больше, чем при покраске краскопультом. Но если вы пользуетесь кисточкой, то вам понадобится краски на 15-20% больше указанного на упаковке количества.
Акриловые смеси желательно наносить в два-три слоя. Количество слоев зависит от качества используемого состава. Если он достаточно качественный, то двух раз будет достаточно.
Если вы наносите красящий продукт на отштукатуренную поверхность или цемент, то следует дополнительно прогрунтовать обрабатываемую площадь. Не стоит забывать, что для стен используется один вид акриловых красок, а для потолка – другой. Объяснить это можно тем, что краситель, наносимый на потолок, подвергается меньшим нагрузкам, чем тот, который наносится на стены.
Блок: 5/8 | Кол-во символов: 2986
Источник: https://stroy-podskazka.ru/kraski/akrilovye/rashod-na-1-m2-v-2-sloya/
Расход масляной краски на 1м2
Расход масляной краски на 1м2 как рассчитать?
Масляные краски применяются в окрашивании стен, пола, окон и потолков. Количество используемого материала зависит от величины площади, которую нужно окрасить, а также от того фактора, какого цвета основа и сам ЛКМ. Если нужно, чтобы слой был непрозрачным, он должен иметь определенную толщину. Укрывистость материала– величина, которая определяет толщину сухого непрозрачного слоя на уже окрашенной поверхности.
Как узнать расход
Расход масляной краски на 1м2 может изменяться после ее высыхания. Показатель урывистости, а также сухого остатка для масляной краски есть в строительном справочнике, но чаще всего эта информация указана в инструкции или на этикетке. Иногда производитель может указать то, какое количество метров квадратных можно покрыть 1 кг материала. Некоторые компании указывают, какую площадь можно окрасить при помощи литра этого ЛКМ.
Расход масляной краски на 1м2, просчитанный в граммах – самый удобный показатель, так как чаще всего информацию о площади поверхности мы знаем заранее. Площадь нужно просчитывать, учитывая все неровности, уровень степени впитывания, то, сколько слоев нужно нанести.
Приблизительные просчеты
Если говорить о среднем расходе материала, он может быть от 110 до 130 грамм (на м2). Нужно учесть, что он указан с учетом того момента, что ЛКМ будет нанесен только в один слой.
Как говорилось выше, расход краски зависит от ее цвета, поэтому давайте рассмотрим, сколько материала потребуется для окрашивания поверхности ЛКМ разных оттенков.
-покрытие белого цвета окрашивает от 7 до 10 м2
-черная краска способна окрасить до 20 м2
-зеленая окрашивает от 11 до 14 м2
-коричневая – от 13 до 16 м2
-синяя – 12 до 17 м2
-расход красной и желтой от 5 до 10 м2.
Эти данные указаны для одного литра краски, которая уже разведена. Ее можно разводить двумя составами, подойдет уайт-спирит или сольвент. Если у вас есть растворители, используйте их, смешивать нужно в равных пропорциях.
Если вы собираетесь окрасить поверхность, учтите, что наносить покрытие нужно не менее чем в два слоя, каждый из них должен сохнуть приблизительно сутки.
Определитесь с инструментом
Количество использованного ЛКМ зависит от того, какой инструмент использовался для его нанесения. Если вы не хотите лишних трат, примените краскопульт. После него почетное второе место занимает обычный валик, а самый расходный инструмент – кисть. Стены из кирпича или бетона, которые предварительно покрыты штукатуркой, впитывают в себя на целых 10% больше, чем другие виды поверхностей.
Подготовка поверхности перед покраской
Очень важно, чтобы поверхность перед покраской была очищена от остатков старой краски, для этого рекомендуем использовать химические смывки.
Блок: 8/10 | Кол-во символов: 2750
Источник: https://samstroy.com/%D0%BA%D0%B0%D0%BA-%D0%BF%D1%80%D0%B0%D0%B2%D0%B8%D0%BB%D1%8C%D0%BD%D0%BE-%D1%80%D0%B0%D1%81%D1%81%D1%87%D0%B8%D1%82%D0%B0%D1%82%D1%8C-%D1%80%D0%B0%D1%81%D1%85%D0%BE%D0%B4-%D0%BA%D1%80%D0%B0%D1%81/
Норма расхода водоэмульсионной краски на 1 м2
Среднее значение на квадратный метр — 140-160 г. Это что касается одного слоя. При высоком показателе укрывистости достаточно нанести 2 слоя. Для красок более низкого качества может потребоваться 3 и более слоев. Так что прежде чем купить дешевую эмаль, стоит подумать – истратите вы ее больше, да и трудозатраты будут значительнее. Так стоит ли того ваша экономия.
Расход фасадной водоэмульсионной краски на 1 м2 обычно выше, чем при окрашивании стен и потолков внутри помещений. Поскольку данный вид покрытия содержит воду, снаружи, особенно при ветре, она испаряется быстрее, чем внутри, и в результате неравномерного высыхания приходится наносить дополнительные слои.
Расход водоэмульсионной краски на обои также будет выше, поскольку бумага обладает хорошими впитывающими свойствами.
Требуемые объем может колебаться и в зависимости от вида водоэмульсионной краски. Ознакомьтесь с таблицей. В ней представлен примерный объем.
Блок: 5/10 | Кол-во символов: 978
Источник: https://samstroy.com/%D0%BA%D0%B0%D0%BA-%D0%BF%D1%80%D0%B0%D0%B2%D0%B8%D0%BB%D1%8C%D0%BD%D0%BE-%D1%80%D0%B0%D1%81%D1%81%D1%87%D0%B8%D1%82%D0%B0%D1%82%D1%8C-%D1%80%D0%B0%D1%81%D1%85%D0%BE%D0%B4-%D0%BA%D1%80%D0%B0%D1%81/
Сравнение материалов фирм Dulux, Тиккурила и других популярных производителей
Красим стены
Каждый производитель улучшает технические характеристики материала своими специфическими добавками. В результате укрывистость аналогичных составов у разных компаний отличается. В таблице приведена белая матовая краска для потолка.
| Фирма | Основа | Нормы покрытия 1 литр, в м2 |
| Dulux | латекскная | 9 — 13 |
| Dulux | водорастворимая | 7 |
| Маршал ВД | водно-дисперсионная | 7 — 9 |
| Тиккурила Финколор | водно-дисперсионная | 7 — 9 |
| Текс | водорастворимая | 4 — 6 |
| Текс | на основе латекса и акрила | 9 — 12 |
| Беккерс | латексная | 8 — 12 |
| Беккерс | водоэмульсионная | 7 — 10 |
Покупая краску, прибавьте к расчетному количеству затраты на потери 5 – 7% в зависимости от опыта и от расположения поверхности. Наименьшие для пола, поскольку жидкости некуда капать и стекать. Для стен учитывайте инструмент:
- краскопульт – 3%;
- валик со средним ворсом 4 – 5%;
- кисть до 7%.
Наибольшее количество состава впитывается при нанесении первого слоя. Качественный грунт и материалы от одного производителя экономят их затраты и время высыхания.
Блок: 6/6 | Кол-во символов: 1131
Источник: http://pootdelke.ru/pokraska/rasxod-kraski-na-1-kv-m-poverxnosti.html
Расход краски для обоев
Во время покраски обоев из флизелина примерный расход краски составляет от 200 до 250 гр. на 1 м2. Чтобы сэкономить количество используемой краски, нужно определиться с типом валика, который используется для покраски. К примеру, если поверхность гладкая, то ворс валика не должен быть длинным, наиболее оптимальная длина не должна превышать 5 мм. Во время покраски фактурной площади предпочтительно использовать валики, длина ворса которого составляет 10-25 см.
Блок: 6/8 | Кол-во символов: 606
Источник: https://stroy-podskazka.ru/kraski/akrilovye/rashod-na-1-m2-v-2-sloya/
Различные виды материала и их расход
Перед тем как отправляться в строительный магазин, нужно определиться, какой вид материала будет использоваться. Ведь конкретные свойства водоэмульсионной краски и ее расход во многом зависят от состава.
Расход водоэмульсионной краски разных видов
На заметку! Быстро посчитать нужное количество материала для окрашивания стен и потолков поможет калькулятор расхода краски.
Эмульсия на основе акриловой смолы
В настоящее время именно эта разновидность считается самой популярной. Как понятно из названия, главным компонентом является акриловая смола. Дополнительно добавляются различные присадки, которые отвечают за приобретение составом нужных свойств.
Получаемое покрытие имеет отличные эксплуатационные качества, не боится механического воздействия и влаги. Поэтому является отличным способом обработки фасадной части здания.
Акриловая краска
Акриловая эмульсия имеет стандартный расход на 1 квадратный метр: при нанесении первого слоя – от 180 до 250 г., второй слой потребует 150 г. Это зависит от материала основы и технологии применения.
Эмульсия на основе силикона
Главным составляющим веществом этой краски является силикон. Особенность этой разновидности в том, что создается поверхность, обладающая отличной паропроницаемостью.
Такую краску можно использовать для нанесения на пол, она не дает образовываться грибку и плесени. Также это отличное решение для стен, имеющих многочисленные трещины, размером не больше двух миллиметров. В отличие от предыдущего вида, это хороший вариант для внутренних работ.
Силиконовая краска
Первый слой силиконовой эмульсии потребует 300 граммов на 1м2. Для 2 слоя при тех же параметрах – всего лишь 150 г.
Эмульсии с добавлением силикатов
В состав материала включено жидкое стекло. Именно за счет этого поверхность получается очень устойчивой к различным воздействиям.
Но даже с учетом продолжительного срока службы, который может составлять десятки лет, состав не любит повышенной влажности. Это ограничивает область его использования.
Силикатная краска
При нанесении первого слоя понадобится 400 г., второго – от 300 до 350 г. на один квадратный метр поверхности.
Раствор на основе минералов
В составе такого изделия присутствует гашеная известь или цемент. Этот материал зарекомендовал себя как исключительно подходящий для работ внутри помещений, которые имеют бетонную или кирпичную поверхность.
Стандартная норма расхода такой водоэмульсионной краски на 1м2 составляет 550 и 350 грамм на первый и второй слой соответственно.
В продаже имеется также поливинилацетатная эмульсия, включающая в себя клей ПВА. Такой состав отличается исключительной неустойчивостью к любым проявлениям влажности. На 1 квадратный метр ее потребуется практически столько же, сколько смеси на основе минералов.
Поливинилацетатная краска
На заметку! В настоящее время существуют краски в баллончиках для распыления. Они отличаются тем, что достаточно сложно спрогнозировать их расход, даже с учетом указанных производителем норм. К тому же такие составы имеют резкий химический запах.
Блок: 2/3 | Кол-во символов: 3040
Источник: http://OtdelkaGid.ru/raboty/pokraska-pobelka/raskhod-vodoemulsionnoy-kraski-na-1-m2.html
Норма расхода алкидной краски
Средний показатель – 150 г/м2. Одного литра обычно хватает на 10 кв.м. Однако эти показатели могут варьироваться в зависимости от того, чем и в каких пропорциях вы разбавляете состав – олифой, керосином или скипидаром. Также расход алкидной эмали на 1м2 зависит во многом от структуры и пористости базовой поверхности. Так, расход алкидной краски по металлу будет меньше, чем по дереву или бетону.
Главное помнить, что лучше заранее все просчитать, чем потом бегать в поисках нужного оттенка или сокрушаться о пере плате за лишний материал.
Блок: 7/10 | Кол-во символов: 571
Источник: https://samstroy.com/%D0%BA%D0%B0%D0%BA-%D0%BF%D1%80%D0%B0%D0%B2%D0%B8%D0%BB%D1%8C%D0%BD%D0%BE-%D1%80%D0%B0%D1%81%D1%81%D1%87%D0%B8%D1%82%D0%B0%D1%82%D1%8C-%D1%80%D0%B0%D1%81%D1%85%D0%BE%D0%B4-%D0%BA%D1%80%D0%B0%D1%81/
Расход акриловой краски при фасадных работах
Расход краски на один квадрат зависит от фактурных особенностей. Среднее количество используемой смеси примерно составляет 180-200 гр. При работе со штукатуркой это число увеличивается до 220-250 гр. Для того чтобы существенно сэкономить и качественно покрасить поверхность, следует заранее обработать требуемую площадь. Для поддержания хорошего вида поверхности, она обновляется раз в несколько лет.
Блок: 7/8 | Кол-во символов: 1450
Источник: https://stroy-podskazka.ru/kraski/akrilovye/rashod-na-1-m2-v-2-sloya/
Кол-во блоков: 20 | Общее кол-во символов: 22107
Количество использованных доноров: 6
Информация по каждому донору:
- https://stroy-podskazka.ru/kraski/akrilovye/rashod-na-1-m2-v-2-sloya/: использовано 4 блоков из 8, кол-во символов 7357 (33%)
- http://pootdelke.ru/pokraska/rasxod-kraski-na-1-kv-m-poverxnosti.html: использовано 3 блоков из 6, кол-во символов 3106 (14%)
- https://DomStrouSam.ru/kakoy-rashod-kraski-na-1m2-po-metallu-raschet/: использовано 1 блоков из 4, кол-во символов 1250 (6%)
- http://OtdelkaGid.ru/raboty/pokraska-pobelka/raskhod-vodoemulsionnoy-kraski-na-1-m2.html: использовано 1 блоков из 3, кол-во символов 3040 (14%)
- https://samstroy.com/%D0%BA%D0%B0%D0%BA-%D0%BF%D1%80%D0%B0%D0%B2%D0%B8%D0%BB%D1%8C%D0%BD%D0%BE-%D1%80%D0%B0%D1%81%D1%81%D1%87%D0%B8%D1%82%D0%B0%D1%82%D1%8C-%D1%80%D0%B0%D1%81%D1%85%D0%BE%D0%B4-%D0%BA%D1%80%D0%B0%D1%81/: использовано 4 блоков из 10, кол-во символов 5074 (23%)
- https://megamolotok.ru/steny/41-rashod-kraski-na-kvadratnyj-metr: использовано 4 блоков из 7, кол-во символов 2280 (10%)
Оценка использования электролитического покрытия детали
Q: Как я могу оценить использование электролитического покрытия детали? Я работаю в сервисном центре и хотел бы точно оценить затраты при цитировании нового бизнеса.
A: Использование гальванического покрытия для каждой детали обычно определяется умножением квадратного фута детали на использование ecoat на квадратный фут. Площадь в квадратных футах должна быть предоставлена производителем детали. Использование ecoat на квадратный фут может быть определено двумя разными методами — средним и теоретическим.
Среднее использование экологической чистоты на квадратный фут может быть рассчитано путем суммирования количества использованной краски и деления его на произведенную площадь в квадратных футах. Расчет количества краски на квадратный фут с помощью этого метода является точным, если структура пленки одинакова для всей детали и от детали к детали.
Пример расчета среднего использования ecoat на квадратный фут — линия производит 8 000 000 квадратных футов металла в месяц, использование смолы составляет 11 000 галлонов, а использование пигмента — 1 400 галлонов.Следовательно, (11,000 + 1,4000) / 8,000,000 = 0,00155 галлона на квадратный фут.
Теоретическое использование можно определить по следующей формуле. Обратите внимание, что эта формула может использоваться практически для любого жидкого покрытия:
Один квадратный фут равен 144 квадратным дюймам. Один мил равен 0,001 дюйма. Фактор 231 — это количество кубических дюймов в галлоне. Сухой остаток в процентах — это количество краски на единицу объема, которое может быть нанесено на деталь.Содержание твердых веществ в процентах — это не то же самое, что содержание твердых веществ в процентах. Процент твердых веществ — это количество нелетучей краски на единицу веса. Сухой остаток в процентах можно получить у поставщиков краски. Потери связаны с краской, которая уносится из резервуара, но не является частью окончательного покрытия. Потери в системе и потери при отверждении краски — две самые большие потери в экологической системе. Потери в системе обычно связаны с краской, которая уходит в канализацию при окончательном ополаскивании DI / RO. Поставщик краски может предоставить сведения о потерях при отжиге краски и помочь определить количество краски, которое будет стекать при окончательном ополаскивании DI / RO.
Вот пример расчета теоретического экологического использования детали площадью 100 квадратных футов. Потери в системе составляют три процента, потери при отжиге составляют пять процентов, твердые частицы составляют 30 процентов, а толщина пленки составляет 0,7 мил.
В: Как мне рассчитать количество краски, которое уходит в канализацию при последнем ополаскивании DIW?
A: Следующая формула может быть использована для расчета стоимости экологической чистки, идущей на дренаж .
8,33 x скорость ополаскивания деионизированной водой x твердые частицы для слива x 60 минут / час x стоимость электроосаждения за фунт
8,33 — это вес воды. Скорость полоскания деионизированной водой — это количество свежей деионизированной воды, использованное при последнем ополаскивании. Твердые вещества для слива — это процент нелетучих веществ в растворе, поступающем в канализацию после окончательной DI-промывки. Стоимость E-Coat за фунт может быть определена по следующей формуле.
Фунты твердых веществ смолы можно рассчитать, умножив процент нелетучих смол на вес на галлон смолы.Фунты твердых веществ пигмента могут быть рассчитаны по той же формуле, только не забудьте заменить значения смолы значениями пигмента.
Пример расчета стоимости электронного покрытия за фунт: стоимость смолы составляет 10 долларов за галлон. Стоимость пигмента составляет 15 долларов за галлон. Соотношение подачи составляет 8: 1. Содержание нелетучей смолы составляет 40 процентов, а вес на галлон составляет 9 фунтов. Пигмент нелетучий составляет 60 процентов, а вес на галлон составляет 12,5 фунтов.
Пример расчета стоимости слива последнего ополаскивания DI: процент нелетучих веществ в растворе, который будет сливаться, равен 0.1 процент. Скорость полоскания деионизированной водой составляет 10 галлонов в минуту. Стоимость электронного пальто за фунт составляет $ 2,6171
.
- 8,33 × x 10 × x 0,001 × x 60 × x 2,6171 = 13,08 долл. США / час
Ecoat идет насмарку из расчета 13,08 доллара в час. Это будет 52 320 долларов в год для двухсменного завода, работающего 50 недель в год.
В: Как определить, достаточно ли площади анода в моем баке ecoat? У меня есть конвейерная система непрерывного действия, которая работает со скоростью 20 стоек в час.
A: Следующая формула может использоваться для расчета квадратных футов анода, необходимого для непрерывной конвейерной системы . Обратите внимание, что для расчета требуемой площади анода потребуется максимальная площадь в квадратных футах на стойку.
Пример расчета площади анода: максимальная площадь на стойку составляет 400 квадратных метров. Количество стоек составляет 20 в час.
Предварительная обработка под покраску | Продукция Отделочные
Высококачественное конверсионное покрытие необходимо для долговечности окрашенных металлических изделий. Процесс нанесения неорганического конверсионного покрытия на металлическую поверхность включает удаление любых поверхностных загрязнений, а затем химическое преобразование чистой поверхности в непроводящее неорганическое конверсионное покрытие.Конверсионные покрытия увеличивают общую площадь поверхности и способствуют адгезии нанесенной впоследствии органической пленки. Кроме того, конверсионные покрытия изменяют химическую природу поверхности, что увеличивает коррозионную стойкость. Именно эти две функции — увеличение площади поверхности и изменение химического состава поверхности — служат основой для подготовки материала основы для окраски.
Сегодня в индустрии предварительной обработки существует ряд движущих сил, среди которых наиболее важными являются качество, стоимость и защита окружающей среды.Хотя это не новые проблемы, индустрия предварительной обработки отреагировала на потребности отделочников, создав технологию для удовлетворения каждого из этих требований. Понимая полный производственный процесс, включая составы красок, оборудование для нанесения и нормативные воздействия, можно одновременно обращаться к каждому драйверу.
В качестве химического состава конверсионных покрытий сегодня используются в основном фосфат цинка или железа. Наблюдается движение к замене этих технологий новыми видами предварительной обработки металлов без фосфатов или с очень низким содержанием фосфатов.Технологии нового поколения были коммерциализированы многими поставщиками за последние несколько лет и быстро становятся отраслевыми стандартами. Независимо от химического состава, конверсионные покрытия используются для улучшения адгезии и коррозионной стойкости. В зависимости от конверсионного покрытия и желаемых характеристик конверсионное покрытие можно наносить на нескольких этапах процесса.
Очистка
Для повышения эффективности отделки детали перед нанесением покрытия необходимо очистить.Водная очистка, паровое обезжиривание или ультразвуковая очистка являются типичными процессами очистки, и из этих трех водная очистка составляет большинство. Для деталей, которые впоследствии будут покрыты органическими покрытиями, требуется предварительная обработка поверхности.
В зависимости от химического состава системы с фосфатом железа могут быть либо более чистым устройством для нанесения покрытий, где очистка и нанесение покрытия происходят на одной стадии, либо иметь отдельную стадию очистки. Отдельные этапы очистки необходимы для цинк-фосфатных систем и новых бесфосфатных и низкофосфатных конверсионных покрытий.Если очиститель не выполняет свою задачу по удалению нежелательных загрязнений с подложки, на последующих этапах обработки не будет получено однородное конверсионное покрытие и, следовательно, соответствующая защита металлической поверхности от коррозии.
Типичные почвы бывают органические или неорганические. Примерами органических загрязнений являются антикоррозионные масла и смазки, смеси для обработки металлов давлением и масла для прокатки. К неорганическим загрязнениям относятся окалина или окалина, металлическая мелочь и лазерная окалина.
При отделке металлов используются три типа очистителей: очистители на основе растворителей, кислотные очистители и щелочные очистители.Использование подходящего очистителя для нанесения имеет решающее значение, поскольку метод очистки может повлиять на характеристики покрытия, такие как вес покрытия и кристаллическая структура, а также на последующие характеристики покрытия.
Очистители на основе растворителей обычно используются на небольших поверхностях и обладают ограниченной способностью удалять сложные масла. Использование растворителей сокращается в пользу более экологически чистых вариантов. Кислотные очистители выбирают для удаления неорганических загрязнений, таких как поверхностные оксиды.
Щелочные очистители обеспечивают оптимальные результаты на органических почвах.Эти очистители достаточно универсальны, чтобы эффективно очищать поверхность, поднимая почву и диспергируя ее в основной ванне очистителя, где она удерживается до тех пор, пока она не будет удалена механически с помощью термического отделения масла, ультрафильтрации или переполнения резервуара очистителя для слива поверхностных масел. .
Полоскание
Правильная промывка — критический, но часто упускаемый из виду шаг в процессе предварительной обработки. Процесс ополаскивания водой останавливает химические реакции и удаляет непрореагировавшие химические вещества с поверхности детали.Эффективная промывка водой также сводит к минимуму миграцию химикатов от одной стадии обработки к другой. Для эффективного ополаскивания поддержание свежей воды для ополаскивания снижает количество загрязнений на поверхности деталей.
Поскольку ключевым моментом является контроль количества поверхностного загрязнения детали, при наличии только одной стадии ополаскивания можно установить ореол пресной воды между стадией ополаскивания химикатами и водой вместо добавления пресной воды в основной бак. Это позволяет промывочному резервуару работать при более высоком уровне загрязнения, в то время как ореол добавляет в резервуар свежую воду, но, что более важно, он заливает деталь и снижает поверхностное загрязнение.В случае нескольких стадий ополаскивания они имеют противоток и могут эффективно минимизировать количество воды, используемой на стадиях ополаскивания, требуя только часть объема воды и уменьшая количество производимых стоков. Вы также можете снизить потребление воды, оптимизировав конструкцию оборудования за счет правильной установки деталей.
Выбор
Традиционно для процесса предварительной обработки выбирали фосфат железа или цинка, который обеспечивал необходимую для операции степень производительности.В последнее время появились разработки по замене этой традиционной технологии продуктами, которые решают постоянно растущие проблемы, связанные с использованием энергии и воды, воздействием на окружающую среду и общим функционированием процесса.
1) Системы предварительной обработки фосфатом железа . Системы фосфата железа, также известные как фосфаты щелочных металлов, используются для деталей, которые требуют прочной отделки, но не подвергаются воздействию агрессивных сред. Эти системы могут включать от двух до шести стадий, причем самая короткая последовательность — это стадия очистителя и нанесения покрытия, за которой следует ополаскивание водопроводной водой.Если требования к рабочим характеристикам низкие, используются системы с короткой последовательностью.
Детали, которые труднее чистить или к которым предъявляются более высокие требования к качеству, требуют отдельной стадии очистки, соответствующих промывочных резервуаров, фосфата железа, ополаскивания после обработки и ополаскивания DI. Промывка после обработки (хромовая или нехромированная) приводит к улучшенным коррозионным характеристикам по сравнению с одним фосфатом.
Фосфаты железа образуют аморфное конверсионное покрытие на стали, цвет которого варьируется от радужно-синего до серого, в зависимости от рабочих условий и состава продукта.Смешанные металлы можно обрабатывать модифицированными формулами, которые обычно содержат фторид.
Процессы фосфата железа намного проще в эксплуатации и требуют меньшего количества стадий процесса, чем фосфатирование цинка. Однако фосфаты железа не обеспечивают той степени защиты от коррозии, которую обеспечивают фосфаты цинка.
2) Системы предварительной обработки фосфатом цинка . Система фосфата цинка отличается от системы железа в двух критических областях. Во-первых, это требует использования ступени для кондиционирования поверхности.Во-вторых, ванна с фосфатом цинка содержит дополнительные ионы металлов в растворе, которые включаются в покрытие вместе с ионами металлов из обрабатываемого субстрата.
Подготовка поверхности
Ополаскиватели для кондиционирования поверхности используются при фосфатировании цинка для улучшения морфологии кристаллов и контроля веса покрытия. Современные кондиционеры — это жидкие продукты, которые можно равномерно наносить с помощью дозирующих насосов.
Ополаскивание для кондиционирования поверхности происходит непосредственно перед стадией фосфата цинка и является единственным этапом процесса, за которым следует еще одна химическая стадия — ванна с фосфатом цинка.Традиционная химия для кондиционирования поверхности представляет собой коллоидную суспензию соли титана. По мере того, как эти традиционные ванны стареют, они становятся менее эффективными, и их необходимо часто слить или переливать, чтобы поддерживать эффективность.
Недавно фосфат цинка был использован для замены химического состава солей титана. Эта технология улучшает качество покрытия из фосфата цинка, но при этом не зависит от химического состава воды или ванны.
Фосфат цинка
Цинк-фосфатные покрытия обеспечивают исключительную стойкость окрашенных деталей в агрессивных средах и могут покрывать смешанные металлы (сталь, оцинкованную сталь и алюминий).За последние несколько лет произошло несколько небольших изменений, таких как снижение воздействия на окружающую среду, повышение производительности и простота эксплуатации. Новые системы фосфата цинка работают при более низких температурах, в некоторых случаях не содержат нитритов и никеля и обеспечивают снижение образования осадка, а некоторые продукты имеют внутреннее ускорение. Цели продуктов заключались в повышении качества, простоте эксплуатации и, в случае систем с внутренним ускорением, в устранении необходимости в дополнительных ускорителях.
В зависимости от состава металла в системе используются добавки, способствующие формированию конверсионного покрытия на основе. Например, добавление свободного фторида в ванну оптимизирует конверсионное покрытие алюминия и / или цинка. Добавление ионов кальция в ванну с фосфатом цинка дает микрокристаллическое фосфатное покрытие, необходимое для склеивания резины. В зависимости от конечного применения и требований к характеристикам, различные другие ионы металлов, органические кислоты, хелатирующие агенты и другие химические вещества могут изменять общие характеристики конверсионного покрытия из фосфата цинка.
За прошедшие годы системы фосфатирования цинка произошли от обычных систем, содержащих высокие уровни цинка и никеля, ускоренные нитритом натрия. Дополнительный ион металла, марганец, был включен в базовую химию для создания поликристаллических систем, используемых сегодня. Современные поликристаллические системы могут быть ускорены либо изнутри, либо извне, и в некоторых процессах никель удаляли, чтобы создать процесс без никеля.
Конверсионные покрытия нового поколения
Внедряются новые технологии конверсионных покрытий, дающие четыре существенных преимущества при обработке.Эти процессы нанесения покрытия короче, проще и работают при более низких температурах, чем современные способы нанесения фосфата цинка или железа. Они хорошо работают на всех стандартных основаниях из стали, цинка и алюминия. Они значительно снижают воздействие на окружающую среду, а их коррозионные характеристики соответствуют требованиям к отделке окрашенных металлических поверхностей. Все эти преимущества обеспечивают значительную экономию средств для производителей, желающих преобразовать свои существующие процессы.
Процесс конверсионного покрытия нового поколения основан на цирконии и дополнительных патентованных химикатах.При нанесении на металлическую подложку эти химические вещества реагируют с образованием покрытия из аморфного оксида циркония толщиной 20-80 нм, которое значительно отличается от используемых сегодня покрытий из фосфата железа и фосфата цинка. Новое покрытие тоньше, чем традиционные конверсионные покрытия из фосфата железа или цинка.
Новый процесс конверсионного покрытия не содержит цинка, никеля, марганца или фосфатов; скорее, он основан на химикатах, содержащих цирконий. Цирконий не считается опасным металлом в Северной Америке или Европе.Новое покрытие можно наносить за меньшее количество этапов, чем процесс фосфата цинка, и за меньшее количество химических этапов, чем при фосфате цинка и железа. В простейшей форме процесс состоит из пяти этапов — двух химических этапов и трех этапов промывки водой. Уменьшение количества стадий приведет к сокращению общей площади завода на 10–30 процентов при переходе со стандартного фосфата цинка на процесс конверсионного покрытия нового поколения. Также может быть реализовано сокращение использования воды, что напрямую связано с сокращением этапов процесса.
Последующая обработка
После того, как на металлическую поверхность нанесено конверсионное покрытие, поверхность ополаскивают водой для удаления непрореагировавших химикатов, и может быть применена дополнительная обработка. Последующая обработка может повысить устойчивость к коррозии и влажности по сравнению с конверсионными покрытиями без окончательной промывки. В случае нанесения гальванических покрытий требуется окончательная ополаскивание деионизированной (DI) или обратным осмосом (RO) водой, чтобы свести к минимуму попадание воды с высокой проводимостью на поверхность основы после последующего ополаскивания.В этих случаях обязательно иметь реактивное окончательное полоскание, которое сохранит свои свойства после полоскания DI или RO, а не полоскание с сушкой на месте.
Последующие обработки исторически основывались на хромовой кислоте. При более строгих нормах очистки сточных вод большинство отделочников перешли на последующую обработку либо с трехвалентным хромом, либо без хрома. Автомобильная промышленность установила стандарты, позволяющие практически полностью исключить использование шестивалентного хрома в автомобилях, выпущенных после 2007 года. Последние достижения в области последующей обработки полимеров методом сухого на месте (DIP) показали отличные результаты по сравнению со стандартными системами без хрома / DI-промывки. .
Оценка фосфатного покрытия
Преобразовательное покрытие определяется по трем характеристикам: вес покрытия, размер или морфология кристаллов и химический состав. Находясь в пределах проектных спецификаций для применения и материала, все три характеристики способствуют обеспечению надлежащих и ожидаемых характеристик адгезии и коррозии.
Вес покрытия
Вес покрытия определяется как количество покрытия, нанесенного на определенную площадь поверхности.Обычно вес покрытия выражается либо в граммах на квадратный метр (г / кв м), либо в миллиграммах на квадратный фут (мг / кв фут). Каждая технология конверсионного покрытия предназначена для нанесения покрытия определенной массы на подложку. Вес покрытия является отличным показателем того, находится ли ванна для конверсионного покрытия в надлежащем химическом балансе. Если вес покрытия низкий и выходит за пределы указанного диапазона, возможно, в процессе что-то не так, и требуется немедленное внимание.
Кристаллическая структура
Кристаллическую структуру конверсионного покрытия измеряют с помощью микроскопа, оптического или, чаще всего, сканирующего электронного микроскопа (SEM) при увеличении от 100 до 1000 раз.В случае покрытий нового поколения этого увеличения недостаточно, и необходимы другие инструменты, такие как атомно-силовой микроскоп (АСМ) или полевой эмиссионный сканирующий электронный микроскоп (FE-SEM), чтобы получить видимые изображения покрытий в 30 000 раз и более. .
Независимо от необходимого инструмента, конверсионное покрытие представляет собой комбинацию кристаллических и микроструктур, химически нанесенных на поверхность металла. Приборы используются для определения размера, формы и однородности покрытия.Эти инструменты — отличные инструменты для исследования любых дефектов металла или покрытия, которые остались бы незамеченными невооруженным глазом. Этот визуальный осмотр любой неоднородной обработанной поверхности помогает в поиске и устранении неисправностей в процессе предварительной обработки. С помощью микроскопов можно контролировать однородность конверсионного покрытия, чтобы гарантировать надлежащее покрытие и размер структуры. Хорошо известно, что размер структуры играет очень важную роль в адгезии краски.
Состав покрытия
Помимо веса покрытия и кристаллической структуры, химический состав покрытия играет важную роль в коррозионных характеристиках.В основном коррозия имеет щелочную природу, поэтому чем большую щелочную стойкость обеспечивает покрытие, тем лучше коррозионные характеристики.
Химический состав может быть определен путем простого анализа в лаборатории с использованием более современного оборудования, такого как сканирующие электронные микроскопы с энергодисперсионным рентгеновским излучением или рентгеновской дифракцией. Использование этого типа оборудования на месте нецелесообразно, но позволяет эффективно оценить производительность в лабораторных условиях. Химический состав покрытия может помочь в устранении неисправностей в тех случаях, когда коррозионные характеристики ниже ожидаемых.
Визуальный осмотр
Поскольку для оценки трех характеристик покрытия требуется некоторое время, простой визуальный осмотр покрытия на производственной площадке может выявить проблемы. По возможности фосфатные покрытия должны быть однородными по внешнему виду. Различия в цвете являются нормальным явлением для сборных узлов из смешанных металлов, таких как автомобили, с использованием различных оцинкованных стальных сплавов.
Хотя цвет может отличаться, на покрытии не должно быть видимых блестящих пятен.Блестящие участки указывают на состояние, известное как торможение. Ингибирование — это когда фосфатное покрытие не образовалось из-за поверхностного загрязнения.
Mapping — это широко используемый сегодня термин, который описывает различные типы рисунков, которые видны на конверсионном покрытии. Эти узоры часто наиболее заметны после нанесения лакокрасочной пленки, что делает их ремонт чрезвычайно дорогостоящим. Картирование обычно вызывается неравномерной химической реакцией с металлом из-за загрязнения, такого как масла, соединения, герметики или другие материалы, оставленные на поверхности.Загрязнения либо вступают в реакцию с металлом, образуя стойкое пятно, либо они не удаляются на химической стадии процесса, то есть при плохой очистке, когда загрязнение не удаляется на стадии очистки, а следующая химическая стадия должна удалить загрязнения поверхности. Если это химическая стадия конверсии, то время, необходимое для нанесения покрытия, снижается.
Образцы, такие как полосы, могут быть результатом высыхания в тамбурах слива, смещения распылительных форсунок или других дисбалансов потока воздуха и раствора в фосфатной системе.В большинстве случаев опытные операторы могут быстро исправить эти закономерности, перенастроив форсунки или отрегулировав давление. В некоторых случаях к системам добавляются дополнительные увлажняющие ремни для решения этих проблем. Некоторые системы не могут исправлять определенные шаблоны из-за недостатков оригинального дизайна. Незначительные узоры обычно не ухудшают качество покрытия. Доступные технологии предлагают отделочникам по металлу несколько вариантов на выбор в соответствии с требованиями заказчика.В настоящее время фосфаты железа и цинка преобладают в качестве продуктов выбора, когда речь идет о нанесении конверсионного покрытия на металлическую поверхность перед окраской. Однако в связи с постоянно меняющимся бизнес-климатом и необходимостью снижения затрат системы должны стать более экологически чистыми, сокращая при этом потребности в энергии и воде. С развитием покрытий нового поколения ситуация меняется, и у металлообрабатывающей промышленности появляется возможность удовлетворить ограничения по стоимости и окружающей среде, одновременно оправдывая ожидания своих клиентов в отношении производительности.
Список литературы
Джонсон, Э. «Предварительная обработка красок и порошковых покрытий», Отделка продуктов, 2002
Джайлз Т., «Основы предварительной обработки», Материалы конференции по нанесению покрытий, март 1998 г.
Гудро, Б., «Основы предварительной обработки металлов», Материалы конференции по нанесению покрытий, май 2008 г.
Fristad, W., «Безфосфатная предварительная обработка всех оснований», журнал Coating Magazine, ноябрь.2008
ПРОФЕССИОНАЛЬНОЕ ВОЗДЕЙСТВИЕ ПРИ ПРОИЗВОДСТВЕ КРАСКИ И КРАСКИ — Некоторые органические растворители, мономеры смол и родственные соединения, пигменты и профессиональные воздействия при производстве красок и покраске
Adams, R.M. (1983) Профессиональное кожное заболевание , Нью-Йорк, Грюн и Страттон, стр. 267–278.
Allen, R.A. (1972) Эпоксидные смолы в покрытиях. В: Madson, W.H., ed., Federation Series on Coatings Technology , Unit 20, Philadelphia, PA, Federation of Society for Paint Technology, pp. 7–61.
Allyn, G. (1971) Акриловые смолы. В: Madson, W.H., ed., Federation Series on Coatings Technology , Unit 17, Philadelphia, PA, Federation of Society for Paint Technology, pp.7–34.
]
Аскергрен А., Бевинг Х., Хагман М., Кристенссон Дж., Линрот К., Вестерберг О., Веннберг А. Биологические эффекты воздействия водоразбавленных и разбавленных растворителями красок в домашних условиях художники (швед.). Арб. Hälsa. 1988. 4: 1–64.
Бэк Б., Сааринен Л. Измерение аминов, используемых в качестве отвердителей эпоксидных смол в воздухе рабочих помещений и технических продуктах (фин.). Työterveyslaitoksen tutkimuksia. 1986; 4: 31–36.
Barry, T.H. (1939) История лакокрасочного производства. В: Proceedings of a Symposium, Varnish Making, Harrogate, May 1939 , London, Oil & Color Chemist’s Association, стр.1–15.
Belanger, P.L. И Кой, М.Дж. (1980) Sinclair Paint Company, Лос-Анджелес, Калифорния (Отчет об оценке опасности для здоровья № 80–68–871 ), Цинциннати, Огайо, Национальный институт профессиональной безопасности и здоровья.
1981 г.
Исследование канцерогенности лаковой продукции. Исследование смертности (итал.).
Med Lav.
6
465
472 9. [PubMed: 7335015]
]
Bobjer, O. & Knave, B. (1977) Физиологическая работа и воздействие растворителей и факторов пыли при покраске дома. В: Proceedings of the International Symposium on Control of Air Pollution in the Work Environment, Stockholm, 6-8 сентября 1977 г. , Part II, Stockholm, Шведский фонд рабочей среды / Международное бюро труда, стр.41–61.
Брэдли А., Бодсворт П.Л. Экологический контроль большой покрасочной камеры. Аня. ок. Hyg. 1983; 27: 223–224.
Брэди Р.Э. Младший, Гриффит Дж. Р., Лав К. С., Филд Д. Нетоксичные альтернативы необрастающим краскам. J. Coatings Technol. 1987. 59: 113–119.
Брюэр, G.E.F. (1984) Покрытия, электроосаждение. В: Mark, H.F., Bikales, N.M., Overberger, C.G. И Менгес, Г., ред., Энциклопедия науки и инженерии полимеров , 2-е изд., Vol. 3, Нью-Йорк, John Wiley & Sons, стр. 675–687.
Брюэр, Р.Дж. И Боган, Р. (1984) Неорганические эфиры целлюлозы. В: Mark, H.F., Bikales, N.M., Overgerger, C.G. & Menges, G., eds, Энциклопедия науки и инженерии полимеров , 2-е изд., Vol. 3, Нью-Йорк, John Wiley & Sons, стр. 139–147.
Браун, Т. Д. (1983) Покраска и лакировка. В: Parmeggiani, L., ed., Энциклопедия профессионального здоровья и безопасности, , 3-е изд. (Ред.), Vol. 2, Женева, Международное бюро труда, стр. 1583–1587.
]
Бруннер, Х.(1978) Краска. В: Williams, T.I., ed., A History of Technology , Vol. VI, Двадцатый век, ок. 1900 до с. 1950 , Часть I, Oxford, Clarendon Press, стр. 590–606.
Cannell, D. (1967) Промышленные ремонтные краски. В: Standen, A., ed., Kirk-Othmer Encyclopedia of Chemical Technology , 2nd ed., Vol. 14, Нью-Йорк, John Wiley & Sons, стр. 474–485.
Чепмен Э.М. Наблюдения за действием краски на почки с особым упором на роль скипидара.J. ind. Hyg. Toxicol. 1941; 23: 277–289.
Chrostek, W.J. (1980) Corporation of Veritas, Филадельфия, Пенсильвания (Отчет об оценке опасности для здоровья № 80–108–705 ), Цинциннати, Огайо, Национальный институт профессиональной безопасности и здоровья.
Chrostek, W.J. & Levine, M.S. (1981) Palmer Industrial Coatings Inc., Уильямспорт, Пенсильвания (Отчет об оценке опасности для здоровья № 80–153–881 ), Цинциннати, Огайо, Национальный институт охраны труда.
Коннолли, Э.М., Хьюз, К.С., Майерс, К.П. И Дин, Дж. К. (1986) Лакокрасочная промышленность США: технологические тенденции, рынки, сырье , Менло-Парк, Калифорния, SRI International.
Кранмер, Дж.М. и Гольберг, Л., ред. (1986) Труды семинара по нейроповеденческим эффектам растворителей. Нейротоксикология, 7 , 1–95.
Decouflé, P., Stanislawczyk, K., Houten, L., Bross, I.D.J. И Виадана, E. (1977) Ретроспективное исследование рака в связи с профессией (DHEW (NIOSH) Publ.No. 77–178 ), Цинциннати, Огайо, Национальный институт профессиональной безопасности и здоровья.
Даунинг, Р.С. (1967) Удаление краски и лака. В: Mark, H.F., McKetta, J.J. И Отмер, Д.Ф., ред., Кирк-Отмер Энциклопедия химической технологии , 2-е изд., Т. 14, Нью-Йорк, John Wiley & Sons, стр. 485–493.
Дриско Р.В. (1985) Морские покрытия. В: Grayson, M., ed., Kirk-Othmer Concise Encyclopedia of Chemical Technology , New York, John Wiley & Sons, p.295.
Дюфва, Л. (1982) Влияние факторов окружающей среды на исследования и разработки лакокрасочной продукции. В: Englund, A., Ringen, K. & Mehlman, M.A., eds, Advances in Modern Environmental Toxicology , Vol. 2, Опасности для здоровья при работе с растворителями , Принстон, Нью-Джерси, Princeton Scientific Publishers, стр.69–74.
Dupont (1988) Паспорт безопасности материала — IMRON ® Полиуретановая эмаль , № 7RS, Wilmington, DE.
]
Энгхольм Г. и Энглунд А. (1982) Заболеваемость и смертность от рака среди шведских художников. В: Englund, A., Ringen, K. & Mehlman, M.A., eds, Advances in Modern Environmental Toxicology , Vol.II, Опасности для здоровья, связанные с растворителями, , Принстон, Нью-Джерси, Princeton Scientific Publishers, стр. 173–185.
Энгхольм Г., Энглунд А., Лёвинг Х. Заболеваемость и смертность от рака у шведских художников (Аннотация). Сканд. J. Work Environ. Здоровье. 1987; 13: 181.
Федерация обществ по технологии красок (1973) Введение в технологию покрытий.В: Federation Series on Coatings Technology , Unit 1, Philadelphia, PA, pp. 7–32.
Фишер, Э.М. (1987) Краски, лаки и лаки. В: Johnston, B., ed., Colliers Encyclopedia , Vol. 18, Лондон, П.Ф. Кольер, стр. 330–334.
Fregert, S. (1981) Руководство по контактному дерматиту , 2-е изд., Чикаго, Иллинойс, Year Book Medical Publishers.
Fytelson, M. (1982) Пигменты (органические). В: Mark, H.F., Othmer, D.R., Overberger, C.G., Seaborg, G.T. И Грейсон, М., eds, Kirk-Othmer Encyclopedia of Chemical Technology , 3-е изд., Vol. 17, Нью-Йорк, John Wiley & Sons, стр. 838–871.
Гринбург Л., Майерс М.Р., Хайманн Х., Московиц С. Последствия воздействия толуола в промышленности. Варенье. мед. Доц. 1942; 118: 573–578.
Гуральник, Л.(1963) Смертность в разбивке по профессиональному уровню и причинам смерти среди мужчин в возрасте от 20 до 64 лет: США, 1950 (специальные отчеты по статистике естественного движения населения, том 43, № 5 ), Вашингтон, округ Колумбия, Министерство здравоохранения, образования и здравоохранения США. Благосостояние .
Гамильтон, E.C. & Early, L. W. (1972) Нитроцеллюлоза и органические эфиры целлюлозы в покрытиях. В: Madson, W.H., ed., Federation Series on Coatings Technology , Unit 21, Philadelphia, PA, Federation of Society for Paint Technology, pp. 9–41.
Hansen, C.M. (1982) Технология растворителей в разработке продуктов. В: Englund, A., Ringen, K. & Mehlman, M.A., eds, Advances in Modern Environmental Toxicology , Vol. 2, Опасности для здоровья при работе с растворителями , Принстон, Нью-Джерси, Princeton Scientific Publishers, стр.43–52.
Хитон, Н. (1928) Краткое описание технологии окраски , Лондон, Charles Griffin & Co.
Херрик Р.Ф., Элленбекер М.Дж., Смит Т.Дж. Измерение содержания эпоксидной смолы в аэрозольных баллончиках краски: три тематических исследования. Прил. инд. Hyg. 1988. 3: 123–128.
Hervin, R.L. & Thoburn, T.W. (1975) Главный ремонтный комплекс Trans World Airlines, Канзас-Сити, Миссури (Отчет об оценке опасности для здоровья № 72–96–237 ), Цинциннати, Огайо, Национальный институт охраны труда.
Уре П. Применение красок и лаков внутри зданий (фр.). Да. Примечания док. 1986; 125: 587–590.
IARC (1972) Монографии IARC по оценке канцерогенного риска химических веществ для человека , Vol. 1, Некоторые неорганические вещества, хлорированные углеводороды, ароматические амины , N- Нитрозосоединения и натуральные продукты , Lyon, pp. 29–39.
IARC (1974a) Монографии IARC по оценке канцерогенного риска химических веществ для человека , Vol. 4, Некоторые ароматические амины, гидразин и родственные вещества , N- Нитрозосоединения и прочие алкилирующие агенты , Lyon, pp.259–269.
IARC (1974b) Монографии IARC по оценке канцерогенного риска химических веществ для человека , Vol. 4, Некоторые ароматические амины, гидразин и родственные вещества , N- Нитрозосоединения и прочие алкилирующие агенты , Lyon, pp. 57–64.
IARC (1975) Монографии IARC по оценке канцерогенного риска химических веществ для человека , Vol. 8, Некоторые ароматические азосоединения , Lyon, pp. 83–89.
IARC (1977b) Монографии IARC по оценке канцерогенного риска химических веществ для человека , Vol. 14, Асбест , Лион.
IARC (1978a) Монографии IARC по оценке канцерогенного риска химических веществ для человека , Vol.16, Некоторые ароматические амины и родственные нитросоединения — краски для волос, красящие вещества и прочие промышленные химические вещества , Lyon, pp. 221–231.
IARC (1978b) Монографии IARC по оценке канцерогенного риска химических веществ для человека , Vol. 16, Некоторые ароматические амины и родственные нитросоединения — краски для волос, красящие вещества и прочие промышленные химикаты , Lyon, pp. 111–124.
IARC (1979j) Монографии IARC по оценке канцерогенного риска химических веществ для человека , Vol.20, Некоторые галогенированные углеводороды , Lyon, pp. 303–325, 349–367.
7]
]
]
Джонс, А. (1938) Целлюлозные лаки, отделочные материалы и цементы, , Филадельфия, Пенсильвания, Дж. Б. Липпинкотт.
Кикукава, Х. (1986) Краски и покрытия. Jpn. хим. Ann., Ноябрь , стр. 86.
Kline, C.H. & Co. (1975) Руководство Клайна по лакокрасочной промышленности , 4-е изд., Фэрфилд, Нью-Джерси.
Комински, Дж. Р., Рински, Р. и Строман, Р. (1978) Goodyear Aerospace Corporation, Акрон, Огайо (Отчет об оценке опасности для здоровья No.77-127-516 ), Цинциннати, Огайо, Национальный институт профессиональной безопасности и здоровья.
Криванек, Н. (1982) Токсичность красок, пигментов, смол, олиф и присадок. В: Englund, A., Ringen, K. & Mehlman, M.A., eds, Advances in Modern Environmental Toxicology , Vol. II, Опасности для здоровья, связанные с растворителями, , Принстон, Нью-Джерси, Princeton Scientific Publishers, стр. 1–42.
Lanson, H.J. (1978) Алкидные смолы. В: Grayson, M., ed., Kirk-Othmer Encyclopedia of Chemical Technology , 3-е изд., Vol. 2, Нью-Йорк, John Wiley & Sons, стр. 18–50.
Лейман П.Л. (1985) Краски и покрытия: глобальная проблема. Chem. Англ. Новости, 30 сентября , 27–68.
Линд Г.Значение гематологических изменений в распылителях лака (нем.). Arch. Gewerbepathol. Gewerbehyg. 1939; 9: 141–166.
Лоуэлл, Х.Дж. (1984) Покрытие. В: Mark, H.F., Bikales, N.M., Overberger, C.B. & Menges, G., eds, Encyclopedia of Polymer Science and Engineering , 2nd ed., Vol. 3, Нью-Йорк, John Wiley & Sons, стр. 615–667.
Martens, C.R. (1964) Эмульсионные и водорастворимые краски и покрытия , New York, Reinhold.
Мацунага Дж., Уне Х., Накайоши Н., Момосе Ю., Маэда М., Ватанабэ Д., Магори Ю., Эсаки Х., Камо Х., Куроки К. Профессиональное воздействие органических растворителей на маляров автомастерских (Япония). Med. Бык. Fukuoka Univ. 1983; 10: 173–178.
Mätthaus W. Вклад в поражение роговицы у рабочих, лакирующих поверхности в мебельной промышленности (нем.). Клин. Monatsbl. Augenheilkunde. 1964; 144: 713–717.
McDowall, M.E. (1985) Репродуктивная эпидемиология на производстве: использование регулярно собираемых статистических данных в Англии и Уэльсе, 1980–82 гг.50 ), Лондон, Канцелярия Ее Величества, Управление переписей и обследований населения.
Milham, S., Jr (1983) Профессиональная смертность в штате Вашингтон, 1950–1979 (DHHS (NIOSH), публикация № 83– 116% Цинциннати, Огайо, Национальный институт профессиональной безопасности и здоровья
Национальный институт профессиональной безопасности и здоровья (1970) Отчет переписи населения США , Цинциннати, Огайо.
Национальный институт профессиональной безопасности и здоровья (1984) Рекомендации по контролю за опасностями, связанными с производственной безопасностью и здоровьем.Производство красок и родственных покрытий (DHSS (NIOSH) Publ. No. 84–115 ), Цинциннати, Огайо.
Национальный институт безопасности и гигиены труда (1987) Нейротоксичность органических растворителей (Текущий информационный бюллетень № 48 ), Цинциннати, Огайо.
О’Брайен, Д.М. И Херли, Д. (1981) An Evaluation of Engineering Control Technology for Spray Painting (DHHS (NIOSH) Publ.№ 81–121 ), Цинциннати, Огайо, Национальный институт безопасности и гигиены труда.
Управление переписей и обследований населения (1958) Десятилетнее приложение Генерального регистратора Англия и Уэльс 1951, Профессиональная смертность , Часть II, Том. 2, Tables , Лондон, Канцелярия Ее Величества.
Управление переписей и обследований населения (1970) Классификация занятий , Лондон, Канцелярия Ее Величества.
Управление переписей и обследований населения (1972) Десятилетнее приложение Генерального регистратора, Англия и Уэльс 1961, Таблицы профессиональной смертности , Лондон, Канцелярия Ее Величества.
Управление переписей и обследований населения (1979) Профессиональная смертность 1970–1972, Англия и Уэльс, Десятилетнее приложение , Лондон, Канцелярия Ее Величества.
Управление переписей и обследований населения (1986) Профессиональная смертность 1979–80, 1982–83, Великобритания, Десятилетнее приложение , Лондон, Канцелярия Ее Величества.
Okawa, M.T. И Кейт, W. (1977) База технического обслуживания United Airlines, Международный аэропорт Сан-Франциско, Бурингейм, Калифорния (Отчет об оценке опасности для здоровья No.75–195–396 ), Цинциннати, Огайо, Национальный институт профессиональной безопасности и здоровья.
О’Нил, Л. А. (1981) Здоровье и безопасность, Загрязнение окружающей среды и лакокрасочная промышленность , Теддингтон, Великобритания, Ассоциация исследований красок.
Пелтонен, К.(1986) Термическое разложение порошковой эпоксидной краски. В: Proceedings of an International Congress on Industrial Hygiene, Рим, Италия, 5–9 октября , Рим, Pontifica Università Urbaniana, стр. 118–119.
Пелтонен К., Пфеффли П., Итконен А., Каллиокоски П. Определение присутствия бисфенола-А и отсутствия диглицидилового эфира бисфенола-А в продуктах термического разложения порошковой эпоксидной краски. Являюсь. инд. Hyg. Доц. J. 1986; 47: 399–403.
Petersen, G.R. И Милхэм, С., младший (1980) Профессиональная смертность в штате Калифорния, 1959–61 (публикация DHEW (NIOSH) № 80–104 ), Цинциннати, Огайо, Национальный институт профессиональной безопасности и здоровья.
Петерсон, Дж. Э. (1984) Покраска и нанесение покрытий. В: Cralley, L.J. & Cralley, L.V., eds, Аспекты промышленной гигиены производственных операций , Vol.2, Unit Operations and Product Fabrication , New York, MacMillan, pp. 222–247.
Pham Q.-T., Mur J.-M., Teculescu D., Merou-Poncele B., Gaertner M., Meyer-Bisch C., Moulin J.-M., Massin N. Респираторные симптомы и легочная функция у маляров на заводе по производству промышленных транспортных средств. Результаты поперечного эпидемиологического исследования (фр.). Arch. Mal. проф. 1985; 46: 31–36.
Филлипс, Л. В. (1976) Литературный поиск по токсичным и канцерогенным компонентам краски (отчет NIOSH 210–76–0108; PB 83–117655 ), Цинциннати, Огайо, Национальный институт охраны труда.
Пириля В. (1947) О профессиональных заболеваниях кожи рабочих лакокрасочных заводов, маляров, полировщиков и лакировщиков в Финляндии. Клинико-экспериментальное исследование. Acta dermatovenerol., 27 (Suppl. 16 ), 1–163.
Пауэлл, Г.М. (1972) Виниловые смолы. В: Madson, W.H., ed., Federation Series on Coatings Technology , Unit 19, Philadelphia, PA, Federation of Society for Paint Technology, pp. 7–55.
Райш, М.С. (1987) Продажи краски могут достичь пика 1986 года. Chem. Англ. Новости, 21 сентября , стр. 51–68.
]
Риала, Р. (1982) Химические опасности при окраске в строительной отрасли. В: Englund, A., Ringen, K. & Mehlman, M.A., eds, Advances in Modern Environmental Toxicology , Vol. 2, Опасности для здоровья при работе с растворителями , Принстон, Нью-Джерси, Princeton Scientific Publishers, стр.93–95.
]
Ринген, К. (1982) Опасности для здоровья художников. В: Englund, A., Ringen, K. & Mehlman, M.A., eds, Advances in Modern Environmental Toxicology , Vol. 2, Опасности для здоровья при работе с растворителями , Принстон, Нью-Джерси, Princeton Scientific Publishers, стр. 111–138.
Rosensteel, R.E. (1974) Harris Structural Steel Company, Пискатауэй, Нью-Джерси (Отчет об оценке опасности для здоровья № 73–99–108 ), Цинциннати, Огайо, Национальный институт профессиональной безопасности и здоровья.
Scheffers T.M.L., Jongeneelen F.J., Bragt P.C. Разработка предельных значений для конкретных эффектов (ESLV) для смесей растворителей при окраске. Аня. ок. Hyg. 1985; 29: 191–199.
Schiek, R.C. (1982) Пигменты (неорганические). В: Mark, H.F., Othmer, D.F., Overberger, C.G., Seaborg, G.T. & Grayson, M., eds, Kirk-Othmer Encyclopedia of Chemical Technology , 3-е изд., Vol. 17, Нью-Йорк, John Wiley & Sons, стр. 788.
Schurr, G.G. (1974) Наружные краски для дома. В: Madison, W.H., ed., Federation Series on Coatings Technology , Unit 24, Philadelphia, PA, Federation of Society for Paint Technology, pp.5–67.
Schurr, G.G. (1981) Краска. В: Mark, H.E., Othmer, D.F., Overberger, C.G., Seaborg, G.T. & Grayson, M., eds, Kirk-Othmer Encyclopedia of Chemical Technology , 3-е изд., Vol. 16, Нью-Йорк, John Wiley & Sons, стр. 742–761.
Sears, K. (1974) Пластификаторы. В: Мэдисон, В.H., ed., Серия Федерации по технологиям покрытий , Блок 22, Филадельфия, Пенсильвания, Федерация обществ по технологиям красок, стр. 5–103.
Селиков И.Дж. (1983) Исследования опасностей для здоровья в торговле живописью , Нью-Йорк, Медицинская школа Маунт-Синай Городского университета Нью-Йорка.
Зингер, Э. (1957) Основы технологии красок, лаков и лаков , Сент-Луис, Миссури, The American Paint Journal Co.
Скерфвинг, С. (1987) Биологический мониторинг воздействия неорганического свинца. В: Кларксон, Т.W., Friberg, L., Nordberg, G.F., & Sager, P.R., eds, Biological Monitoring of Toxic Metals , New York, Plenum, pp. 169–197.
Sterner J.H. Изучение опасностей при окраске распылением с бензином в качестве разбавителя. J. ind. Hyg. Toxicol. 1941; 23: 437–448.
4]
Шведский фонд рабочей среды (1987) Краски, лаки, клеи , Стокгольм.
Ulfvarson, U. (1977) Химические опасности в лакокрасочной промышленности. In: Proceedings of the International Symposium on Control of Air Pollution in the Work Environment, Stockholm, 6–8 сентября 1977 г. , Part II, Stockholm, Шведский фонд рабочей среды / Международное бюро труда, стр. 63–75.
Агентство по охране окружающей среды США (1979) Документ по разработке ограничений по сбросам, руководящим принципам и стандартам для составления красок: категория точечных источников (отчет EPA 440 / 1–79 / 049-b ), Вашингтон, округ Колумбия.
Vandervort, R. & Cromer, J. (1975) Отчет об оценке опасности для здоровья / определении токсичности Peabody Galion Corp. (NIOSH-TR 73-47-172; PB 246446 ), Цинциннати, Огайо , Национальный институт охраны труда.
]
Volk, O. & Abriss, M. (1976) Внутренняя отделка. В: Мэдисон, W.H., ред., Federation Series on Coatings Technology , Unit 23, Philadelphia, PA, Federation of Society for Paint Technology, pp.5–21.
4]
Wicks, Z.W. (1984) Олифа. В: Mark, H.F., Bikales, N.M., Overberger, C.G. & Menges, G., eds, Энциклопедия науки и инженерии полимеров , 2-е изд., Vol. 5, Нью-Йорк, John Wiley & Sons, стр. 203–214.
Уильямс, Р.А. (1977) Автомобильная отделка. В: Madson, W.H., ed., Federation Series on Coatings Technology , Unit 25, Philadelphia, PA, Federation of Society for Paint Technology, pp.7–36.
3]
Всемирная организация здравоохранения (1985) Хроническое воздействие органических растворителей на центральную нервную систему и диагностические критерии , Копенгаген.
Zey, J.N. & Aw, T.-C. (1984) Американская транспортная корпорация, Конвей, Арканзас (Отчет об оценке опасности для здоровья № 82-025-1413 ), Цинциннати, Огайо, Национальный институт профессиональной безопасности и здоровья.
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Португальский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Французский | |
| PITT-CHAR XP ЧАСТЬ B | 97-195M / 02 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 97-195 | Английский | |
| PITT-CHAR XP / XP2 БЕЛАЯ СМОЛА | 97-194XP2 / 05 | Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Испанский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Французский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Арабский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Корейский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Английский Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Английский Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Немецкий | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Французский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Голландский | |
| PITT-CHAR XP BASE WHITE | 003 | Испанский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BLACK CURE | 00375951 | Английский | |
| PITT-CHAR XP OFF БЕЛАЯ СМОЛА | 00375939 | Английский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Английский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Английский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Английский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Английский | |
| PITT-CHAR XP ЧАСТЬ B | 00333404 | Испанский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Малайский английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Китайский (упрощенный) | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Малайский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Арабский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Французский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Французский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Арабский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Корейский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Английский Английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Английский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Русский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Польский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Норвежский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Голландский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Итальянский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Немецкий | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Немецкий | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Французский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Голландский | |
| PITT-CHAR XP BASE WHITE PF | 000001104885 | Французский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Китайский (традиционный) Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Индонезийский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Индонезийский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Вьетнамский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Вьетнамский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Малайский английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Тайский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Малайский английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Тайский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Испанский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Испанский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Китайский (упрощенный) | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Китайский (упрощенный) | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Малайский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Малайский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Арабский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Арабский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Испанский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Арабский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Корейский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Испанский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Японский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Китайский (традиционный) | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Корейский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Японский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 002 | Испанский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 002 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 002 | Французский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 002 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Филиппинский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Хинди | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Филиппинский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Хинди | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Филиппинский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 003 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Филиппинский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Хинди | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Китайский (традиционный) Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Индонезийский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Вьетнамский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Малайский английский | |
| PITT-CHAR XP BASE WHITE | 003 | Тайский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Китайский (упрощенный) | |
| PITT-CHAR XP BASE WHITE | 003 | Малайский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Арабский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Арабский | |
| PITT-CHAR XP BASE WHITE | 003 | Испанский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Китайский (традиционный) | |
| PITT-CHAR XP BASE WHITE | 003 | Корейский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Японский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP BASE WHITE | 003 | Английский Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Французский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Французский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP HRD ЧЕРНЫЙ ST | 47589-C9000 / 4.94 К | Английский | |
| PITT-CHAR XP HRD ЧЕРНЫЙ PF | 47589-C9000 / 14,8 К | Английский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Французский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Английский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Французский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Английский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Французский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Английский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Французский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Английский | |
| PITT-CHAR XP / XP2 БЕЛАЯ СМОЛА | 97-194XP2 / 05 | Испанский | |
| PITT-CHAR XP / XP2 БЕЛАЯ СМОЛА | 97-194XP2 / 05 | Английский | |
| PITT-CHAR XP / XP2 БЕЛАЯ СМОЛА | 97-194XP2 / 05 | Французский | |
| PITT-CHAR XP / XP2 БЕЛАЯ СМОЛА | 97-194XP2 / 05 | Английский | |
| PITT-CHAR XP / XP2 БЕЛАЯ СМОЛА | 97-194XP2 / 05 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP / XP2 БЕЛАЯ СМОЛА | 97-194XP2 / 05 | Английский Английский | |
| PITT-CHAR XP BLACK CURE | 00375951 | Испанский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Испанский | |
| PITT-CHAR XP BLACK CURE | 00375951 | Английский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Английский | |
| PITT-CHAR XP BLACK CURE | 00375951 | Французский | |
| PITT-CHAR XP BLACK CURE | 00375951 | Английский | |
| PITT-CHAR XP BLACK CURE | 00375951 | Немецкий | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Китайский (упрощенный) | |
| PITT-CHAR XP BLACK CURE | 00375951 | Французский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Малайский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Английский | |
| PITT-CHAR XP BLACK CURE | 00375951 | Голландский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Испанский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Английский | |
| PITT-CHAR XP OFF БЕЛАЯ СМОЛА | 00375939 | Испанский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Португальский | |
| PITT-CHAR XP OFF БЕЛАЯ СМОЛА | 00375939 | Английский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Английский | |
| PITT-CHAR XP OFF БЕЛАЯ СМОЛА | 00375939 | Французский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Испанский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Испанский | |
| PITT-CHAR XP OFF БЕЛАЯ СМОЛА | 00375939 | Английский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Английский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Английский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Английский | |
| PITT-CHAR XP OFF БЕЛАЯ СМОЛА | 00375939 | Немецкий | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Немецкий | |
| PITT-CHAR XP OFF БЕЛАЯ СМОЛА | 00375939 | Французский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Французский | |
| PITT-CHAR XP OFF БЕЛАЯ СМОЛА | 00375939 | Голландский | |
| PITT-CHAR XP HARDENER BLACK ДЛЯ ОДНОЙ ПОДАЧИ | 00375571 | Голландский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Испанский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Английский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Испанский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Корейский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Английский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Английский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Английский Английский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Английский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Испанский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Английский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Китайский (упрощенный) | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Польский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Малайский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Норвежский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Английский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Немецкий | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Испанский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Английский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Французский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Испанский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Португальский | |
| PITT-CHAR XP BASE WHITE PLURAL FEED | 00333873 | Голландский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Английский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Английский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Корейский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Испанский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Английский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Английский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Английский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Английский Английский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Немецкий | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Английский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Французский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Польский | |
| PITT-CHAR XP BASE WHITE, ОДИНОЧНАЯ ПОДАЧА | 00375570 | Голландский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Норвежский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Немецкий | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Французский | |
| PITT-CHAR XP PITT-CHAR XP HARDENER BLACK PLURAL FEED | 00333861 | Голландский | |
| PITT-CHAR XP BAS WHITE PF | 47589-C3001 / 22.6K | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Французский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00366220 | Испанский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00366220 | Польский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00366220 | Норвежский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00366220 | Итальянский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00366220 | Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00366220 | Датский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Испанский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Арабский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Французский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Французский | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Испанский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Арабский | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Польский | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Норвежский | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Голландский | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Итальянский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Русский | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Датский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Немецкий | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Французский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Арабский | |
| PITT-CHAR XP BASE OFFWHITE | 00354397 | Голландский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Турецкий | |
| PITT-CHAR XP BASE WHITE | 00352601 | Шведский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Испанский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Русский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Польский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Норвежский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Голландский | |
| PITT-CHAR XP BASE WHITE | 00352601 | латышский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Итальянский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Немецкий | |
| PITT-CHAR XP BASE WHITE | 00352601 | Французский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Английский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Датский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Чешский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Немецкий | |
| PITT-CHAR XP BASE WHITE | 00352601 | Французский | |
| PITT-CHAR XP BASE WHITE | 00352601 | Голландский | |
| PITT-CHAR XP BASE WHITE | 00385969 | Китайский (традиционный) Китайский (упрощенный) | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Турецкий | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Китайский (упрощенный) | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Малайский | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Китайский (упрощенный) | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Малайский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Корейский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Корейский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Датский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Арабский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Французский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Французский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Арабский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Русский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Арабский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Шведский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Испанский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Русский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Польский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Норвежский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Голландский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | латышский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Итальянский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Немецкий | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Французский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Чешский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Немецкий | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Французский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 00352602 | Голландский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00366221 | Польский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Польский | |
| PITT-CHAR XP CF MESH 8X4 | AM-PITT-CHAR-MESH | Португальский | |
| PITT-CHAR XP CF MESH 8X4 | AM-PITT-CHAR-MESH | Китайский (упрощенный) Английский | |
| PITT-CHAR XP CF MESH 8X4 | AM-PITT-CHAR-MESH | Английский Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Испанский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Французский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00366221 | Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00366221 | Испанский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Арабский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00366221 | Норвежский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00366221 | Итальянский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Английский Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Английский Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00366221 | Английский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00366221 | Датский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Французский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00366221 | Немецкий | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00366221 | Французский | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00366221 | Голландский | |
| PITT-CHAR XP ЧАСТЬ B | 97-195M / 02 | Испанский | |
| PITT-CHAR XP ЧАСТЬ B | 97-195M / 02 | Английский | |
| PITT-CHAR XP ЧАСТЬ B | 97-195M / 02 | Французский | |
| PITT-CHAR XP ЧАСТЬ B | 97-195M / 02 | Английский | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Индонезийский | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Английский | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Малайский английский | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Английский Английский | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Английский | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Немецкий | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Французский | |
| PITT-CHAR XP HARDENER BLACK SFT | 00385973 | Голландский | |
| PITT CHARXP TINT INTUMESCENTE COMPB | 97-195.51 | Английский Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ | 1096788 | Английский Английский | |
| PITT-CHAR XP PF HRD | 1089838 | Английский Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Испанский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Норвежский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ | 1096788 | Китайский (упрощенный) Английский | |
| PITT CHARXP TINT INTUMESCENTE COMPB | 97-195.51 | Португальский | |
| PITT CHARXP TINT INTUMESCENTE COMPB | 97-195,51 | Английский | |
| PITT CHARXP TINT INTUMESCENTE COMPB | 97-195,51 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP PF HRD | 1089838 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP BASE WHITE SF | 00385969 | Китайский (традиционный) Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 97-195 | Английский Английский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 97-195 | Португальский | |
| PITT-CHAR XP HARDENER ЧЕРНЫЙ | 97-195 | Английский | |
| PITT-CHAR XP ЧАСТЬ B | 00333404 | Испанский | |
| PITT-CHAR XP ЧАСТЬ B | 00333404 | Английский | |
| PITT-CHAR XP ЧАСТЬ B | 00333404 | Португальский | |
| PITT-CHAR XP ЧАСТЬ B | 00333404 | Английский | |
| PITT-CHAR XP ЧАСТЬ B | 00333404 | Английский | |
| PITT-CHAR XP ЧАСТЬ B | 00333404 | Русский | |
| PITT-CHAR XP ЧАСТЬ B | 00333404 | Немецкий | |
| PITT-CHAR XP ЧАСТЬ B | 00333404 | Французский | |
| PITT-CHAR XP ЧАСТЬ B | 00333404 | Голландский | |
| PITT-CHAR XP ЧАСТЬ B | 00333405 | Английский | |
| PITT-CHAR XP ЧАСТЬ B | 00333405 | Арабский | |
| PITT-CHAR XP ЧАСТЬ B | 00333405 | Немецкий | |
| PITT-CHAR XP ЧАСТЬ B | 00333405 | Английский | |
| PITT-CHAR XP ЧАСТЬ B | 00333405 | Датский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Индонезийский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Китайский (традиционный) Английский | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Еврейский Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Румынский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Французский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Вьетнамский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Малайский английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Тайский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Арабский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Французский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Арабский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Французский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Арабский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Японский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Китайский (упрощенный) Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Французский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Арабский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Итальянский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Немецкий | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Французский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Испанский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Русский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Голландский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Итальянский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Немецкий | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Английский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Датский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Чешский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Немецкий | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Французский | |
| PITT-CHAR XP PF ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00281340 | Голландский | |
| PITT-CHAR XP BASE OFFWHITE | 00385969 | Китайский (традиционный) Английский | |
| PITT-CHAR XP / XP2 БЕЛАЯ СМОЛА | 97-194XP2 / 05 | Английский Китайский (упрощенный) | |
| PITT-CHAR XP2 ОТВЕРДИТЕЛЬ ЧЕРНЫЙ | 00352605 | Английский Китайский (упрощенный) | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Китайский (упрощенный) Иврит | |
| PITT-CHAR XP2 BASE OFF БЕЛЫЙ | 00352604 | Английский Китайский (упрощенный) |
перфтороктановая кислота (PFOA), тефлон и родственные химические вещества
Что такое тефлон и ПФОК? Где они находятся?
Teflon ® — это торговая марка, используемая для группы химических веществ искусственного происхождения, наиболее распространенным из которых является политетрафторэтилен (PTFE).ПТФЭ используется в коммерческих целях с 1940-х годов. Он имеет множество применений, потому что он чрезвычайно стабилен (не вступает в реакцию с другими химическими веществами) и может обеспечивать поверхность почти без трения. Большинство людей знакомы с ним как с антипригарным покрытием для сковород и другой посуды. Он также используется во многих других продуктах, например, в тканевых протекторах.
Перфтороктановая кислота (ПФОК), также известная как C8, является еще одним химическим веществом, созданным человеком. Он использовался в процессе производства тефлона и аналогичных химикатов (известных как фтортеломеры), хотя он сгорает во время процесса и не присутствует в значительных количествах в конечных продуктах.
ПФОК потенциально опасен для здоровья, поскольку может оставаться в окружающей среде и в организме человека в течение длительных периодов времени. Исследования показали, что он присутствует во всем мире в очень низких количествах практически в крови каждого человека. Более высокие уровни в крови были обнаружены у жителей сообществ, где местные источники воды были загрязнены ПФОК. Люди, подвергающиеся воздействию ПФОК на рабочем месте, могут иметь уровни во много раз выше.
ПФОК и некоторые аналогичные соединения могут быть обнаружены в небольших количествах в некоторых продуктах питания, питьевой воде и бытовой пыли.Хотя уровни PFOA в питьевой воде обычно низкие, они могут быть выше в определенных областях, например, вблизи химических заводов, которые используют PFOA.
Люди также могут подвергаться воздействию ПФОК через лыжный воск или ткани и ковровые покрытия, обработанные для защиты от пятен. Посуда с антипригарным покрытием не является значительным источником воздействия ПФОК.
Вызывают ли тефлон и ПФОК рак?
Вопрос о том, вызывают ли сами тефлон и другие антипригарные покрытия рак, не был предметом особого внимания.Основная проблема была связана с ПФОК, а также с аналогичными полифторалкильными веществами (ПФАС), такими как перфтороктановый сульфонат (ПФОС), перфторбутансульфонат (ПФБС) и химикаты GenX.
Во многих исследованиях изучалась возможность того, что ПФОК вызывает рак. Исследователи используют 2 основных типа исследований, чтобы выяснить, может ли такое вещество вызывать рак.
Исследования в лаборатории
В ходе исследований, проведенных в лаборатории, животные подвергаются воздействию вещества (часто в очень больших дозах), чтобы увидеть, вызывает ли оно опухоли или другие проблемы со здоровьем.Исследователи могут также подвергнуть человеческие клетки в лабораторной посуде воздействию вещества, чтобы увидеть, вызывает ли оно те типы изменений, которые наблюдаются в раковых клетках.
Исследования на лабораторных животных показали, что воздействие ПФОК увеличивает риск некоторых опухолей печени, яичек, молочных желез (груди) и поджелудочной железы. В целом, хорошо проведенные исследования на животных позволяют предсказать, какие воздействия могут вызвать рак и у людей.
Исследования на людях
В некоторых исследованиях изучается заболеваемость раком у разных групп людей.Эти исследования могут сравнивать уровень заболеваемости раком в группе, подвергшейся воздействию вещества, с уровнем заболеваемости раком в группе, не подвергавшейся воздействию, или сравнивать его с заболеваемостью раком среди населения в целом. Но иногда бывает трудно понять, что означают результаты этих типов исследований, потому что многие другие факторы могут повлиять на результаты.
Исследования изучали заболеваемость раком у людей, живущих рядом или работающих на химических предприятиях, связанных с ПФОК. Некоторые из этих исследований показали повышенный риск рака яичек при повышенном воздействии ПФОК.Исследования также предполагают возможную связь с раком почек и раком щитовидной железы, но повышение риска было небольшим и могло быть вызвано случайностью.
Другие исследования предположили возможные связи с другими видами рака, включая рак простаты, мочевого пузыря и яичников. Но не все исследования обнаружили такие связи, и необходимы дополнительные исследования, чтобы прояснить эти выводы.
Что говорят экспертные агентства
В большинстве случаев Американское онкологическое общество не определяет, вызывает ли что-либо рак (то есть, является ли это канцерогеном ). Вместо этого мы обращаемся к другим уважаемым организациям, которые классифицируют потенциально вызывающие рак воздействия.
Международное агентство по изучению рака (IARC) является частью Всемирной организации здравоохранения (ВОЗ). Одна из его целей — выявить причины рака. МАИР классифицировало ПФОК как «возможно канцерогенное для человека» (Группа 2B) на основании ограниченных данных о людях, которые могут вызывать рак яичек и почек, и ограниченных данных о лабораторных животных.
(Для получения дополнительной информации о системе классификации, которую использует IARC, см. Известные и вероятные канцерогены для человека.)
Агентство по охране окружающей среды США (EPA) поддерживает Интегрированную систему информации о рисках (IRIS), электронную базу данных, которая содержит информацию о воздействии на здоровье человека различных веществ в окружающей среде. EPA официально не классифицирует PFOA в отношении его канцерогенности.
В черновом (не окончательном) отчете Научно-консультативный совет EPA изучил доказательства по ПФОК, в основном из исследований на лабораторных животных, и заявил, что существуют «убедительные доказательства канцерогенности, но их недостаточно для оценки канцерогенного потенциала человека».Правление согласилось с тем, что новые доказательства будут рассматриваться по мере их поступления.
Другие агентства еще официально не оценили, может ли ПФОК вызывать рак.
Что делается с ПФОК (и ПФОС)?
Долгосрочные эффекты ПФОК и аналогичных химикатов в значительной степени неизвестны, но было достаточно опасений, чтобы побудить к попытке поэтапного отказа от их промышленных выбросов.
Хотя возможные долгосрочные последствия применения ПФОК для здоровья не установлены, в 2006 году Агентство по охране окружающей среды и 8 производителей США, которые использовали ПФОК в то время, согласовали «программу управления».«Компании поставили перед собой цель исключить ПФОК из выбросов и содержимого продукта к концу 2015 года. ПФОК и некоторые близкие к ней химические вещества (например, ПФОС) больше не производятся в США, хотя они все еще производятся в некоторых других странах. и потенциально может достигнуть потребителей США в определенных типах продуктов. Кроме того, сейчас используются многие другие PFAS, а новые все еще разрабатываются.
EPA в настоящее время не имеет обязательных ограничений на уровни ПФОК или родственных химикатов (таких как ПФОС) в питьевой воде.Однако EPA установило медицинских рекомендаций для PFOA и PFOS в питьевой воде, в значительной степени основанных на воздействии на здоровье PFOA и PFOS, обнаруженном в исследованиях на лабораторных животных (крысы и мыши). Рекомендуемый уровень здоровья для обоих этих химических веществ (по отдельности или в сочетании) установлен на уровне 70 частей на триллион в течение всей жизни человека. Эти рекомендации не являются юридически обязательными федеральными стандартами. Они предназначены для предоставления операторам систем питьевой воды, а также государственным и другим ведомствам, которые несут ответственность за надзор за этими системами, информацией о рисках для здоровья, связанных с этими химическими веществами, чтобы они могли принять соответствующие меры для защиты своих жителей.
Кроме того, EPA в настоящее время рассматривает возможность установления стандартов питьевой воды для ПФОК и ПФОС, которые, в случае принятия, установят юридически обязательные максимальные уровни загрязнения (ПДК) этих веществ в питьевой воде.
Следует ли мне принимать меры для защиты, например не использовать сковороды с тефлоновым покрытием?
За исключением возможного риска появления гриппоподобных симптомов от вдыхания паров от перегретой сковороды с тефлоновым покрытием, не существует доказанных рисков для людей от использования посуды с тефлоновым покрытием (или других поверхностей с антипригарным покрытием).Хотя в прошлом ПФОК использовался в США для изготовления тефлона, он не присутствует (или присутствует в очень малых количествах) в изделиях с тефлоновым покрытием.
Поскольку пути, по которым люди могут подвергаться воздействию ПФОК, неизвестны, неясно, какие шаги люди могут предпринять для уменьшения своего воздействия. По данным Центров по контролю и профилактике заболеваний США (CDC), люди, чей обычный источник питьевой воды содержит более высокие, чем обычно, уровни ПФОК или аналогичных химикатов, могут подумать об использовании воды в бутылках или установке фильтров для воды с активированным углем.
Для людей, которые обеспокоены тем, что они могли подвергнуться воздействию высоких уровней PFOA, можно измерить уровень в крови, но это не обычный тест, который можно сделать в кабинете врача. Даже если тест будет проведен, еще не ясно, что результаты могут означать с точки зрения возможного воздействия на здоровье.
PF SOLVENT — Растворитель для очистки кабеля высокого напряжения
Растворитель для очистки кабеля с высокой температурой вспышки, не содержащий остатков, для очистки кабеля перед его соединением. Удаляет жиры, масла, загрязнения, деготь и битум.Подходит для приложений высокого, среднего и низкого напряжения.
PF SOLVENT — очиститель и обезжириватель на основе растворителя с высокой температурой воспламенения для очистки и обезжиривания кабелей перед их соединением, технического обслуживания кабелей, распределительного устройства, сетевого и электрического оборудования. Удаляет жиры, желе, масла, загрязнения, остатки дегтя и битума. Подходит для использования в системах высокого (HV), среднего (MV) и низкого (LV) напряжения и не оставляет следов после полного испарения. Разработан в соответствии с рекомендациями IEEE.Идеальная замена традиционным, быстро испаряющимся растворителям, таким как трихлорэтан.
[Брошюра] Щелкните здесь, чтобы загрузить нашу специальную брошюру по вопросам энергетики.
- Очистка без остатков гарантирует отсутствие следа от земли или горячих точек
- Полная адгезия смолы к соединительным поверхностям исключает попадание влаги
- Помогает уменьшить монтажные ошибки, обеспечивая максимальное количество кабеля срок службы
- Электрическая прочность изоляции между 25 кВ и 39 кВ при испытаниях
- Контролируемая скорость испарения снижает расход растворителей, выбросы ЛОС и затраты по сравнению с быстро испаряющимися чистящими растворителями
- Проверена совместимость с большинством материалов, используемых в электрических сетях
- Отличная совместимость кабелей с различными оболочками кабелей материалы
- Использование на ПВХ, MDPE, свинце, алюминии, XLPE, EPR, меди, кремнии, EPDM и латуни
- Отсутствие вредного воздействия на полупроводниковые материалы или обычно используемые материалы прокладок
- Отсутствие длительного или серьезного воздействия на диэлектрические параметры бумажная изоляция протестирована
- Очищает большинство масел и консистентные смазки, включая остаточное жидкое топливо при комнатной температуре
- Не проявили каких-либо значительных эффектов при испытании на адгезию полупроводников и механическую прочность
или не вызвали значительного изменения объемного удельного сопротивления полупроводников - Доступны как в жидком, так и в низковолокнистом состоянии, предварительно насыщенные салфетки с использованием ткани, соответствующей квалификационным требованиям AMS 3819C и BMS 15-5F
- Система предварительно насыщенных салфеток устраняет опасные проблемы хранения, транспортировки и логистики сыпучих горючих жидкостей
/ Загрузить брошюру по энергии
«К 1988 году мы потребляли 109 000 фунтов TCA в год», — сказал г-н.Или. «Но примерно в то же время мы начали снижать потери растворителя за счет более тщательной работы». Обезжиривание алюминиевых изделий. Обезжиривание ASI проводилось в установке для обезжиривания с открытым верхом Baron-Blakeslee площадью 48 кв. Футов, оснащенной как ультразвуковой погружной ванной, так и секцией парового обезжиривания, а также поточным перегонным аппаратом для непрерывной переработки. «Почти вся наша продукция изготовлена из алюминия», — сказал г-н Орранж. «Итак, мы «Но в 1990 году мы добавили картриджные фильтры в погружную ванну», — сказал он. «Эти фильтры очищали растворитель на линии, снимая некоторую нагрузку с нашего аппарата. Это позволило нам опорожнять аппарат раз в два месяца, сокращая потери растворителя». В 1993 году, столкнувшись с приближающимся отказом от TCA, ASI решила перейти на другой обезжиривающий растворитель.Они протестировали несколько водных систем, но обнаружили, что контуры многих частей затрудняют полное высыхание интерьера перед нанесением краски. Кроме того, из-за размеров многих продуктов потребуется чрезвычайно большой резервуар для очистки и линия очистки / сушки. Также были изучены хлорированные растворители трихлорэтилен (TCE) и метиленхлорид (MEC). Хотя точной замены TCA не существует, эти родственные растворители очень близки. И TCE, и MEC обладают такой же обезжиривающей способностью, что и TCA, и могут использоваться в том же оборудовании для обезжиривания и дистилляции.Было сочтено, что контроль TCE будет менее дорогостоящим, поскольку его более высокая точка кипения и большая плотность пара облегчают удержание паров. Однако необходимо обновить
Модернизация обезжиривающего оборудования. Переоборудование произошло в июне и июле 1993 года. Обезжиривающее средство было опорожнено и очищено, а также произведены корректировки с учетом более высокой точки кипения ТХЭ. После консультации с дистрибьютором растворителей, Hubbard-Hall, Inc., Уотербери, Коннектикут, было добавлено несколько обновлений оборудования и внесены изменения в методы работы. В оборудование были внесены следующие основные изменения:
Совершенствование методов работы. Среди улучшенных методов работы были следующие:
Уменьшение потерь растворителя. Эти изменения привели к резкому и продолжающемуся сокращению потерь растворителя. Годовое потребление растворителей в 1993 году уже снизилось до 22 173 фунтов, включая 14 820 фунтов TCA и 7 353 фунтов TCE. В 1994 году этот показатель снизился на 35 процентов до 14 352 фунтов, а затем до 9 882 фунтов в 1995 году и 7 959 фунтов в 1996 году. Это было всего семь процентов от количества растворителя, израсходованного всего за восемь лет до этого. «Поскольку в 1995 году мы использовали менее 10 000 фунтов растворителя, — сказал г-н Орранж, — мы могли перестать сообщать о потреблении растворителя в EPA. Это было долгожданным сокращением бумажной работы. И сокращение закупок растворителей окупилось стоимость апгрейда машины менее чем за 15 месяцев ».
По мере того, как ASI испытала такое заметное снижение расхода растворителя, объем работы по обезжириванию увеличился. Хотя производство выровнялось в течение нескольких лет, оно выросло на 10 процентов в 1995 году и еще на 10 процентов в 1996 году. Тем не менее, потребление растворителей снизилось на 31 и 19 процентов, соответственно, за эти два года. Предвидя увеличение объемов выпуска продукции, ASI установила второй паровой обезжириватель площадью 16 кв. Футов. Однако из-за эффективности работы в более крупном обезжиривателе нет необходимости вводить в действие это второе обезжириватель, даже с увеличением производства.В настоящее время все обезжиривание выполняется одним оператором, работающим в одну восьмичасовую смену. Поддержание чистоты растворителя. Обслуживание растворителем важно, потому что большинство деталей, очищаемых в обезжиривателе, сделаны из алюминия, который может вступать в реакцию с хлорированными растворителями. Присутствие алюминия требует тщательного ухода за ингибиторами, предотвращающими разложение растворителя; в то же время непрерывная перегонка может способствовать постепенному истощению ингибиторов. Трихлорэтилен, используемый ASI, представляет собой растворитель NEU-TRI 2 от The Dow Chemical Company, класс TCE, специально ингибированный для парового обезжиривания.Hubbard-Hall, дистрибьютор Dow в Новой Англии, помогает ASI в программе обслуживания растворителей, чтобы обеспечить поддержание надлежащих уровней стабилизатора. Каждый месяц технический специалист Хаббарда-Холла посещает ASI, чтобы проверить растворитель на приемлемость кислоты и уровень pH, предупреждающие признаки разложения растворителя. Техник также забирает образец растворителя обратно в лабораторию дистрибьютора, где он проверяется с помощью газовой хроматографии на уровень стабилизатора. Если уровень низкий, добавляются новые добавки (регуляторы pH или стабилизаторы) для поддержания стабильности растворителя. Низкое воздействие на рабочем месте. Текущее ПДК трихлорэтилена на рабочем месте составляет 50 частей на миллион на восьмичасовом средневзвешенном уровне. ASI удалось удержать уровень значительно ниже этого. Уровень паров на рабочем месте проверяется несколькими способами. Хаббард-Холл снабжает ИСИ значками дозиметра, чтобы периодически проверять облучение оператора. Кроме того, технический специалист дистрибьютора дважды в год проверяет всю арматуру оборудования с помощью галогенного течеискателя. Это необходимо, потому что визуального осмотра недостаточно: вытекший растворитель быстро испаряется, а обоняние человека недостаточно остро, чтобы Каждый год технический специалист Hubbard-Hall также проводит обучение для всего персонала, связанного с операциями по обезжириванию. Это включает в себя обзор надлежащих методов обезжиривания, безопасного обращения с растворителем, утилизации опасных отходов, надлежащих действий в случае инцидента, стандартной практики входа в замкнутое пространство и оказания первой помощи в случае воздействия. Также предоставляется литература по безопасности и рациональному использованию продукции, большая часть которой выпущена Dow для использования с хлорированными растворителями.На стене за обезжиривателем висит простой и понятный плакат с инструкциями по технике безопасности Dow «Работайте с безопасностью прежде всего», как и паспорта безопасности материалов от Dow и Hubbard-Hall. Previous PostNextNext Post |