Ролики для профилегиба: Ролики для трубогиба — купить оборудование по цене производителя с доставкой по России и СНГ
Содержание
Набор роликов для трубогиба Stalex HB-40 круг 20, 25 мм
Набор роликов для трубогиба Stalex HB-40 круг 20, 25 мм — Афалина ГК
Группа Компаний «Афалина» — Промышленное и строительное оборудование
Выбрать город
Челябинск
(351) 700-77-39
Выберите город
- Челябинск
- Екатеринбург
- Магнитогорск
- Каталог оборудования
- Бренды
- Главная
-
О компании- 3D тур
- История
- Сертификаты
- Полезные статьи
- Сервис
- Контакты
(351) 700-77-39 | site@afalina74. ru
ru
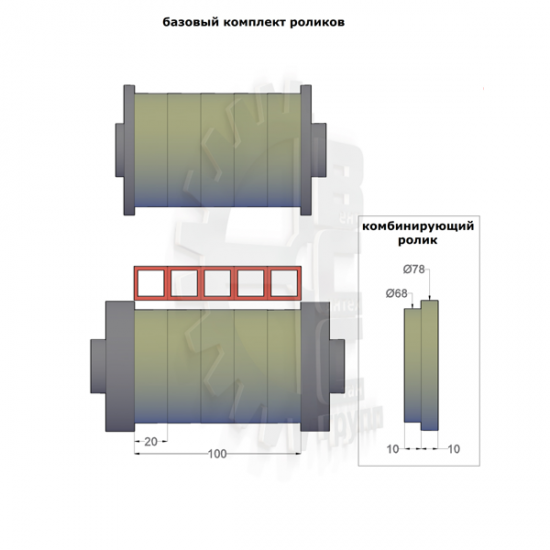
Ролики для трубогиба Stalex HB-40 для круглой трубы 20 и 25 мм
Полноценное использование модели трубогиба STALEX HB-40 невозможно без наличия комплекта роликов для труб круглой формы. В данный набор включены три ролика, два из которых являются прижимными – проточки 20 и 25мм, один ролик верхний приводной – проточки 20 и 25 мм.
- Набор роликов для трубогиба Stalex HB-40 и Stalex HB-60 профиль 30, 50 мм
- Ролики универсальные для TR-60 профиль 15-40
- Набор роликов для трубогиба Stalex HB-40 Stalex HB-40 и Stalex HB-60 круг 15, 30 мм
Здесь Вы можете отправить свою заявку на любое интересующее Вас оборудование или задать вопрос, не отходя от Вашего компьютера. Обязательные для заполнения поля отмечены звездочкой (*).
| *
Ваше Имя: |
Пример: Сидоров Иван Петрович
|
*Текст сообщения:
| |
|
* Ваш телефон: |
Пример: 8-351-2345678
|
| |
| Ваш Город: |
Пример: Челябинск
| ||
| Ваш E-Mail: |
Пример: [email protected]
| ||
|
| |||
|
* Введите код: |
Пример: abc3127
| ||
|
|
| ||
 Сообщение будет обработано нашим менеджером.
Сообщение будет обработано нашим менеджером.
Ролики для дорнового трубогиба Б/У
- Доска объявлений
- Металлообработка
- Запчасти, оснастка к металлообрабатывающим станкам
- Валики
Объявление не актуально!
Продам два ролика для дорнового трубогиба ИВ3428 под 50-ую трубу, диаметром 50 см (новый) и 24 см (б/у).
Отправка ТК.
Создано 18.05.2020 Изменено 18.05.2020
Станки по металлу
Металлообрабатывающие станки
Запчасти для станков
Похожие объявления
дорновый трубогиб
Состояние: Новый
В наличии
Краснодар (Россия)
50 000
Трубогиб дорновый Crippa Agostino
Состояние: Б/У Год выпуска: 1989 Производитель: Crippa Agostino (Италия)
Ростов-на-Дону (Россия)
700 000
Интересные статьи партнеров
Комплексная поставка в Клушино — пусконаладка трех станков
Раскаленный металл и дерево — рождение прекрасного
Извилистые скульптуры животных из древесины и металлического хлама
Пусконаладка оптоволоконного лазерного станка LF6025C/3000 IPG в Калининграде
5 мифов о лазерном станке: как неосведомленность мастера может навредить процессу
Все что нужно знать о смазочно-охлаждающих жидкостях (СОЖ)
Поставка мобильного измельчителя для дерева BOXER DWG-40 G в Казань
Пусконаладка оптоволоконного лазера для резки труб XTC-T220/1500 Raycus в Альметьевске
Исчезающие скульптуры Юлиана Фосс-Андре
Вы недавно смотрели
Все просмотренные объявления →
Angle Roll Machine, Angle Roller
Производитель высококачественных угловых валков в Китае.
С 1989 года, Эксперт в Уголок .
Угловой прокатный станок для продажи
Высокая точность, производительность и долгосрочная надежность Угловой прокатный станок для любого размера работы и бюджета. Стальные стержни, уголки, двутавровые и двутавровые балки, швеллеры, трубы и трубы изгибаются легко.
Две модели угловых валков от компании BIT
Двухзажимные угловые валки серии PBH и PBA, поставляемые с 3 или 4 валками. Угловой ролик Double-Pinch с высокой точностью, высокой производительностью и долговременной надежностью.
Параметры гибочной способности углового ролика PBH
Если требуемая секция гибки больше размера, указанного в таблице, свяжитесь с нами. Максимальный модуль упругости BIT может достигать 1000 см 3 .
| Model | PBH 120 | PBH 140 | PBH 200 | PBH 300 | PBH 360 | PBH 450 | PBH 500 | PBH 550 | PBH 600 | PBH 700 | ||||||||||
MAX.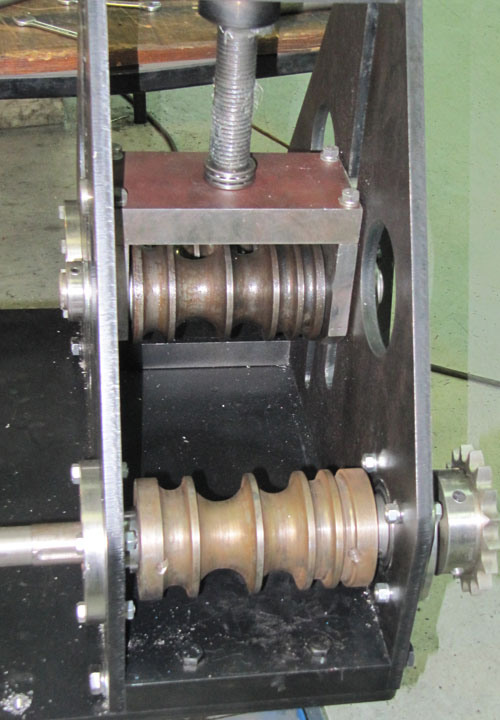 Section (MM) Section (MM) | ||||||||||||||||||||
| MAX.Section (MM). Φ800 | 100×25 Φ900 | 120×25 Φ1000 | 150×30 Φ1500 | 175×40 Φ2500 | 200×50 Φ2500 | 250×70 Φ3500 | 250×70 Φ3500 | 300×70 φ4000 | 300 × 80 φ5000 | |||||||||||
| MAX.Section (MM) MIN. | 250×40 Φ1000 | 350×50 Φ1500 | 400×60 Φ2000 | 450×70 Φ1000 | 500×80 Φ1200 | 500×100 Φ1600 | 650×100 Φ2000 | |||||||||||||
| Максимальное сечение (мм) Min.Bending DIA(mm) | 50×50 Φ500 | 60×60 Φ600 | 70×70 Φ800 | 80×80 Φ1500 | 110×110 Φ1600 | 130×130 Φ2000 | 145 × 145 φ2500 | 165 × 165 φ3000 | 200 × 200 φ3500 | 240 × 240 φ4000 | ||||||||||
MM. Sece.Sempending Sece.Sempending | MM.Sece.s.s.Seding | (MM.M. | 102×4 Φ1000 | 140×4 Φ1800 | 170×6 Φ2000 | 219×6 Φ2500 | 245×8 Φ3000 | 325×8 Φ4000 | 400×8 Φ8000 | 452×10 Φ8000 | 510×20 Φ1000 | |||||||||
| Max.Section(mm) Min.Bending DIA(mm) | 65×65×6 Φ1000 | 90×90×6 Φ1500 | 100×100×6 Φ2000 | 120×120×8 Φ3000 | 150×150×8 Φ5000 | 180×180×10 Φ6000 | 200×200×10 Φ8000 | 250×250×12 Φ10000 | 300×300×12 Φ15000 | 350×350×12 Φ30000 | ||||||||||
| Max.Section(mm) Min.Bending DIA(mm) | 80×80×10 Φ1000 | 100×100×12 Φ1200 | 120×120×12 Φ1500 | 140×140×14 Φ1500 | 160×160× 20 Φ1800 | 180×180×20 Φ3000 | 200×200×20 Φ4000 | 200×200×28 Φ4000 | 200×200×30 Φ4500 | 200×200×30 Φ4500 | ||||||||||
Max. Section(mm) Section(mm) Min.Bending DIA(mm) | 80×80×10 Φ1500 | 100×100×12 Φ2000 | 120×120×12 Φ2000 | 140×140×14 Φ2500 | 160×160×20 Φ3000 | 180×180×20 Φ4000 | 200×200× 20 Φ4500 | 200×200×28 Φ6000 | 200×200×30 Φ8000 | 200×200×30 φ8000 | ||||||||||
| MAX.Section (MM) MIN. φ2500 | 500 φ3000 | 550 φ4000 | 600 φ5000 | 700 φ6000 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | ||||||||
| Max.Section (мм) мин. Прибытие DIA (мм) | 80 × 80 × φ700 | 80 × 80 × 10 φ800 | 100 × 100 × 100009 φ1000 | 130 × 130 × 15 a | 150×150×20 Φ2000 | 180×180×20 Φ3000 | 200×200×20 Φ3000 | 250×250×30 Φ4000 | 300×300×30 Φ4000 | 350×350×30 Φ5000 | ||||||||||
Max. Section(mm) Section(mm) Min.Bending DIA(mm) | 120 Φ600 | 140 Φ600 | 200 Φ1000 | 300 Φ1200 | 360 Φ2000 | 450 Φ2500 | 500 Φ3000 | 550 Φ4000 | 600 Φ5000 | 700 Φ6000 | ||||||||||
| Max.Section(mm) Min.Bending DIA(mm) | 140 Φ4000 | 160 Φ6000 | 200 Φ9000 | 240 Φ15000 | 320 Φ32000 | 400 Φ35000 | 450 Φ40000 | 500 Φ40000 | ||||||||||||
| Sectional modulus cm 3 | 10-20 | 16-45 | 45-75 | 75-140 | 140-180 | 180-250 | 250-320 | 320-400993 | 5.5 | 11 | 11 | 15 | 18.5 | 22 | 30 | 37 | 37 | 45 |
Notes: An Angle Roll also known as a profile pipe bending машина, машина для угловых роликов, угловой ролик или машина для гибки профилей также используются для гибки трубных объектов. Угловые ролики BIT подходят для гибки таких предметов, как уголки, двутавровые и двутавровые балки, плоские стержни, квадратные стержни, U-образные швеллеры, трубы и т. д. Они используются из-за их высокой точности. и предпочтения клиентов. Пожалуйста, обратитесь к следующему URL-адресу веб-сайта для руководства пользователя: Руководство пользователя
Угловые ролики BIT подходят для гибки таких предметов, как уголки, двутавровые и двутавровые балки, плоские стержни, квадратные стержни, U-образные швеллеры, трубы и т. д. Они используются из-за их высокой точности. и предпочтения клиентов. Пожалуйста, обратитесь к следующему URL-адресу веб-сайта для руководства пользователя: Руководство пользователя
Параметры алюминиевого углового ролика PBA
| Model | PBA-300F | PBA-450 | PBA-500 | PBA 500 + | PBA-500F | PBA-600 | PBA 600 + | PBA-800 | PBA-10007 | PBA-1200 |
| Power (kW) | 2. 5 5 | 5.5 | 4 | 6.5 | 5 | 5 | 10 | 10 | 18 | 22.5 |
| Roller Speed (rpm) | 1-30 | 1-20 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 | 1-15 |
| Макс. диаметр формы (мм) | 160 | 240 | 240 | 240 | 240 | 260 | 260-400 | 260/320 | 300 | |
| Roller DIA (mm) | 30 | 50 | 50 | 50 | 50 | 60 | 80 | 80 | 105 | 125 |
. AXIS DISMIS0030 AXIS DISMIS0030 | 270-600 | 370-1200 | 270-600 | 450. | 15 | 25 | 25 | 35 | 50 | 70 |
| Accuracy Y-axis (mm) | ≤0.01 | ≤0.01 | ≤0.01 | ≤0.02 | ≤0.02 | ≤0,02 | ≤0.02 | ≤0.02 | ≤0.02 | |
| Max.Torque X-Axis (N.m) | 1200 | 1700 | 2500 | 4000 | 2500 | 4500 | 6000 | 6000 | 10000 | 1300 |
Max. Section size Section size (W×H)(mm) | 50×70 | 120×150 | 150×200 | 120×150 | 150×200 | 200×250 | 200×250 | 250×300 | 300×450 | |
| Dimension (m) | 1.2×.8×1.3 | 1.8×.7×1.7 | 1.5×1.2×1.4 | 1.6×1.2×1.5 | 1.5×1.2×1.4 | 1.5×1.2×1.4 | 1.8×1.8×1.6 | 1.8×1.8×1.6 | 1.9×20×1.75 | 2.1×2.2×1.85 |
BIT’s Angle Rollers Video
 youtube.com/embed/KZJibHRE7g8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/KZJibHRE7g8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
ПРЕИМУЩЕСТВА СТАНКОВ С ДВОЙНЫМ ЗАЖИМОМ
3-валковые угловые вальцы с двойным захватом представляют собой экономичные профилегибочные машины, относительно простые в эксплуатации. Боковые валки расположены справа и слева от верхнего вала и находятся на одной оси. Ось каждого рулона помогает сделать изгиб. «Задний» боковой валик (на дальней стороне точки подачи) также служит задним упором для выравнивания листа для правильного выравнивания. Это устраняет необходимость в помощи оператора. Трехвалковые машины для гибки профилей с двойным защемлением не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять лист во второй раз после предварительного изгиба, как в случае с трехвалковыми машинами с начальным защемлением.
Что такое угловой вал?
Угловой валок (также известный как Угловой валок, Угловой железный валок , Угловой вальцовый станок, Секционно-гибочный станок, Алюминиевый гибочный станок) — это вальцегибочные станки, используемые для раскатывания форм материалов до определенного радиуса или диаметра.

Угловалковая машина использует комбинацию валков из закаленной стали с механическим приводом для формирования продолговатых металлических профилей в круглые, полукруглые или детали с переменным радиусом. Услуги по гибке и прокатке конструкционной стали, такие как крупногабаритные детали, в том числе для гибки балок с широкими полками, являются одними из самых сложных задач модификации металла угловых валков.
Ролики угловых валков представляют собой круглые детали, которые вращаются для гибки и придания формы металлу внутри машины. Валки приводятся в движение механическим приводом или системой гидравлического привода. Расстояние между валками регулируется, что позволяет придавать материалу различные формы и придавать материалу желаемый угол. Каждый угловой ролик имеет как минимум один прижимной ролик, который используется для подачи металла в машину.
BIT предлагает уникально точный и автоматизированный угловой железный каток. Наш угловой вал всегда соответствует самым высоким стандартам и сертификатам.
Что может использовать угловой ролик?
Угловой валок может сгибать трубы, трубы, круглые и сплошные квадратные и плоские стержни, уголки, тавровые секции, двутавровые и двутавровые балки и U-образные профили на угол более 180 градусов, а также в окружности или дуги, и часто используется для создания круглых штуки.
Угловалковые станки (угловые железные ролики) могут формовать различные материалы, такие как сталь, титан, алюминий, нержавеющая сталь и большинство других ковких металлов. Эти металлы могут быть трубами, трубами, плоскостями, углами, твердыми телами, профилями или практически любым другим профилем, который вы можете себе представить.
Принцип работы угловой машины
Основы работы угловой машины довольно просты. Процесс заключается в том, что плоская кромка детали подается на угловой железный ролик, и с помощью защемления двух роликов поднимается третий ролик, чтобы начать процесс гибки. Затем эти 3 ролика приводятся в движение одновременно вперед и назад, сгибая металл до желаемой формы в серии «проходов». В зависимости от предела текучести материала и желаемой конечной формы количество «проходов» будет варьироваться. Преимущество использования этого метода для формирования деталей заключается в том, что создается плавный радиус и плавный переход радиусов от деталей с различными радиусами.
В зависимости от предела текучести материала и желаемой конечной формы количество «проходов» будет варьироваться. Преимущество использования этого метода для формирования деталей заключается в том, что создается плавный радиус и плавный переход радиусов от деталей с различными радиусами.
Два популярных угловых ролика/угловых роликовых станка, кто из них лучший?
Четыре рабочих этапа обычных угловых валковых машин/угловых валков, представленных на рынке
Пирамидальный угловой валик: это симметричный гибочный валковый станок.
- Рабочая фаза 1#: Загрузка изгибаемой детали: на этом этапе профиль вставляется между валками. При необходимости деталь может поддерживаться и не подвергается деформационному напряжению.
- Рабочая фаза 2#: Движение валков для достижения положения зажима: на этом этапе профиль блокируется между валками и может перемещаться вперед и назад, вращая валки. Прикладываемое давление ниже, чем необходимое для деформации профиля.
- Рабочая фаза 3#: Рабочая фаза: на этой фазе увеличивается давление и происходит деформация профиля путем перемещения профиля и движения валков.
- Рабочая фаза 4#: Разгрузка профиля: снимается давление на профиль и увеличивается пространство между валками, чтобы профиль можно было извлечь из машины.
 Прикладываемое давление ниже, чем необходимое для деформации профиля.
Прикладываемое давление ниже, чем необходимое для деформации профиля.Принцип работы оказывает непосредственное влияние на все фазы, но в основном на вторую и третью. Понятно, что для загрузки профиля на станок должно быть достаточное расстояние между валками. Ясно также, что для блокировки профиля между валками и приложения давления необходимо уменьшить это расстояние. Один или несколько валков должны иметь возможность двигаться относительно других.
Шесть рабочих фаз BIT Angle Roll Machine/Angle Roller с предварительным изгибом на обеих сторонах роликов
Процесс гибки PBH Angle Roll Machine
Двойной зажим Angle Roll Machine: обе его формы представляют собой машины для асимметричного проката гибочные машины. Угловой валок с двойным защемлением может выполнять процессы асимметричной и симметричной гибки, а специальная конструкция обеспечивает лучшую способность к предварительному изгибу.
Угловой валок с двойным защемлением может выполнять процессы асимметричной и симметричной гибки, а специальная конструкция обеспечивает лучшую способность к предварительному изгибу.
- Этапы 1#: Загрузка гибки металлических профилей – металлический профиль вставлен между верхним и правым нижним роликами. Металлический профиль при необходимости может опираться и не подвергается деформационным нагрузкам.
- Шаги 2#: Движение правого нижнего ролика до верхнего ролика достигает положения зажима – металлический профиль блокируется между роликами и может перемещаться вперед и назад, вращая ролики. Прикладываемое давление ниже, чем необходимое для деформации профиля.
- Шаги 3#: Предварительный изгиб между верхним роликом и левым роликом – правый ролик медленно поднимается, начинает прокатку и выполняет предварительный изгиб между верхним роликом и левым роликом.
- Этапы 4#: Рабочая фаза – на этой фазе увеличивается давление и происходит деформация профиля за счет перемещения профиля и движения валков.
- Шаги 5#: Предварительная гибка между верхним роликом и правым роликом – Левый ролик опущен, а правый ролик поднят. Материал направляется влево, и три валка начинают прокатку, предварительно сгибаясь между верхним вальцом и правым вальцом.
- Шаги 6#: Разгрузка металлического профиля – устранено давление на профиль и увеличено пространство между роликами, чтобы профиль можно было извлечь из станка.

Понятно, что для загрузки профиля на станок должно присутствовать достаточное расстояние между роликами. Ясно также, что для блокировки профиля между валками и приложения давления необходимо уменьшить это расстояние. Один или несколько роликов должны иметь возможность двигаться относительно других.
Подробнее: 6 советов по выбору машины для производства угловых валков
Различные стили форм для валков
Угловые валки BIT могут быть оснащены различными комплектами форм для валков. В стандартную комплектацию каждого уголковогибочного станка входит универсальный набор форм для валков, который позволяет формировать различные формы и профили.
В стандартную комплектацию каждого уголковогибочного станка входит универсальный набор форм для валков, который позволяет формировать различные формы и профили.
Для гибки круглых труб необходимо настроить форму в соответствии с диаметром трубы.
Опционально BIT предлагает специальные наборы роликов, которые включают ролики, изготовленные для конкретных применений, таких как экструзия или материалы, которые могут легко поцарапаться или поцарапаться в процессе гибки.
Что такое угол изгиба?
Теги:Угловой гибочный станокУгловой прокатный станокФланцевая формовочная машинаФланцевая машина для изготовления фланцевых профилей
4-валковая гибочная машина и профилегибочная машина
Что такое 4-валковая гибочная машина?
Четырехвалковые гибочные станки отличаются от трехвалковых гибочных станков простотой.
Четырехвалковые гибочные станки производят самую быструю и точную гибку. Он имеет верхние вальцы с фиксированным положением и два смещенных или боковых валка, по одному с каждой стороны, а также дополнительный валок под верхним валком, который постоянно зажимает лист во время прокатки и может предварительно сгибать оба конца заготовки (листа или профиля). без удаления.
без удаления.
Тип 4-валковой гибочной машины
Принцип работы 4-валковой гибочной машины
Металлическая заготовка надежно удерживается на месте между верхним и нижним валками, в то время как боковые валки движутся вертикально, создавая изгиб. Нижний валок перемещается вверх, чтобы надежно удерживать металлический профиль или поверхность листа относительно верхнего валка, в то время как боковой валок поднимается, образуя точный предварительный изгиб, сводя к минимуму плоскую зону на кромке заготовки. Заготовки на 4-валковой гибочной машине загружаются горизонтально на уровне подачи для предварительной гибки, что позволяет использовать горизонтальные роликовые столы с электроприводом для облегчения подачи заготовки.
Боковые валки расположены справа и слева от нижнего вала и на своих осях. Независимая ось каждого ролика помогает сделать идеальный изгиб. Так называемый «задний» боковой валок (на дальней стороне точки подачи) также служит задним упором для выравнивания листа для правильного выравнивания. Это устраняет необходимость в помощи оператора.
Это устраняет необходимость в помощи оператора.
Лист остается прямолинейным без проскальзывания как во время предварительной гибки, так и во время прокатки благодаря постоянному надежному зажиму верхнего и нижнего валков.
Принцип работы 4-валковой листогибочной машины
Четырехвалковые машины не требуют, чтобы оператор снимал, переворачивал, а затем пытался выровнять лист второй раз после предварительной гибки, как в случае с трехвалковой , начально-щипковые машины. Поскольку материал можно хранить в машине, цилиндр можно раскатать до требуемого диаметра сразу после предварительного изгиба.
4 ролика вместо 3 роликов
3 ролика углового ролика4 ролика углового ролика3 ролика углового ролика и 4 ролика углового ролика
- Четырехвалковые гибочные станки более точны, производительны, универсальны, быстрее, безопаснее и проще в эксплуатации, чем трехвалковые станки. Они меньше зависят от компетентности оператора.
- Самые быстрые и точные гибки выполняются на четырехвалковых машинах. Четырехвалковые машины имеют небольшое преимущество во времени цикла, потому что они позволяют выполнять предварительную гибку передней кромки, прокатку корпуса цилиндра и окончательную обработку заднего предварительного изгиба при прокатке в одном и том же направлении.
- Нижний валок перемещается вверх, чтобы надежно удерживать заготовку относительно верхнего валка, в то время как боковой валок поднимается, образуя точный предварительный изгиб, сводя к минимуму плоскую зону на кромке заготовки. Предварительная гибка на 3-валковой гибочной машине требует наклона заготовок вниз во время их подачи. Напротив, заготовки загружаются горизонтально на уровне подачи для предварительной гибки на четырехвалковом станке, что позволяет использовать горизонтальные роликовые столы с электроприводом для облегчения подачи заготовки.
- Боковые валки расположены справа и слева от нижнего вала и на своих осях. Независимая ось каждого ролика помогает сделать идеальный изгиб.
- Заготовка остается прямолинейной без проскальзывания как во время предварительной гибки, так и во время прокатки благодаря постоянному надежному зажиму верхнего и нижнего валков.
 Четырехвалковые машины имеют небольшое преимущество во времени цикла, потому что они позволяют выполнять предварительную гибку передней кромки, прокатку корпуса цилиндра и окончательную обработку заднего предварительного изгиба при прокатке в одном и том же направлении.
Четырехвалковые машины имеют небольшое преимущество во времени цикла, потому что они позволяют выполнять предварительную гибку передней кромки, прокатку корпуса цилиндра и окончательную обработку заднего предварительного изгиба при прокатке в одном и том же направлении.