Как сделать вагонку своими руками видео: Изготовление вагонки своими руками: видео как делать
Содержание
Изготовление вагонки своими руками: видео как делать
Если вы планируете самостоятельно отделать свои постройки деревянным покрытием, если у вас завались времени, а денег недостаточно, то вагонка, сделанная своими руками – просто находка для вас.
Сделать вагонку или шалевку своими руками может любой, кто обладает упорством, терпением и для кого творчество приносит всегда радость.
Изготавливаем сами вагонку
Конечно, можно приобрести готовые образцы шалевки, но иногда качество такого товара на рынке не очень устраивает. «Своя» вагонка получается, как правило, толстой, около 20 мм. Такой материал по прочности не уступает купленному, да и при изготовлении шалевки вы постараетесь выбрать почти идеальную доску, без сучков, дефектов. Экономия тоже будет играть не последнюю роль: от необрезной доски не останется почти никаких отходов, даже на дрова, а полученная вагонка окажется в разы дешевле купленной.
Технология изготовления шалевки
Прежде чем приступить к изготовлению шалевки нужно определиться, какие у вас есть инструменты в наличии. Самое главное – подобрать станок для работы, который должен быть больших размеров и обладать отличной мощностью.
Самое главное – подобрать станок для работы, который должен быть больших размеров и обладать отличной мощностью.
Не стоит обращать внимание на дешевые станки, конечно, хороший станок обойдется вам в тысяч 15, но эти деньги окупятся быстро, а у вас останется отличный механизм, с помощью которого вы сделаете не одно полезное дело. При покупке станка обязательно выбирайте правильно способы охлаждения двигателя, так как он быстро нагревается. В идеале по этой причине лучше работать на двух станках, взяв один на прокат. Проверенно на практике: станок нагревается быстрее, чем устает человек.
Не стоит напрягаться и выбирать многофункциональный станок, главное, чтобы он пилил и фуговал. Наличие алюминиевых деталей плохо сказывается на внешнем виде шалевки, так как на ней остаются полоски от этого металла.
К выбору материала нужно подходить тоже с расчетом. Лучше делать вагонку по размеру имеющейся у вас необрезной доски. Опытные мастера предупреждают, что не стоит самостоятельно браться за вагонку длинною в два метра- очень тяжело, да и это не выгодно.
Расчет ширины шалевки тоже определяется размерами доски. Просмотрите все доски и выберите самую наименьшую ширину из них, это будет ширина вашей шалевки. С узких досок выйдет один широкий элемент шалевки, с достаточно большой по ширине доски выйдет аж две шалевки.
Посмотреть, как делать вагонку можно в интернете, где выбрать фото станка, материала, посмотреть этапы работы не проблематично.
Размеры
Процесс производства
В начале производства нужно правильно подготовить сырье, сделав из необработанной доски фугованные заготовки. Нужно убрать пока одну боковину, для этого карандашом разметьте отметку, смело начертите линию сбоку на будущей вагонке и пилите по отметке. Вместо линейки подойдет любой длинный элемент с ровными краями, в качестве которого очень часто выступает готовый образец шалевки (фото).
Если вы впервые пилите, то эта инструкция для вас:
- Укладываем деревянную деталь на стол станка, нацеливаясь пилить по очерченной линии.

- Упираемся на конец доски туловищем. Толкание будущей панели делается не руками, а туловищем.
- В идеале лучше работать вдвоем. Один будет подавать доску, другой принимать. Работая вдвоем можно проследить за всем процессом распила: один смотрит за выходом доски, чтобы она была расположена точно в пазах станка, другой присматривает за материалом, который движется непосредственно во время строгания.
- Итак, соблюдая все правила по технике безопасности, отпиливаем с одной стороны определенное количество досок. Лучше побольше, потому что не придется часто перенастраивать станок. Главное сильно не увлекаться, так как монотонный труд может спровоцировать травмы.

Самодельный станок
- При фуговании миллиметровой точности в ширине особо не получится, но можно добиться одинакового размера, считая количество проходов по фрезе. Трудно повторить ту же ширину доски на следующий день, но специалисты советуют оставлять кусок готовой детали, используя ее на завтра для повторной установки линейки.
- После того, как наша доски отпилены с одной стороны, приступаем к обработке второй стороны. Придется перенастраивать станок, устанавливая линейку на необходимую ширину. По линейке и будем отпиливать вторую сторону доски.
- При пилении остаются обрезки, которые пойдут на соединительные рейки.
- После того, как доски обработаны с двух сторон, наступает подготовка к фугованию материала. Перенастраиваем механизмы станка для фугования – выравниванию длинных поверхностей деревянных заготовок.
- Как и раньше, обрабатываем, строгаем доску пока односторонне. Иногда доска может свернуться – смело избавляйтесь от нее, хорошего материала с такого образца не получится.

Заключительный этап
Заключающий этап – это пазы в наших досках. Облегчить весь процесс возможно, воспользовавшись инструментом для фрезерования, небольшим кругом для пиления. Устанавливаем элементы линейки, планируемую глубину паза, опуская или поднимая стол. И начинаем проделывать пазы с каждой боковой стороны нашей доски. После такой обработки мы получим по кромке паз, в который мы будем закреплять каждую последующую деталь шалевки.
После такой обработки мы получим по кромке паз, в который мы будем закреплять каждую последующую деталь шалевки.
Как только будет готова наша замечательная вагонка, приступаем к обработке отходов, делая из них своими руками рейки, которые просто пилятся.
Можно смело утверждать, что без специального оборудования заниматься изготовлением шалевки своими руками не представляется возможным. Так, что если хотите заняться собственноручным производством шалевки, учитесь работать на станке.
Вагонка своими руками — способы изготовления с пошаговыми инструкциями!
При промышленном производстве вагонки применяются мощные деревообрабатывающие станки, позволяющие получить продукцию отличного качества, но она не всем пользователям по карману. Можно ли самостоятельно изготовить вагонку и что для этого нужно? Об этом мы поговорим в этой статье.
Вагонка своими руками
Вагонка
Содержание
- 1 Промышленная технология производства
- 1.1 Цены на вагонку
- 2 Перечень минимального набора инструментов и оборудования
- 3 Общие требования
- 3. 1 Цена на модельный ряд фуговальных станков
- 3.
- 4 Изготовление вагонки при помощи циркулярки
- 4.1 Цены на популярный модельный ряд циркулярных пил
- 5 Изготовление евровагонки на фрезерном станке
- 5.1 Цены на популярный модельный ряд фрезеров
- 6 От чего зависит качество самодельной вагонки
- 6.1 Видео – Простейшая вагонка своими руками
 1 Цена на модельный ряд фуговальных станков
1 Цена на модельный ряд фуговальных станковПромышленная технология производства
Вагонка — что это за материал
Эти знания вам понадобятся для того, чтобы самостоятельно принимать оптимальные решения во время изготовления вагонки в домашних условиях. Процесс промышленного изготовления вагонки состоит из нескольких этапов.
- Изготовление досок. Хлысты распиливаются на ленточных или дисковых пилорамах на обрезную доску заданных параметров. Толщина доски находится в пределах 15-25 мм, ширина 100-150 мм. Конкретные размеры зависят от сорта вагонки.
- Сушка пиломатериалов. Процесс происходит в камерных сушках, за счет чего уменьшается количество отходов, минимизируются риски кручения и растрескивания досок.
- Сортировка. Пиломатериалы сортируются в зависимости от качества. Для изготовления вагонки отбираются доски не ниже второго сорта.
- Изготовление вагонки. Процесс происходит на мощном четырехстороннем строгальном станке. За счет подбора различных фрез и ножей за один проход обрабатываются четыре плоскости, на них сразу создается нужный профиль.
Линия по производству вагонки
- Проверка качества и складирование продукции.
 Процесс происходит в камерных сушках, за счет чего уменьшается количество отходов, минимизируются риски кручения и растрескивания досок.
Процесс происходит в камерных сушках, за счет чего уменьшается количество отходов, минимизируются риски кручения и растрескивания досок.Складирование вагонки
Вот и вся технология, ничего сложного нет, современное оборудование позволяет по максимуму автоматизировать производство. В домашних условиях такого достичь невозможно, придется терять намного больше времени для изготовления выгонки.
Таблица. Классы вагонки и их описание.
| Класс или сорт | Описание |
|---|---|
Экстра | Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная. Поверхность идеально гладкая, ровная. |
А или 1 | Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см). Могут быть трещины: волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м п. |
В или 2 | Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. |
С или 3 | Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ. |
Классификация вагонки
Цены на вагонку
Вагонка
Перечень минимального набора инструментов и оборудования
Прежде всего, у вас должно быть специальное отдельное помещение для производства работ, деревообрабатывающие станки создают очень много шума и пыли. Придется выполнять требования санитарных органов. Еще одно условие – электрическая проводка должна выдерживать дополнительные нагрузки, а они, в зависимости от марки станков и их количества, могут значительно возрастать.
Придется выполнять требования санитарных органов. Еще одно условие – электрическая проводка должна выдерживать дополнительные нагрузки, а они, в зависимости от марки станков и их количества, могут значительно возрастать.
На заметку! Своими рукам и можно делать как самую простую, так и довольно сложную вагонку, мы рассмотрим оба варианта изготовления. Но для всех вариантов есть несколько предварительных условий.
Изготовление вагонки своими руками
Общие требования
На каких станках и какой бы сложности вы ни пробовали делать вагонку, нужно соблюдать следующие требования.
- Качество пиломатериалов. Доски должны быть только обрезными, с одинаковой толщиной и шириной. Широкие плоскости нужно пропускать через рейсмус минимум с одной, а желательно с двух сторон. Для этих целей лучше иметь дома двухсторонний рейсмус, а если его нет, то хотя бы элементарный фуговальный станок.
Фуговальный станок
Двухсторонний рейсмус
Если таких станков нет, то можно работать ручным электрическим рубанком. Работы эти довольно трудные и долгие, а качество всегда будет намного ниже, чем во время обработки пиломатериалов на станках.
Работы эти довольно трудные и долгие, а качество всегда будет намного ниже, чем во время обработки пиломатериалов на станках.
Практический совет! Настоятельно рекомендуем не заниматься строганием досок ручным электрическим рубанком. Намного выгоднее отвезти пиломатериалы к знакомому, имеющему двухсторонний рейсмус, за час-два работы вы пропустите 1-2 м3 досок — такого количества достаточно для отделки небольшого деревенского домика. Вручную придется их строгать не один день, при этом, как мы уже упоминали, качество будет никаким. Такую вагонку можно использовать только для отделки вспомогательных помещений.
- Сушка. Работать можно только с пиломатериалами, имеющими не более 24% относительной влажности. Если показатели выше, то доски просушите под навесом или в проветриваемом помещении. Чем больше зазор будет между штабелями, тем быстрее пиломатериалы избавятся от излишков влаги. Складывайте их аккуратно, не допускайте появления искривлений, правильно укладывайте прокладки, верхний ярус обязательно прижимайте грузом.
Сушка вагонки
- Работа. Беспрекословно соблюдайте правила техники безопасности. Как свидетельствует статистика, деревообрабатывающие станки считаются наиболее травмоопасным оборудованием. Причем травмы очень тяжелые и нередко становятся причиной инвалидности. Это не значит, что станков нужно бояться, но относиться к ним следует с уважением. Что касается использования рукавиц, то к этому вопросу нужно подходить с умом. Рукавицы предохраняют руки от заноз, это верно. Но верно и то, что во время попадания рукавицы под режущий элемент затягивается кисть или рука, травмы намного опаснее.

Станок для изготовления вагонки
Какие нужно станки и оборудование для изготовления вагонки своими руками, мы будем рассказывать по ходу статьи. Дело в том, что есть большое количество технологий с учетом существующих станков, описать все в одной статье невозможно. Начнем с изготовления самой простой вагонки — такие работы доступны большинству неопытных мастеров.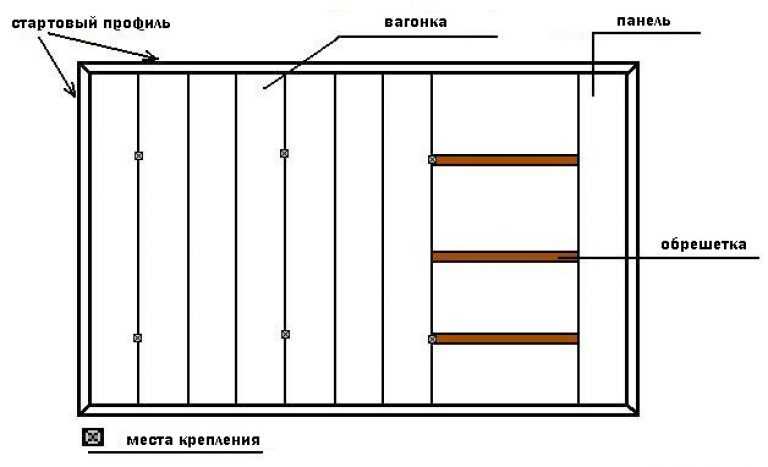
Цена на модельный ряд фуговальных станков
Фуговальный станок
Изготовление вагонки при помощи циркулярки
Изготовление вагонки при помощи циркулярки
Циркульная пила
Это самый простой вариант циркульной пилы, другие имеют дополнительные суппорты для фиксации других деревообрабатывающих механизмов, что намного расширяет их возможности.
Универсальный деревообрабатывающий станок
Шаг 1. Подготовьте пиломатериалы, определитесь с их количеством. Для работы вам понадобятся строганные с двух сторон доски толщиной примерно 15–20 мм и шириной до 10 см. Шире делать не нужно, это связано с тем, что вагонка имеет самый элементарный профиль, а он не может гарантировать отсутствие коробления во время эксплуатации. Вагонка будет соединяться в четверть, а такой замок не может полностью исключить коробление. Чем шире вагонка, тем большее значения может иметь коробление, в связи с этим не рекомендуется делать ее больше 8 см.
Определяемся с размерами досок
Шаг 2.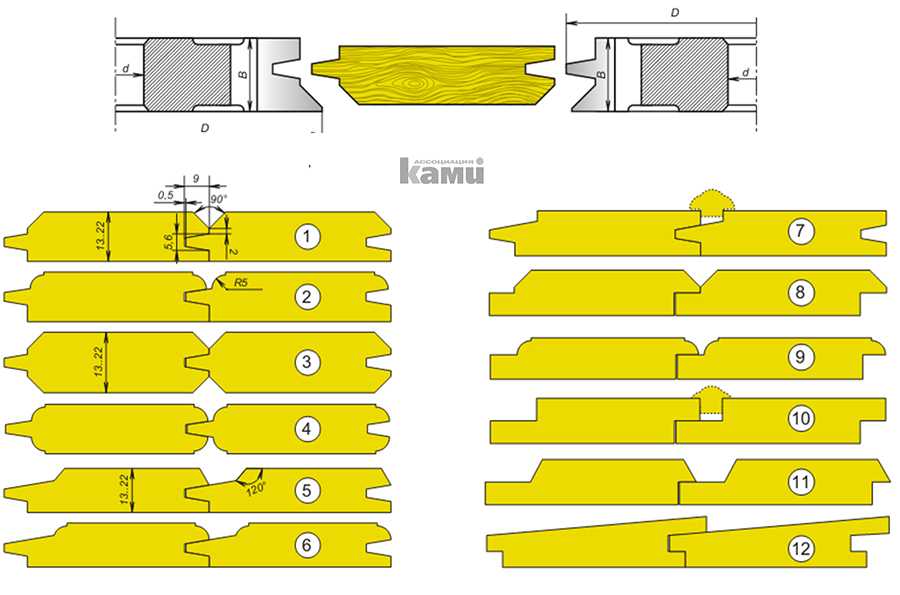 Уберите рабочее место. Заготовки должны располагаться с одной стороны пилы, готовые изделия нужно складировать с другой.
Уберите рабочее место. Заготовки должны располагаться с одной стороны пилы, готовые изделия нужно складировать с другой.
Важно! Вам ничто не должно мешать под ногами, все внимание будет обращено на работающую пилу, под ноги смотреть некогда — это увеличивает риски травматизма. Если доски длиннее метра, то не работайте самостоятельно, т. к. это трудно и очень опасно. Кроме того, значительно возрастают риски получения серьезной травмы, увеличивается количество отходов. Дело в том, что вы не сможете на выходе доски из фрезы нормально ее прижимать к линейке, на торцах нарушается линейность фрезеровки.
Шаг 3. Подровняйте все доски по длине, осмотрите их поверхности. Если есть черные гнилые шатающиеся сучки – отбраковывайте пиломатериал. В домашних условиях такие сучки не обработать, они обязательно выпадут.
Во время складирования заготовок обращайте внимание на расположение волокон, особенно внимательно следите за расположением дефектов развития древесины. Участки со свилеватостью очень трудно обрабатываются. Располагайте доски таким образом, чтобы расположение свилеватости было по ходу вращения режущего инструмента, в противном случае чистота поверхности будет неудовлетворительной. На промышленных станках такие проблемы почти не возникают, они работают на высоких оборотах, имеют на одной головке минимум четыре ножа, механические прижимы исключают вероятность колебания доски во время обработки. За счет этого режимы резания соблюдаются идеально, качество обработки сложных поверхностей значительно повышается.
Участки со свилеватостью очень трудно обрабатываются. Располагайте доски таким образом, чтобы расположение свилеватости было по ходу вращения режущего инструмента, в противном случае чистота поверхности будет неудовлетворительной. На промышленных станках такие проблемы почти не возникают, они работают на высоких оборотах, имеют на одной головке минимум четыре ножа, механические прижимы исключают вероятность колебания доски во время обработки. За счет этого режимы резания соблюдаются идеально, качество обработки сложных поверхностей значительно повышается.
Опиливаем одну сторону доски
Важно! Никогда не снимайте с пилы защитный кожух и распорный клин. Они нужны не для того, чтобы удерживать летящие в глаза опилки, как думают неопытные столяры. Главное их назначение – не допускать обратного ударного вылета доски, при таком вылете она может пробить брюшную полость.
В отличие от других приспособлений, обеспечивающих безопасность, кожух с расклинивателем дает дополнительное удобство при пилении, так что не упускайте случай его использовать
Вот, что должно получиться
Шаг 4. Выставьте циркульную пилу. Если ширина досок неодинакова, то вначале нужно выровнять их. Для этого установите линейку пилы на нужном расстоянии от зубьев и прочно закрепите. Обращайте внимание, чтобы линейка была параллельной пиле, это очень важно. Заводские станки имеют специальные метки, для самодельных придется пользоваться угольником. Проверка правильности положения делается опытным путем. Возьмите небольшой отрезок доски и пропилите его, проверьте ширину и параллельность положения линейки. При необходимости повторите установку.
Выставьте циркульную пилу. Если ширина досок неодинакова, то вначале нужно выровнять их. Для этого установите линейку пилы на нужном расстоянии от зубьев и прочно закрепите. Обращайте внимание, чтобы линейка была параллельной пиле, это очень важно. Заводские станки имеют специальные метки, для самодельных придется пользоваться угольником. Проверка правильности положения делается опытным путем. Возьмите небольшой отрезок доски и пропилите его, проверьте ширину и параллельность положения линейки. При необходимости повторите установку.
Вторую сторону опиливаем по линейке
Процесс опиливания по линейке
Фугование досок
Должно получиться следующее
Шаг 5. Простая вагонка имеет соединение в четверть, его можно сделать на обыкновенной циркулярке.
Соединение в четверть
Для этого нужно отрегулировать высоту стола пилы и ее расстояние до линейки. Как это делается? Для облегчения примера возьмем толщину доски 20 мм. Соответственно, четверть будет 10×10 мм.
Для этого можно использовать вот такую фрезу
- Отпустите крепление линейки и подвиньте ее к пиле. Расстояние между ними должно быть 10 мм, внимательно следите за параллельностью плоскостей. Закрепите линейку и проверьте правильность установки. Для этого пользуйтесь любыми отрезками, пропустите несколько для пробы.
- Отрегулируйте положение стола циркулярки таким образом, чтобы зубья пилы в максимальной точке располагались на высоте 10 мм.
После регулировки у вас высота пилы и ее расстояние до линейки должны равняться 10 мм. Если доски имеют иные параметры, то расстояния нужно корректировать в соответствии с ними.
Шаг 6. Начинайте делать соединение в четверть. Первый проход – доска плашмя, боковая поверхность плотно прижимается к линейке. После завершения на доске имеется пропил по всей длине.
Это можно сделать фрезой, а можно обойтись и без нее. В этом случае берется маленький пильный круг и устанавливается наискось. В результате получается так называемая «пьяная пила». Такой метод используется, когда нет фрезы. Он намного сложнее в настройке и используется, когда нет другого выхода. Лучше все же приобрести фрезу
Такой метод используется, когда нет фрезы. Он намного сложнее в настройке и используется, когда нет другого выхода. Лучше все же приобрести фрезу
Важно! Не прижимайте доски около пилы рукой, пользуйтесь деревянным бруском. Чтобы он не соскальзывал с торца доски, пропилите углубление — оно должно одновременно упираться о доску сверху и в торец. В торец длинной доски никогда не упирайтесь животом, держите ее только руками, а корпус должен располагаться сбоку.
Шаг 7. Установите доску на ребро, пропил должен быть со стороны линейки, выпиливайте четверть. Сразу же убирайте со стола отрезанную рейку, не засоряйте рабочее место.
Шаг 8. Поверните доску на 180° и повторите операцию с другой стороны. Вагонка должна иметь зеркальное расположение четвертей. Если с одной стороны углубление располагается сверху, то с противоположной оно должно быть снизу. Во время установки вагонки соединения ложатся внахлест и закрывают стыки.
Получилась вот такая вагонка
Шаг 9. Если есть возможность, рекомендуется видимые боковые грани отфрезеровать ручной фрезой. Подберите понравившийся профиль фрезы, прочно закрепите доску в вертикальном положении и сделайте проход инструментом. Как работать с ручными фрезами — подробно описано в инструкции производителя. Кстати, наличие ручной фрезы значительно расширяет возможности, такой инструмент рекомендуется иметь всем, кто занимается столярными работами.
Работа ручным фрезером
Если вы пользуетесь исправными пилами с победитовыми напайками, а станок обладает достаточной устойчивостью, то при изготовлении такой простой вагонки можно полностью обойтись без рейсмуса и фрезера. Правильно подобранные обороты пилы и оптимальная скорость подачи обеспечивают неплохую чистоту обработки поверхности. При необходимости последнюю можно в некоторых местах обработать шлифшкуркой или шлифовальной машинкой, и внешние поверхности вагонки по качеству будут вполне удовлетворительными.
Осталось взять отходы и напилить реек. Причем рейки необязательно делать такими же длинными, как и вагонки. Другими словами, доски сами по себе, рейки сами по себе. Места стыков реек никто не заметит. Рейки следует пилить тоньше, чем наши пазы. Рейки все равно будут прекрасно держаться в пазах за счет своей естественной кривизны. И, конечно, рейки просто пилятся. Их не надо строгать, тем более, что это крайне опасная затея. При использовании хорошей пилы рейка и так будет достаточно гладкой
Вот так выглядит потолок погреба, отделанный такой вагонкой
Теперь рассмотрим, как можно самостоятельно изготавливать евровагонку.
Цены на популярный модельный ряд циркулярных пил
Циркулярная пила
Изготовление евровагонки на фрезерном станке
Это более сложные работы, понадобится солидный опыт работы с деревообрабатывающими станками. Мы расскажем о технологии, а размеры вагонки и профили лицевых поверхностей подбирайте самостоятельно с учетом наличия инструментов и личных предпочтений.
Конструкция станка достаточно сложная. В обязательном порядке к такому оборудованию должна быть приложена полноценная инструкция
Мы видим пример самодельного станка для изготовления вагонки, его составляющие и детали
Мы видим ещё один пример самодельного станка для производства вагонки в домашних условиях
Чем отличается евровагонка от обычной?
- Соединение шип/паз более глубокое. За счет этого исключаются риски просвечивания швов во время значительного уменьшения ширины досок, упрощается монтаж обшивки. В глубокий паз проще вставлять метизы для крепления.
- Обратная сторона имеет одну или две прорези – поверхности стен могут дышать, уменьшаются статические усилия во время изменения линейных размеров вагонки. Именно в результате сильных статических усилий обшивка дома может коробиться.
Фото — евровагонка категории В
За исходные данные принимаем, что доски нужных размеров уже подготовлены, материал отсортирован и сложен в надлежащем месте.
Шаг 1. Установите на станок фрезу для проделывания паза и боковой декоративной фаски, отрегулируйте глубину. Для этого освободите линейку, приставьте торец доски к ножу и, подвигая линейку ближе или дальше, найдите нужное положение. С большим усилием закрепите фрезерную головку и линейку.
Фрезы, используемые при изготовлении пиломатериала
Для того чтобы правильно выставить все ножи на головке, нужно на пробу прострогать отрезок доски. Далее опять приставьте ее к фрезе и, медленно вращая головку в обратную сторону, проверяйте, все ли ножи работают. Узнать это можно по звуку, если все нормально, то количество незначительных касаний о доску должно отвечать числу фрез. К примеру, если головка имеет четыре ножа, а вы почувствовали только три касания, то это значит, что один нож не работает. Найдите, какой именно, отрегулируйте его положение. Делать это довольно сложно, понадобится несколько попыток. Следите, чтобы распорные клинья ножей были сильно прижаты к головке.
Ножи
Несколько различных ножей-насадок на самодельный станок для изготовления вагонки позволят создавать различные изделия из дерева
Шаг 2. Закрепите верхние и боковые прижимные упоры, установите нужное расстояние. Такие упоры намного облегчают процесс фрезеровки, улучшают качество и повышают безопасность труда. Пропустите с одной стороны все доски.
Шаг 3. Поменяйте фрезу на новую, она должна вырезать паз и снимать декоративную фаску. Прижимы повторно регулировать не нужно, ширина всех досок одинакова и во время первого прохода не изменялась.
Шаг 4. Снимите фрезу для боковых поверхностей, освободите линейку и прижимы. Установите фрезу для проделывания углублений с внутренней стороны вагонки. Размеры и количество канавок значения не имеют, подбирайте их по своему усмотрению.
Изготовление евровагонки на фрезерном станке
Практический совет! Если у вас нет специальных ножей для пропиливания канавок – не проблема, можете использовать те же, которые применялись для пропиливания паза.
 Приподнимите головку с таким расчетом, чтобы нож для паза располагался посредине доски. Нож паза длиннее, чем ножи для фасок, выставьте расстояние до линейки таким образом, чтобы работал только он. Глубина паза в этом случае будет примерно 3-5 мм, чего вполне достаточно для канавки.
Приподнимите головку с таким расчетом, чтобы нож для паза располагался посредине доски. Нож паза длиннее, чем ножи для фасок, выставьте расстояние до линейки таким образом, чтобы работал только он. Глубина паза в этом случае будет примерно 3-5 мм, чего вполне достаточно для канавки.Цены на популярный модельный ряд фрезеров
Фрезер
От чего зависит качество самодельной вагонки
Работать с пиломатериалами намного сложнее, чем с металлом. В природе не существует двух полностью одинаковых досок, не говоря уже о различных свойствах мягких и твердых пород. Металл же не имеет сучков, не впитывает влагу, не имеет пороков развития и т. д. А эти показатели оказывают влияние на технологию обработки. Промышленное оборудование позволяет намного упростить процесс за счет большой массы станков, точности регулировок, стабильной механической подачи и прочного прижатия.
Самодельная вагонка
В домашних условиях все параметры резания нужно соблюдать самостоятельно и оперативно изменять их в зависимости от особенностей доски и возможностей станка. О чем следует помнить?
О чем следует помнить?
- Обращайте внимание на расположение волокон, никогда не обрабатывайте пиломатериалы «против шерсти».
- Следите за состоянием подшипников. Малейшее биение непременно скажется на шероховатости поверхностей. Как только обнаружится, что вал станка немного шатается – подшипник нужно срочно менять или, при возможности, регулировать. Десятые доли миллиметра вибрации заметно ухудшают конечное качество.
- Исправность режущих инструментов – одна из важных составляющих чистоты поверхности. Пилы и фрезы должны быть острыми. Если вы изготавливаете фрезы самостоятельно, то используйте только прочные марки инструментальной стали. Геометрия всех фрез должна быть одинаковой. В противном случае некоторые из них не будут работать, а это очень нежелательное явление.
- Точно выставляйте фрезы, не спешите. Неопытному мастеру выставить сразу все фрезы очень сложно, не расстраивайтесь. Потеряйте больше времени, но добейтесь желанного результата. Потерянное время в дальнейшем с избытком окупится.
Фрезы формуют шип и паз, а также определяют геометрию вагонки
- Чем больше фрез, тем лучше. Если головка позволяет устанавливать четыре, то так и поступайте, не работайте с двумя. Четыре фрезы немного увеличивают время установки, зато потом станок работает больше времени – они меньше тупятся.
Комплект фрез
- Всегда пользуйтесь полностью одинаковыми клиньями для фиксации ножей. Даже небольшие различия в массе становятся причиной вибрации головки. Вибрация не только ухудшает качество обработки, но и становится причиной быстрого износа подшипников, повышает риск получения травм.
- Соблюдайте режимы резания пиломатериалов. Это очень важное условие. К режимам резания относится число оборотов вала, количество режущих плоскостей, скорость подачи и угол заточки. Говорить на эту тему можно очень долго, режимы резания имеют огромное количество вариантов. Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками.
- Перед подачей доски на станок осмотрите ее, выберите оптимальное направление резания с учетом особенностей поверхностей, наличием и видом сучков и иных дефектов.
- Готовую вагонку складываете ровными штабелями, не ставьте ее вертикально, не разбрасывайте по всей мастерской. Чистота и порядок – свидетельство профессионализма мастера.
Вагонка сложена ровными штабелями
- Если мало опыта, то вход/выход доски может быть бракованным из-за незначительного изменения направления движения и непараллельности с линейкой. Имейте это в виду во время определения длины вагонки, делайте запас по длине.

Гвозди для вагонки
Крепежные элементы должны надежно удерживать вагонку и в то же время быть абсолютно незаметными. Для фиксации панелей к обрешетке используются саморезы, кляймеры, шурупы, но самый практичный вариант – это гвозди. Вот только гвозди для вагонки нужны не обычные, а финишные, отличающиеся формой шляпки и некоторыми характеристиками.
При соблюдении вышеперечисленных рекомендаций, пользоваться шлифшкуркой для окончательной подгонки поверхностей не нужно. Помните, что только дилетанты так изготавливают вагонку, что ее потом приходится долго и нудно вручную шлифовать.
Видео – Простейшая вагонка своими руками
Видео: Как очистить отделку проймы с подкладкой
Видео: Как очистить отделку проймы с подкладкой | Блог Колетт
Войти
×
Все статьи на этом сайте были опубликованы до 2017 года, и этот сайт больше не обновляется. Пожалуйста, посетите наш Журнал, Выкройки и Класс для получения самых последних материалов и продуктов.
Версия 1 платья Moneta имеет лиф на подкладке.
Если вы раньше мучались с подкладкой топов или платьев без рукавов, сегодня мы покажем вам небольшую хитрость, позволяющую получить идеально выровненную и чистую пройму с помощью машины.
Секрет не в том, чтобы прошить все проймы за один раз. Сшиваете пройму переда, затем пройму спинки отдельно. Видео и фотографии ниже показывают это с платьем Moneta, которое сделано из трикотажа и сшито оверлоком, но вы также можете использовать этот трюк на тканом изделии на стандартной швейной машине.
Посмотрите видео выше и выполните следующие действия, чтобы попробовать его.
- Соединив лицевые стороны, начните со стачивания плечевых и боковых швов на лифе и подкладке лифа.
- Выверните корпус на лицевую сторону.
Поместите подкладку внутрь корпуса изнаночными сторонами вместе.
Примечание : У Moneta вырез горловины оставлен открытым, так как к нему позже пришивается воротник. Если вы также хотите одновременно очистить вырез горловины, вы можете сделать это до шага 3. Поместите ракушку внутрь подкладки, лицевой стороной вместе. Притачайте подкладку к ракушке вокруг выреза горловины. Выверните подкладку внутрь ракушки, с неправильные сторон вместе, затем перейдите к шагу 4.
- Подвернуть припуск на шов передней проймы. Нажмите, если считаете это необходимым. Вам нужно только подвернуть припуск на шов на части проймы.
- Протяните руку между слоями подкладки и ракушки и возьмитесь за два припуска на швы передней проймы. Вытяните их через талию.
- Соединив лицевые стороны, притачать ракушку к подкладке вдоль проймы переда. Стачать только от бокового шва к плечу, не пытайтесь сшить всю пройму.
Пройма закончена по переду. Перейдем к задней части.
- Как и раньше, возьмитесь между слоями подкладки и ракушки и возьмитесь за два припуска на швы проймы спинки. Снова вытяните их через талию.
- Соединив лицевые стороны, притачать ракушку к подкладке вдоль проймы спинки. Стачать от бокового шва только к плечу, совмещая со строчкой проймы переда.
- Выполните вторую пройму точно так же, и все готово!
Сарай Митник
Основатель
Сара основала Colette еще в 2009 году. Она считает, что основная роль бизнеса должна заключаться в том, чтобы помогать людям. Она любит хорошие книги, шитье из шерсти, своих очаровательных кошек, работу в саду и поедание сальсы.
Полезные ссылки
- Как это работает
- О нас
- Карьера
- Справка
Наша продукция
- Выкройки
- Журнал
- Класс
- Подкаст
- Сообщество
Свяжитесь с нами
- Ютуб
- Фрагменты
- Свяжитесь с нами
© 2008–2017 Colette Media, LLC
Условия •
Конфиденциальность
Швейные винтажные подкладки, Butterick B5824 [коллаб + видео]
Пальто настолько хорошо, насколько хороша его подкладка.
Сумасшествие, я знаю, но подкладка зимнего пальто (особенно крутящегося!) может иметь решающее значение, когда на улице холодно и вы работаете с тяжелыми тканями, которые могут изнашиваться. Немного букле, немного твида, много шерсти — все это может сыпаться как сумасшедшее, а подкладка, которая может сделать внутреннюю часть такой же красивой, как и внешняя, может изменить мир.
Конечно, в зависимости от типа пальто, которое вы шьете, и вашего местного климата состав подкладки может различаться. Шармез, шелк, хлопок — существует множество различных тканей со свойствами, которые будут поддерживать ваш образ жизни.
Для моего Butterick B5824 я выбрал полиэстер — подождите, что? Но да! Жизнь в Сан-Франциско может быть прохладной, но не очень холодной, поэтому с хлопковой подкладкой в моем пальто я знала, что простой полиэфирной ткани будет достаточно, если она достаточно шелковистая, чтобы не цепляться за меня при ходьбе.
Это крутящееся пальто создано совместно с прекрасной Кристиной из Gussets and Godets! Ее пальто великолепно.
Красная куртка — такая потрясающая вещь, и она идет ей на 100%! Обязательно зайдите на ее пост об этом, чтобы увидеть больше фотографий с ее фотосессии, потому что не собираюсь врать, она потрясает!
Красный цвет делает эту модель VAVAVOOM- и, конечно же, леопардовый принт из искусственного меха на лацкане придает изюминку модели Vintage Girl. Что касается шитья подкладки, она упаковала подкладку в мешок, что отличается от техники, которую я рассказываю в своем видео на YouTube. Укладка подкладки может быть чем-то вроде игры ума, но она делает это легко, и это также помогает сшивать вещи намного быстрее!
Кристина и я последние пару месяцев обсуждали, какую куртку сделать для этой коллаборации, и я так рада, что мы остановились на этой! Конечно, было много задержек (с моей стороны!) с точки зрения того, когда мы будем размещать наши куртки, но в конце концов все сошлось. Во время исследовательской части этого проекта мы также были очень шокированы отсутствием моделей курток, которые были бы вдохновлены супервинтажем. В конце концов, нам просто пришлось следовать дизайну Герти.
Это моя третья совместная работа для блога, и всегда очень интересно видеть, как наши предметы одежды могут быть из одной и той же выкройки, но получаться такими разными!
С Butterick B5821 я впервые погрузилась в шитье винтажных подкладок.
Это оказалось не так сложно, как я ожидал, и я так счастлив, что смог создать видео, чтобы показать другим, как это сделать!
Используя мои собственные винтажные пальто, а также справочник 1940-х годов, я научился одному из многих олдскульных способов достижения этой цели, и я буду использовать эту технику в будущем, работая над своей целью на 2017 год — делать больше. пальто.
Я так горжусь тем, что продолжаю учиться новым навыкам, например, как шить более аутентично винтажно.
Это очень важная составляющая моего шитья и моего опыта швеи. Есть тысячи способов отточить технику, так что даже после 15 лет шитья я все еще нахожусь на вершине айсберга всего, что я могу узнать и улучшить.
Если вам понравилось размещенное видео, и вы хотите насладиться шитьем винтажных подкладок вручную, обязательно скачайте бесплатный PDF-файл, который я для него написал!
БЕСПЛАТНОЕ руководство по винтажным подкладкам в формате PDF
Получите БЕСПЛАТНЫЙ PDF-файл для печати со всеми моими советами и инструкциями по винтажным подкладкам, описанным в моем видеоуроке, готовым для вашего швейного стола!
Работает на ConvertKit
Недавно я получил комментарий на YouTube о том, как и почему я трачу так много времени на утомительные вещи, а не нахожу счастье в простом шитье, и, честно говоря, именно утомительные вещи приносят мне радость в том, что я шью. Все они строятся друг на друге, и просто провернуть проект ради того, чтобы его провернуть, — это не очень по мне.