Профилегиб своими руками чертежи размеры видео: Профилегиб своими руками – фото и принципы конструирования и сборки + Видео
Содержание
Профилегиб своими руками – фото и принципы конструирования и сборки + Видео
Изготовить профилегиб своими руками сравнительно несложно, так как у этого оборудования достаточно простая конструкция. Причем сделать его можно даже по собственным чертежам и почти из любых подручных материалов. Главное – перед началом всех работ определиться с тем, для чего профилегиб будет использоваться и какая конструкция, исходя из этого, у него должна быть.
1 Нюансы изготовления профилегиба и разработки чертежа
Профилегиб, несмотря на простоту его конструкции, следует изготавливать по чертежу. Собранное на глазок и по принципу «примерно» устройство в лучшем случае будет работать не так, как от него требуется, а в худшем – вовсе не станет ничего гнуть.
Можно использовать чертежи, фото и видео, предлагаемые в интернете и других источниках информации, и даже полностью позаимствовать предлагаемые в них схемы профилегиба. Однако копирование один в один будет удачным только в том случае, если понравившаяся конструкция:
- Предназначена для гибки именно того профиля, который нужен (трубы, причем круглой либо прямоугольной, прутка, уголка или швеллера из определенного материала – стали или цветного мягкого металла), и с требуемыми размерами сечения, а также на необходимый угол.

- Не содержит технических ошибок – надо разобраться, будет ли она вообще работать.
- Имеет достаточно подробное описание, а если это ее чертеж, то он содержит все необходимые данные по размерам, материалу, креплению и взаимному расположению всех деталей и элементов, чтобы профилегиб действительно можно было собрать.
- При сборке не вызовет проблем с поиском и/или изготовлением необходимых деталей и комплектующих.

Чертеж профилегиба
Поэтому чаще всего самодельный профилегиб изготавливают по собственным чертежам, которые являются скорректированной версией какой-либо конструкции, взятой за основу. При разработке чертежей тоже надо учитывать все вышеуказанные моменты для уже готовых решений. Кроме того, необходимо исходить из доступности тех или иных материалов, комплектующих, а также возможности изготовить самому либо заказать нужные детали. Отправной точкой в конструировании и изготовлении профилегиба должно стать его назначение (п. 1 из вышеприведенных требований).
Изгибающий и опорные под профиль элементы устройства (у оборудования прокатного типа это ролики) должны быть изготовлены с учетом не только размеров, но и формы сечения обрабатываемого металлопроката. Для некоторых изделий (например, уголка) следует также принять во внимание направление изгибания (по внутренней либо по внешней стороне полок). От этого зависит качество обработки профилей, чтобы их не вело, не сминало и не рвало. В первую очередь эти моменты надо учитывать для изделий с большими размерами сечения, особенно стальных. Иначе их вообще будет трудно либо невозможно согнуть.
2 Разработка чертежа с учетом типа обрабатываемых профилей
Конечно, под профили из мягких металлов и с небольшими размерами сечения можно изготовить изгибающий и опорные элементы с плоской поверхностью. Но во всех остальных случаях – только под форму изделия. Поверхности (конструкция) опорных и изгибающего элементов должны быть для:
- Прутка, круглой либо овальной трубы – в виде желоба под соответствующий диаметр или форму изделия.
- Трубы с прямоугольным либо квадратным сечением. У опорных элементов – правильной прямоугольной формы под внешние габариты изделия, чтобы профиль помещался в них (с удерживающими бортиками). У изгибающего – плоская, с поперечным размером, который немного меньше наружного у обрабатываемого проката, чтоб прижимать последний к опорным элементам между их бортами, как показано на видео.
- Уголка. Если для гибки по наружной стороне полок (то есть когда у готового согнутого изделия внешней будет внутренняя поверхность уголка), то изгибающий элемент будет плоским, но с удерживающим бортиком, а опорные – просто гладкими. Причем изгибающий и опорные элементы должны располагаться с учетом толщины уголка и так, чтобы борт первого достаточно хорошо прижимал полку металлопроката к боковой поверхности вторых. Если гибка по внутренней стороне полок, то наоборот – с удерживающим бортиком должны быть опорные элементы, а изгибающий делаем с плоскими поверхностями.
- Швеллера – по тому же принципу, как и для уголка. Если гибка по наружной стороне изделия, то изгибающий элемент будет с 2-я удерживающими бортиками, а опорные – просто гладкими. Для гибки по внешней поверхности швеллера с бортами надо сделать опорные элементы.
- Двутавра – с плоскими рабочими поверхностями и поперечным размером, равным внутреннему габариту изделия, чтобы легко, но плотно заходить между его полок.
- Гибки швеллера либо двутавра поперек основания между полками. Опорный и изгибающий элементы делают с 2-я бортиками, между которыми должны плотно заходить полки изделия.
 Если гибка по наружной стороне изделия, то изгибающий элемент будет с 2-я удерживающими бортиками, а опорные – просто гладкими. Для гибки по внешней поверхности швеллера с бортами надо сделать опорные элементы.
Если гибка по наружной стороне изделия, то изгибающий элемент будет с 2-я удерживающими бортиками, а опорные – просто гладкими. Для гибки по внешней поверхности швеллера с бортами надо сделать опорные элементы.Приспособление для гибки швеллера
Очевидно, что абсолютно универсальный профилегиб изготовить невозможно, он может быть пригоден для гибки определенных типов изделий и с достаточно узким диапазоном размеров их сечений. В случае сборки конструкции со сменными изгибающим и опорными элементами возможности самодельного станка значительно расширятся. Это и остальные, вышеприведенные нюансы необходимо предусмотреть еще при создании чертежей, которые следует сделать как можно более подробными (детализированными). Ниже приведены варианты возможных решений, на основе которых можно будет разработать собственную конструкцию, приспособленную для гибки конкретных профилей.
Ниже приведены варианты возможных решений, на основе которых можно будет разработать собственную конструкцию, приспособленную для гибки конкретных профилей.
3 Самый простой профилегиб – приспособление шаблонного типа
Для изделий с относительно невысоким сопротивлением изгибу (например, стальных труб диаметром до 20 мм и другого металлопроката с аналогичными или меньшими прочностными характеристиками) можно сделать профилегиб шаблонного типа. Для него нужна опорная поверхность – слесарный либо иной стол, пол, стена, стальной каркас, как на фотографии, или даже ровное место на земельном участке, асфальте, бетонной площадке или плите.
В зависимости от этого шаблон, выполняющий роль изгибающего элемента, и опора будут изготовлены из досок либо стальных изделий (труб, скоб, уголка, швеллера или чего-то подобного). В любом случае шаблон надо сделать по форме требуемого изгиба профиля.
Шаблон изгибающего элемента профилегиба
Ширина его рабочей части должна быть немного больше поперечного размера обрабатываемого изделия. Если делать из досок, то последние сначала скрепляем между собой любым доступным способом – с помощью болтов, гвоздей, уголков, клея. Затем отпиливаем лишнее, формируя огибаемую поверхность. По ней и с радиусом ее закругления будет производиться гибка профиля. Готовый шаблон и упор из доски крепим к выбранному основанию. Между ними должно быть расстояние, равное наружному размеру изгибаемого профиля. Упор в процессе работы будет фиксировать один конец изделия, в то время как за другой его надо гнуть.
Если делать из досок, то последние сначала скрепляем между собой любым доступным способом – с помощью болтов, гвоздей, уголков, клея. Затем отпиливаем лишнее, формируя огибаемую поверхность. По ней и с радиусом ее закругления будет производиться гибка профиля. Готовый шаблон и упор из доски крепим к выбранному основанию. Между ними должно быть расстояние, равное наружному размеру изгибаемого профиля. Упор в процессе работы будет фиксировать один конец изделия, в то время как за другой его надо гнуть.
Остальные варианты шаблонного профилегиба аналогичны деревянному. Трубы, уголок, швеллер, скобы или что-то другое прикручиваются, привариваются, вкапываются, бетонируются в соответствующем выбранном основании с некоторым шагом по линии окружности с радиусом необходимой кривизны изгиба. Это будет шаблон. Рядом с ним крепим упор из такого же материала.
4 Как сделать профессиональное оборудование – прокатный вариант
Чтобы гнуть профили посерьезнее (с диаметрами или размерами сечения побольше) и на любые углы, необходимо сделать профилегиб прокатного типа. Его еще называют 3-ролиоковым. Такой профилегиб показан на видео. Состоит он корпуса и роликов: 2-х опорных и между ними 1-го изгибающего (прижимного). Может быть и другое исполнение. Ролики крепятся не в корпусе, а на подходящей опорной поверхности, горизонтальной либо вертикальной.
Его еще называют 3-ролиоковым. Такой профилегиб показан на видео. Состоит он корпуса и роликов: 2-х опорных и между ними 1-го изгибающего (прижимного). Может быть и другое исполнение. Ролики крепятся не в корпусе, а на подходящей опорной поверхности, горизонтальной либо вертикальной.
Профилегиб прокатного типа
У опорных роликов неподвижное крепление, а у прижимного – регулируемое, как на предлагаемом чертеже. Оно должно обеспечивать его перемещение относительно опорных роликов. Кроме того, на ось прижимного шкива необходимо закрепить ручку либо штурвал. Они необходимы, чтобы вращать его во время гибки, как показано на видео.
Принцип работы прокатного профилегиба следующий. Перед обработкой профиля прижимной ролик находится в верхнем положении. Изделие протягивается между ним и опорными шкивами. Прижимной ролик опускаем до упора и начинаем вращать, постепенно его поджимая. Изгибание происходит в результате многократной прокатки профиля между шкивами. При этом прижимной ролик периодически подтягивают, уменьшая тем самым радиус изгиба. Количество циклов прокатки зависит от гибкости профиля.
Количество циклов прокатки зависит от гибкости профиля.
Расстояние между шкивами выбирается из следующих соображений. Чем оно больше, тем меньшее усилие потребуется приложить при изгибе профиля. Зато при этом также будут больше минимальный радиус изгибания и необработанные на концах изделия участки. Выбор материала корпуса и роликов профилегиба зависит от прочности (гибкости) обрабатываемых изделий. Если они тонкие и из цветных металлов, то подойдет даже дерево, но ролики лучше сделать из прочного пластика. Ну, а чтобы профилегиб, как говорится, сделать на все случаи жизни, он должен быть только из стальных деталей.
Делаем профилегиб станок своими руками
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок — вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
 Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Вот то, что потребуется в процессе работы:
- уголки или профильные трубы для изготовления корпуса станка;
- швеллеры или металлопрофиль крупного сечения для основания станины;
- заготовки для изготовления валов и ролика;
- цепь;
- натяжитель цепи;
- приводные звёздочки;
- корпуса подшипников;
- подшипники;
- гидравлический домкрат или винтовая передача;
- ручка приводного вала;
- пружины — при использовании домкрата;
- болты и гайки.
Большинство деталей для изготовления самодельного профилегиба найдётся в каждом гараже
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.

Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
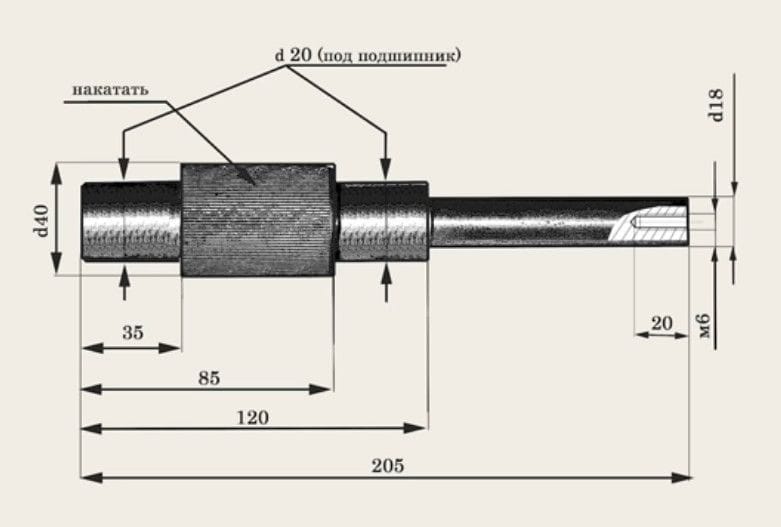
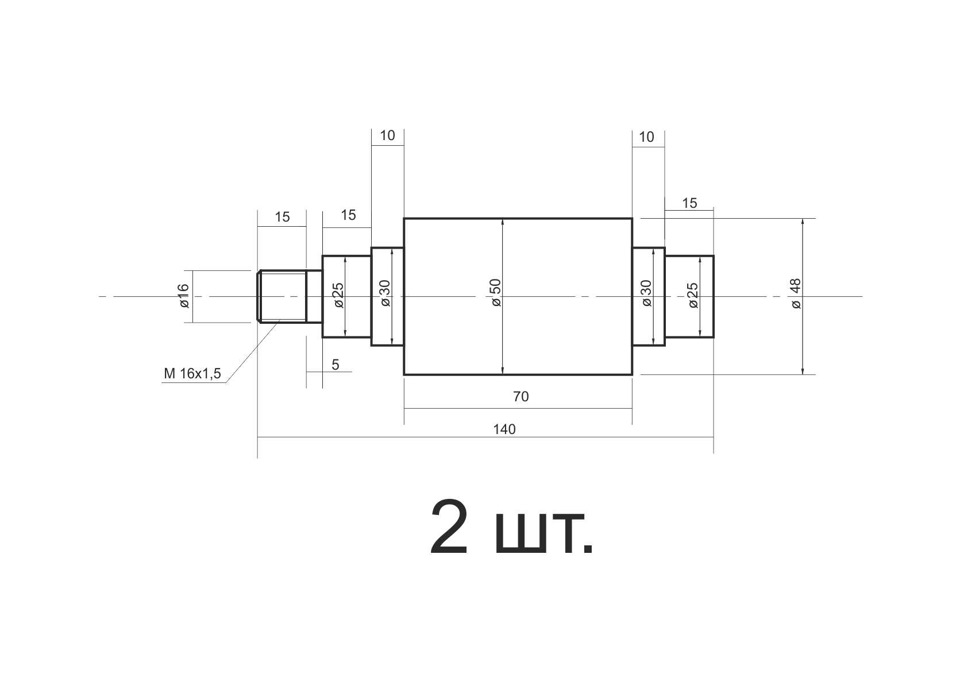
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.
Пружины дадут возможность приводить домкрат в начальное положение
- В опорной раме сверлят ряд отверстий, которые будут обеспечивать переменное расстояние между валами. Важно точно выдерживать расстояния, поскольку при смещении подшипниковых узлов перпендикулярность установки будет нарушена, вследствие чего заготовку будет зажимать в процессе прокатки.
- Устанавливают опорные валы. Монтируют ведомую и ведущую звёздочки и приводную цепь.
Монтаж приводных валов и звёздочек
- В опорной раме станины прорезают паз под натяжной ролик. Натяжитель устанавливают на станок и устраняют провисание цепи.
Натяжитель позволит избежать провисания цепи
- Из стального прутка диаметром 20 мм изготавливают ручку привода станка. На ту её часть, за которую держат рукой, монтируют отрезок металлической трубки, смещение которой ограничивают большой шайбой, приваренной к торцу ручки.
Правильно изготовленная ручка не будет натирать руки
- На верхнюю площадку устанавливают домкрат и фиксируют его при помощи болтов и гаек.
Установка домкрата — финальная стадия работы
- Проводят испытания станка на отрезке профильной трубы. Для этого заготовку укладывают на нижние валы и прижимают к ним при помощи домкрата. Вращением ручки устройство приводят в действие. Пробуют различное усилие прижатия и его влияние на радиус закругления детали.
 Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.

После того как профилегибочный станок будет испробован, его следует очистить от ржавчины, обработать антикоррозионным составом и покрасить. Тем самым вы сможете защитить металл от влаги, а приспособление получит законченный, эстетичный вид.
После окрашивания станок приобретает законченный вид
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.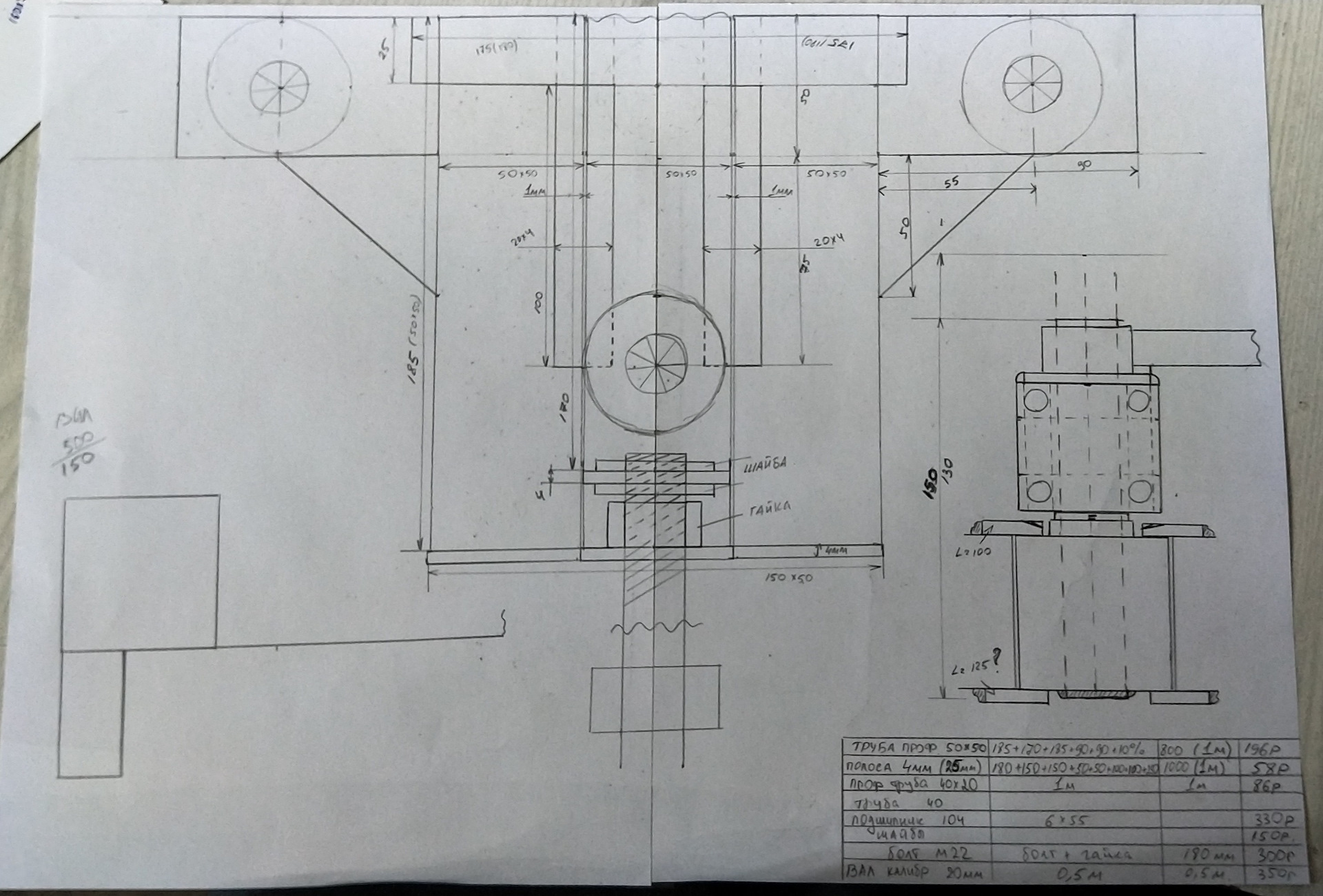
ручной самодельный как сделать, чертежи, размеры, профилегибочный станок из автозапчастей, тисков, простой в изготовлении
На чтение 10 мин. Опубликовано
Любой домашний мастер сталкивался с необходимостью придать криволинейную форму различным деталям. Если речь идет о листовом металле или прутках, вопрос решается достаточно просто. Но, когда вопрос касается профилированных элементов, без специального оборудования не обойтись. Любая попытка изогнуть профиль обычными методами приведет к деформации и порче детали. Рассмотрим специализированное оборудование, используемое в таких случаях, и варианты самостоятельного изготовления.
Описание
Профилегиб
Профилегиб — это приспособление для сгибания профилированных деталей без деформации или нарушения формы профиля.
Используется при изготовлении конструкций из разных видов профиля:
- труба, в том числе прямоугольного сечения;
- уголок;
- швеллер;
- двутавр;
- балки или прутки и т.д.
Деформировать можно отдельные участки или всё сечение профиля. Изгиб деталей выполняется на нужную величину, вплоть до 360°. Промышленные образцы способны работать с профилем большого размера, требующим значительных усилий для изменения формы без предварительного нагрева. Ручные устройства предназначены для обработки профилей относительно небольшого размера.
Профилегибные станки способны выполнять изгиб с постоянной, переменной или знакопеременной кривизной, с симметричными или асимметричными контурами. Возможно изготовление окружностей, спиралей или иных замкнутых фигур. Также выполняется гнутье фигур с плавными переходами очертаний. Особенностью этих станков является способность выполнять сложные изгибы деталей за один проход. Такие качества содействуют распространению профилегибов в различных областях промышленности:
- энергетика;
- строительство;
- нефтехимия;
- автомобильная ;
- мебельная;
- спортивная;
- электрическая промышленность и т.д.
Процесс изготовления деталей происходит достаточно быстро и позволяет развить высокую производительность практически без отходов. Существуют полностью автоматические промышленные установки, способные работать по заданной программе. Также распространены более простые устройства, регулировка и подача материала в которых выполняются в ручном режиме. Они функциональны, но цена таких станков довольно высока. Для частного пользования подобные устройства приобретать нецелесообразно, поэтому большинство пользователей предпочитают изготавливать профилегибы самостоятельно.
Устройство и принцип работы
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Важно! Часто профилегибы объединяют с более распространенными конструкциями — трубогибами, полагая, что их функции одинаковы, а разница заключается только в более узкой специализации трубогибов. Однако, эти устройства по-разному воздействуют на деталь.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
Классификация
Существует несколько типов станков для гибки профильных деталей. Они различаются типом конструкции, уровнем сложности, мощностью и прочими возможностями. Рассмотрим их внимательнее.
Электрические
Особенностью электрических станков является подача прижимного ролика с помощью электропривода.
Подобные конструкции встречаются в крупных мастерских, так как они преимущественно имеют стационарную конструкцию, предназначенную для работы с массивными деталями.
Однако существуют и компактные варианты, приспособленные для гибки профиля малого сечения.
Такие станки успешно используются в небольших мастерских или в домашних условиях. Степень точности электрических профилегибов напрямую связана с их размером и типом контроля радиуса. Электромеханические конструкции регулируются оператором практически в ручном режиме, но более сложные образцы проходят цифровой контроль величины воздействия и отображают параметры на дисплее. Чем выше уровень, тем больше масса станка и его стоимость.
Гидравлические
Эти станки используются для гибки массивных профилированных элементов в промышленных масштабах.
Размеры и вес подобного оборудования требуют мощное бетонное основание, что допускает использование только в условиях производства.
Одним из распространенных видов продукции таких станков являются элементы систем канализации или водоснабжения.
Гидравлические станки нуждаются в подключении к сети электропитания, обслуживаются только подготовленными специалистами, имеющими соответствующий допуск. Работа с таким оборудованием исключает необходимость участия физической силы, дает качественный и точный изгиб. Эксплуатация гидравлических профилегибов отличается простотой, способностью выдавать значительную производительность, высокой скоростью получения результата.
Ручные
Ручные, или механические, профилегибы считаются доступными и простыми устройствами. Они компактны, относительно легки, допускают перемещение в пределах мастерской без участия вспомогательных механизмов. Ручные конструкции отличаются ограниченным функционалом, поскольку их работа требует участия физической силы пользователя. Кроме того, они имеют ряд недостатков:
- работа только с тонкими видами профиля;
- длительность процесса по сравнению с другими типами конструкции станков значительно увеличивается;
- слабо контролируемый радиус прогиба детали;
- сложность или невозможность выполнения нескольких изгибов заданной величины на одной детали.
Несмотря на эти недостатки, ручные конструкции являются распространенными и популярными среди домашних мастеров, поскольку обладают необходимыми свойствами для самостоятельного изготовления:
- компактные размеры;
- простота конструкции;
- доступность деталей и комплектующих;
- надежность, ремонтопригодность.
Люди, часто пользующиеся ручными профилегибами, достигают немалых успехов и выдают результаты заданной точности.
Важно! Для работ с деталями небольших размеров использование ручных станков признается наиболее рациональным и экономичным вариантом.
Ручной самодельный станок
Устройство заводского профилегиба
Для создания ручного профилегиба своими руками, необходимо определиться с размерами деталей, подлежащих обработке.
Для выполнения простейших работ используют обычную систему упоров, в которые вставляют конец профиля и, понемногу перемещая деталь, сгибают ее в нужных размерах.
Простейший вариант самодельной конструкции — бетонное основание с залитыми в него металлическими опорами.
Такие конструкции используются для работ с профилем до 20 мм. Если предстоит обработка деталей сечением более 25 мм, понадобится создание более сложной конструкции.
Потребуется прочное основание, на котором закреплены два опорных ролика. Они снабжены бортиками, высота которых соответствует размерам обрабатываемого профиля. Между ними устанавливается натяжное устройство с верхним прижимным роликом. Он изменяет свое положение при помощи натяжного устройства, регулируя при этом радиус изгиба детали. Прокат детали выполняется вручную, для чего на одном из опорных роликов устанавливается рычажный механизм вращения.
Необходимые инструменты и материалы
Для сборки самодельного профилегибочного станка потребуются:
- отрезок швеллера или двутавра большого размера (от 150 мм) длиной около 1 м;
- отрезки уголка или швеллера для сборки станины;
- ролики соответствующего размера, установленные на оси диаметром не менее 20 мм;
- звездочки и цепь для привода вращения;
- натяжной механизм — винтовой или на базе гидравлического домкрата;
- болты, гайки, шайбы;
- сварочный инвертор, электроды;
- сверлильный станок;
- болгарка, ножовка по металлу;
- измерительные инструменты — линейка, рулетка, угольник;
- обычный набор слесарного инструмента — молоток, напильник, зубило и т.д.
В зависимости от возможностей и навыков мастера могут пригодится и дополнительные инструменты или материалы, позволяющие улучшить конструкцию станка и повысить его прочность. Некоторые элементы в домашних условиях изготовить сложно, поэтому их обычно заказывают у токаря. Это относится к роликам, осям и ступицам. Если имеется возможность, следует заказать изготовление натяжного устройства, хотя бы винта и гайки с прямоугольной резьбой.
Чертежи с размерами
Размер будущего станка определяется величиной обрабатываемых деталей. Учитывая, что ручные инструменты не способны работать с профилем большого сечения, принято ограничиваться максимальным расстоянием между осями опорных роликов 500 мм (иногда меньше). Для более детального определения размеров установки используются сборочные чертежи.
Некоторые варианты:
Перед началом сборки следует определиться с конструкцией и создать собственный чертеж. Это позволит окончательно определиться с размерами деталей, уточнить некоторые рабочие моменты и исправить возможные ошибки.
Пошаговая инструкция
Порядок действий:
- изготовление станины. На опорный отрезок швеллера большого размера привариваются две поперечины для устойчивости. Затем по углам крепятся вертикальные стойки, на которых сверху крепится обвязка. Высота станины составляет 40-50 см.
- Установка опорных роликов. На горизонтальные поверхности станины устанавливаются опорные ролики в сборе (вместе со ступицами и подшипниками). Отмечаются точки крепления, сверлятся отверстия и ролики фиксируются с помощью болтовых соединений. На ступицах одна сторона проходная, позволяющая установить звездочки для цепной протяжки.
- Монтаж натяжного устройства. Существует два варианта — установка снизу и сверху. Первый способ дает экономию высоты, способствует устойчивости станка. Второй способ удобнее в эксплуатации, позволяет приложить значительные физические усилия при регулировке натяжного ролика. Оба варианта имеют свои достоинства, но отличием является тип натяжки — нижний вариант рассчитан на использование гидравлического домкрата, верхний — под винт с прямоугольной резьбой. Конструктивно они отличаются тем, что домкрат поднимает один из опорных роликов, поэтому натяжной ролик в данном случае неподвижен и жестко закреплен на станине. При верхнем расположении резьба давит на натяжной ролик, опуская его вниз.
- Установка звездочек и цепи. Необходимо следить, чтобы все три звездочки находились в одной вертикальной плоскости, иначе цепь будет слетать или порвется.
- Присоединение приводного рычага. На опорные ролики устанавливаются рычаги, с помощью которых будет производиться протяжка профиля.
Важно! Рассмотренный порядок действий может быть дополнен или изменен в соответствии с особенностями конструкции собственного проекта.
Простой в изготовлении вариант станка из тисков:
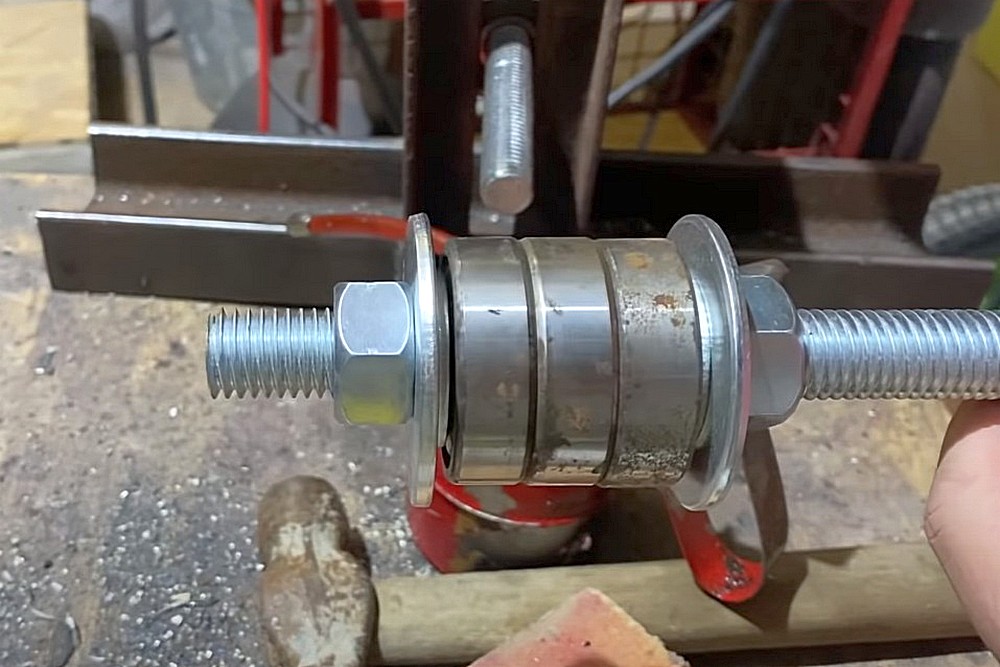
Профилегиб из автозапчастей(ступиц автомобиля):
Самодельный электрический профилегиб
Электрический профилегиб, доступный для самостоятельного изготовления, представляет собой ту же ручную конструкцию, отличие которой состоит в наличии электропривода для вращения роликов. Необходимо один из опорных роликов сделать приводным, установив на него шестерню зубчатой передачи. Она входит в зацепление с соответствующей шестерней понижающего редуктора, который соединен ременной передачей с электродвигателем. Подобным образом можно изготовить профилегиб как целиком, так и доработать имеющийся ручной вариант конструкции.
Необходимые инструменты и материалы
Для изготовления электрического трубогиба потребуются те же материалы и инструменты, которые перечислены выше. В дополнение к ним понадобятся:
- понижающий редуктор;
- электродвигатель с частотой вращения около 100 об/мин;
- натяжное устройство для ременной передачи (может быть совмещено с посадочной площадкой для двигателя).
Ни двигатель, ни редуктор самостоятельно изготовить не удастся, поэтому придется их приобретать в готовом виде.
Размеры и чертежи
Размер профилегиба с электроприводом ничем не отличается от величины ручной установки. Единственным изменением конструкции является площадка под редуктор и посадочная натяжная площадка под электродвигатель. Они могут быть установлены на станину с внутренней или наружной стороны, что определяется в процессе проектирования или по ходу сборки, если производится модернизация уже имеющегося станка. Принципиального отличия в конструкционном отношении не имеется, дополнительные элементы устанавливаются на свободный участок внутри станины.
Пошаговая инструкция по изготовлению
Порядок действий при сборке профилегибов с электроприводом практически не отличается от уже рассмотренной технологии создания ручного станка.
Отличием является установка редуктора и электродвигателя.
Оба узла крепятся на нижней части станины, кинематически соединяются в соответствии с особенностями конструкции.
Если используется сборка двигатель-редуктор, конструктивно выполненная как единый узел, задачей мастера станет лишь фиксация в определенном положении и соединение зубчатой передачей с опорным роликом. При использовании отдельных узлов сначала производится монтаж и соединение с роликом редуктора, после чего устанавливается электродвигатель и с помощью ременной передачи соединяется с редуктором.
Необходимо установить кнопку пуск-остановка, расположенную на видимой части станка, удобной для использования в случае возникновения экстренной ситуации.
Самостоятельно изготовить профилегиб могут только люди, имеющие опыт и навыки пользования слесарным инструментом и сварочным аппаратом. Если возникают сомнения в результате, лучше приобрести готовый станок или выйти из положения иным способом. Приобретение готового станка обойдется недешево, но, если планируется большой объем работы, расходы могут оказаться не слишком большими, а экономия времени — более предпочтительной, чес изготовление самодельного станка с непредсказуемым результатом.
2 бюджетных вида, чертежи + видео
На чтение 10 мин. Просмотров 6.8k. Обновлено
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Ролики бывают:
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Трубогиб с ручным приводом
Нам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины.
Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу.
Чертёж будущего трубогиба
После этого, уже приступили к изготовлению самого трубогиба:
- Отпиливаем швеллер нужной длины и очищаем его от ржавчины болгаркой.
Обрезаем швеллер по размеру Очищаем ржавчину
- Счищаем со строительного шпиля резьбу, так же болгаркой. Это необходимо для свободного перемещения подшипников по ней.
Счищаем резьбу со шпиля
- Подготавливаем шайбы — используя молоток, придаём шайбе слегка форму конуса. Шайба такой формы позволит беспрепятственно двигаться подшипнику.
Слегка изгибаем шайбу
- Собираем два ролика — на шпильку по краям устанавливаем гайки на 18, в середине 3 подшипника. Слегка изогнутые шайбы не задевают края подшипников и они свободно двигаются.
На шпильку одеваем гайку Одеваем шайбу и подшипники
- Подтягиваем гайки с помощью ключа и обрезаем излишки шпильки.
Гайки подтягиваем ключом
- Края прихватываем сваркой.
Привариваем края Готовый ролик
- Из металлического уголка отрезаем 4 заготовки по 25 см. Они будут служить направляющими для валиков — ведущего и прижимного.
Отмеряем размер направляющих Вырезаем заготовки
- Привариваем уголки к швеллеру. Расстояние между двумя соседними заготовками определяется размером шпильки, она должна свободно проходить в зазор.
Свариваем уголки с швеллером Привариваем снизу
- Изготавливаем ведущий ролик — на 18 шпильку одеваем отрезок трубы диаметром 25 мм. Пространство между трубой и шпилькой наполняем гвоздиками на 40, с которых предварительно отрезаем шляпки.
Делаем ведущий ролик
- Для надёжности конструкции, края также схватываем сваркой, предварительно зажав заготовку в тисках.
Обвариваем края
- Одеваем на края вала по 33 подшипнику.
Одеваем подшипники
- Переходим к изготовлению подвижной каретки. Для этого берём два отрезка профильной трубы 20 на 40, длиной 30 мм, и прямоугольную металлическую пластину 80 на 50 мм.
Подготавливаем детали каретки
- Привариваем к пластине отрезки профиля, а к нему ведущие ролики.
Свариваем все элементы
- Снизу каретки, определив её среднею точку, проделываем дрелью отверстие. Его размер должен совпадать с диаметром шпильки на 18.
Проделываем отверстие снизу
- Приступаем к сборке подъёмного механизма. Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
Вставляем шпильку Одеваем и привариваем гайки
- Отрезаем заготовку из прямоугольной металлической пластины размером 70 на 13 — которая будет служить упором для подъёмного механизма.
Отрезаем заготовку для упорного механизма
- В заготовке отмеряем середину, проделываем отверстие на 18.
Отмеряем середину для отверстия
- Приступаем к сборке трубогиба. На основание из швеллера устанавливаем каретку с ведущим валиком. Сверху надеваем пластину и закручиваем гайку, которую прихватываем сваркой.
Устанавливаем каретку Размещаем пластину
- Привариваем по краям основания ролики, а к подъёмному механизму ручку.
Привариваем ролики Привариваете ручку
- Изготавливаем ручной привод — для этого берем профиль 20 на 20, ручку от дрели, которую прикручиваем к профилю. Отрезок трубы прихватываем сваркой к ведущему валику.
Приделываем ручной привод
Трубогиб для профильной трубы готов, можно переходить к испытанию.
Трубогиб с гидравлическим приводом
Как сделать трубогиб своими руками | Обустройство мастерской и самодельные станки
Watch this video on YouTube
Мы решили ещё попробовать изготовить более мощное устройство, работающее от гидравлического привода, как оказалось сделать это не так уж и сложно.
Чертёж гидравлического трубогиба
- Сначала подготовили станину, её мы соорудили из швеллера, уголков и пластины из металла, путём сваривания этих элементов между собой. Также нам понадобится 2 ролика, насадка полукруглой формы и машинный домкрат.
Свариваем станину
- В основе станины поделываем по 6 регулировочных отверстий с обеих сторон, в них будут закрепляться ролики, в зависимости от требуемого угла загиба.
Проделываем отверстия
- Устанавливаем валики в проделанные дырочки в станине.
Размещаем валики
- Надеваем полукруглую насадку на крадомый механизм, и размещаем его под роликами.
Устанавливаем домкрат
- Устройство готово, вставляем профиль между роликами и домкратом. Путём поднимания механизма производим загибание профильного трубопровода.
Гидравлический трубогиб
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади. Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно.
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
Но главная причина образования дефектов при изгиба профиля — выбор неправильного радиуса изгиба, и наличие маленького технологического «хвостика» (расстояния от начала трубы — ближайшее к месту изгиба, до места загиба).
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Как снизить издержки на изготовление
Чтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали. Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла.
Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды.
Видео инструкции
Станок для гибки профиля, изготовление профилегиба электрического своими руками
Профилегиб — это станок для загибания профиля и труб в заданный угол. Устройство гнет уголок, тавр, двутавровую балку, швеллер. Для работы с различными видами проката используют вальцы с поверхностью, по форме напоминающей сечение профиля, гнутье труб делают на валах простого вида. Гнущее усилие обеспечивается при помощи гидравлического прижима, при этом металл деформируется. Электрические заводские станки способны создать давление на профиль около 8 тонн и больше.
Работа профилегибочного станка
Для работы станков используют принцип холодного деформирования, но есть два типа агрегатов, отличающихся направлением приложения силы. Схемы различаются конструктивными схемами, особенностью расположения валов (подвижных и статически неподвижных) и привода, но они работают с одинаковой эффективностью.
В первом случае прижимающий валик двигается в направлении сверху, это распространенная схема, применяемая в трубогибах и станках для изгибания профиля. Если вал прижимает заготовку снизу, то это второй вариант действия деформационной силы. Боковые ролики неподвижны, движется только центральный вал, принцип используется в агрегатах с гидравликой.
Изготовление профилегибочного станка
Несмотря на кажущуюся сложность агрегата, можно изготовить профилегибочный станок своими руками. Чертежи выполняются самостоятельно или подбираются из интернета, при этом схематическое изображение подойдет мало, требуется деталировочное изображение элементов с указанием точных размеров. Самодельные агрегаты обычно изготавливают для работы с профилем до 50−60 мм в диаметре.
Подготовка материалов и узлов
Для изготовления станка потребуются элементы:
- подшипниковые узлы с роликами качения, запрессованными в них;
- металлический швеллер высотой 80 см;
- три вала из стали в диаметре 8 см каждый;
- велосипедная колесная цепь или можно взять цепь от «жигулевской» шестерни;
- стальная полоска, ее толщина не должна быть меньше 5−6 мм;
- болты М20, длиной не меньше 6 см, к ним соответствующие гайки;
- металлическая арматура с гладкой поверхностью диаметром 12 мм.
Чтобы сделать заготовки для станины, отрезают от швеллера две поперечные детали длиной 20 см и два продольных куска по 70 см. На продольных заготовках торцы скашивают под 70˚.
Первоначальный этап работы
Для определения точного места крепления подшипников прикладывают их к верху двух продольных деталей станины и делают разметку болтов. Для работы по металлической поверхности используют керн. Узлы подшипников откладывают в сторону, а в деталях станины просверливают сквозные отверстия, используя электрическую дрель и сверло диаметром 20 мм по металлу.
Боковые крепежные детали для вала изготавливают из швеллера, они делаются по месту, применительно к диаметру вала, выбранного для станка. Для прохождения вала в крепежных деталях сверлят отверстия. Чтобы от больших усилий во время работы вал не изменил своего положения, края отверстия усиливают стальными полосками, общая толщина сборной стенки в просвете отверстия составляет не менее 1 см.
Прижимной узел формируется из предварительно подготовленного куска швеллера длиной, равной ширине вала, концы заготовки скашиваются под 45˚. Остов для вала делается П-образной формы, используется два боковых куска швеллера и поперечная заготовка. Из остатков металлического профиля получаются еще две заготовки длиной по 50 см, их используют для придачи направления движению вала.
Последующий этап изготовления
От полосовки из металла режут два куска, их длина рассчитывается так, чтобы они свободно помещались во внутреннюю часть швеллера — это будут крепежные детали для болтового соединения. Чтобы обеспечить прохождение болтов, сверлят сквозные отверстия в пластинах, располагая их от края на 1 см. Готовые крепежные детали помещают в полость швеллера и приваривают.
В готовую конструкцию станины вставляют вал, затем соединяют при помощи сварки продольные и поперечные заготовки. К готовой станине крепят вертикальные направляющие полозья из швеллера, чтобы по ним мог двигаться узел прижима.
Прижимной центральный болт будет располагаться в отверстии диаметром 22 мм, отверстие сверлят так, чтобы болт свободно двигался в нем, но не смог выпасть. Для достижения такой цели на конце болта наваривают небольшие стопорящие наплывы.
Направлявшие полозья для движения каретки будут расположены на поперечной перекладине, для которой берут две заготовки из швеллера, их размер определяют по расстоянию между полозьями. В теле полозьев делают два отверстия, размечают их так, чтобы они совпадали с имеющимися в прогонах. Для центральной гайки выполняют сквозное отверстие, на котором сваркой приваривают гайку.
Для крепления перекладины вверху используют два болта, которые проходят насквозь. Чтобы сделать надежное крепление, используют граверные шайбы. Подшипниковые узлы закрепляют болтами, пропуская их через соответствующие отверстия, для затяжки применяют граверные шайбы. Сверху конструкции рамы располагают валы, которые находятся на узлах подшипников.
После проделанной работы соединяют сваркой шестерни со ступицами, для этого последняя деталь приваривается под цепью. Шпиндельный вал и ступица должны быть одинакового размера в диаметре. Чтобы обеспечить надежное соединение, на ступице наплавляют выступающую борозду, а в теле вала протачивают поперечную канавку. Чаще всего шестеренку просто приваривают к валу, затем надевают на шпиндели и затягивают с помощью простой гайки и контргайки.
Последний этап
В середине направляющего вертикального швеллера под низом ворота приваривают ось для закрепления самого ворота, располагают ее со стороны, где расположены шестерни. Перед сваркой проверяют соотношение оси и полозьев так, чтобы при необходимости цепь можно было удалить или накинуть, но в рабочем положении она была натянута.
Чтобы сделать стандартный ворот, используют часть полосы из стали, ее длина составляет 50 см. К одному концу заготовки приваривают кусок прутка, который будет исполнять роль ручки. Другим концом полосу приваривают к ступице, причем диаметр последней детали равен внутреннему диаметру приготовленных шестеренок.
На рукояточную ступицу напрессовывают шестеренку, предназначенную для прохождения по ней цепи, работу выполняют с помощью тисков. Чтобы процесс пошел быстрее и удобнее, шестеренку нагревают до высокой температуры (не менее 120˚С). При таких условиях увеличивается посадочное отверстие и запрессовка облегчается, тем более что остывание приведет к сужению отверстия, шестеренку невозможно будет снять.
Для изготовления узла прижима берут остаток арматуры и продевают в отверстие на краю болта, получается подобие рукояти. Перед надеванием цепи на тройку рабочих шестеренок крепят ступицу на укрепленную заранее ось и затягивают основной и контргайкой. В результате для передачи вращательного движения вырисовывается надежный редуктор.
Окончательный этап состоит в окрашивании станины и всех неподвижных элементов агрегата, чтобы предупредить распространение коррозионного процесса на металлических деталях. Передвигающиеся и поворачивающиеся узлы и детали не красят, также нельзя обрабатывать краской трущиеся друг об друга запчасти.
Тонкости изготовления агрегата
Первоначальным требованием является подготовка чертежей. В интернете можно скачать схемы профилегиба ручного. Своими руками чертежи придется переделывать, так как все предложенные схемы не могут соответствовать множественным типам профилей и проката.
Несмотря на простоту сборки, следует предусмотреть правильное расположение всех элементов, чтобы в процессе колоссальной нагрузки при изгибе не расшатывались детали. Неточное расположение валов и направляющих для движения каретки приведет к вырыванию профиля в работе или получения неправильного (угловатого, перекошенного) радиуса, материал будет испорчен.
Из интернета берут чертежи только в случае совпадения очертаний профиля, что на практике случается очень редко. Использовать можно только схемы станины и расположения прижимного оборудования, ступиц с шестеренками и рукоятки вращения. Чертеж можно считать годным для изготовления по нему гибочного станка только в определенном случае:
- если при составлении чертежа не были допущены ошибки технического характера, эту сторону может определить только специалист, поэтому следует проконсультироваться у опытного механика;
- описание процедуры сборки выполнено подробно и присутствуют все разметки и размеры для работы, помимо основного чертежа предусмотрены деталировочные схемы с указанием взаимного расположения рабочих и вспомогательных элементов, крепежных деталей;
- в конструкции применяются материалы и детали, приобретение которых не составит труда.
В основном составляет чертеж мастер самостоятельно, при этом в основе лежат готовые схемы, а он приспосабливает их под собственные нужды. В процессе конструирования обращается внимание на некоторые нюансы:
- очертания опорных поверхностей вальцов выбирают не только учитывая поперечное сечение профиля, но и его форму и конфигурацию, иногда такую работу проделать сложно;
- учитывается, по какой стороне профиля будет вестись изгиб, например, полка уголка будет снаружи арки или внутри нее.
Учитывать конфигурацию проката нужно для того, чтобы после прохождения профиля по валикам получить качественно изогнутый профиль без сминания его продольных выступов. Особенно это важно для изделий крупного поперечного сечения, без тщательного подбора поверхности роликов профиль придет в негодность, и его трудно будет применить по назначению.
Выбор формы рабочей поверхности ролика
Прокат небольшого сечения, например, тонкая труба или квадрат хорошо изгибается без сложных поверхностей, опорную боковую сторону вальцов выполняют плоской и ровной. Остальной прокат требует таких решений, по которым определены и стандартизованы некоторые решения:
- Чтобы гнуть трубы прямоугольного или квадратного поперечного сечения, боковую поверхность валиков обтачивают в виде ровной поверхности с прямоугольными бортами по краям. Такая конструкция нужна, чтобы профиль своими внешними размерами прочно входил в образовавшуюся ложбинку. Бок ответного вальца делают размером, соответствующим внутреннему размеру расстояния между бортами опорного ролика. Его поверхность прочно входит между ними и придерживает профиль от вырывания.
- Овальная или круглая арматура или пруток успешно гнется на роликах с вырезанной на боковой поверхности канавкой требуемого сечения.
- Если нужно изогнуть уголок по наружной плоскости (у готовой арки снаружи располагается внутренняя уголковая часть), то контур изгибающего ролика изготавливается плоским, но по краю пускается сдерживающий борт. Ответный вал делается плоским по боку, на станке рабочее положение вальцов выбирается так, чтобы щель между ними равнялась толщине полки уголка.
- Изгибание уголка по внутренней поверхности требует выполнения удерживающего борта на ответном валу, а основной ролик делается с ровной поверхностью.
- Швеллер гнут аналогично уголку, только удерживающие бортики располагают с двух сторон опорного или ответного вала. Это зависит от того, с какой стороны готовой арки будут располагаться полки швеллера.
- Для сгибания двутавровой балки поверхности ответного и опорного ролика делают ровными и одинакового размера, равного внутреннему расстоянию между полками двутавра. Торцы валов проходят в полости между полками проката и предупреждают возможную деформацию.
- Иногда требуется изгибать швеллер или двутавровую балку поперек полок. В таком случае требуется изготовить сложную поверхность ответного и основного вала, на которой предусматривается удерживающий борт с обеих сторон.
Оборудовать профилегиб, который будет универсальным для работы с любым профилем, нельзя. Идеальным решением будет подобрать комплекты съемных роликов, которые будут храниться на каждый удобный случай, а крепиться в случае необходимости при помощи болтового соединения. Эти особенности рассчитываются еще на стадии проектирования и отмечаются в чертежах.
. Оцените статью: Поделитесь с друзьями!
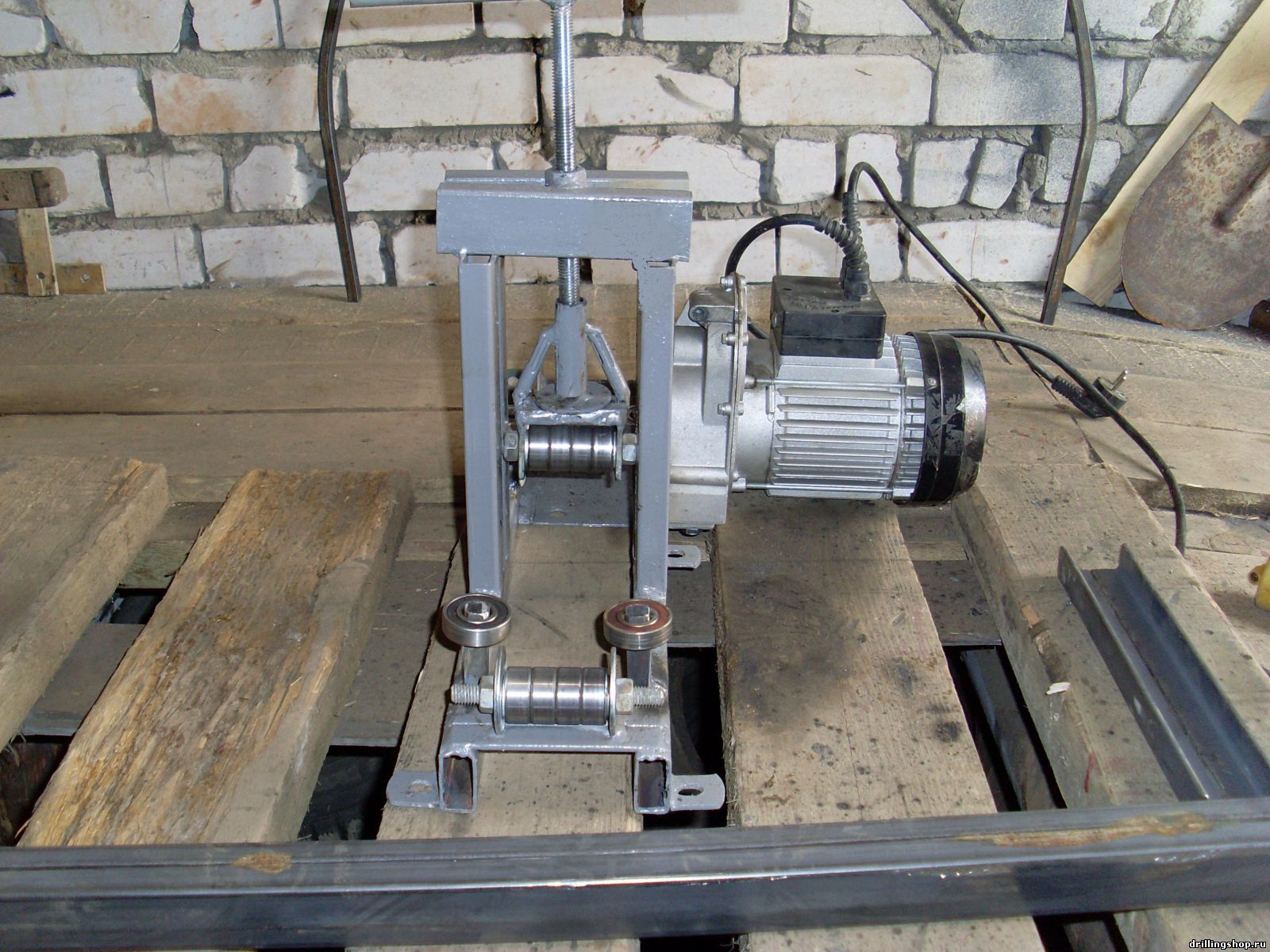
Самодельный профилегиб за 2000 рублей — Статья
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Еще один вариант устройства
Создать станок для гибки профильной трубы своими руками можно другим способом. При этом понадобиться меньшее количество материалов. Можно будет обойтись и без дорогостоящего домкрата. Процесс создания более простого станка состоит из следующих этапов:
- Создание рамы, похожей на продольный стол. Для соединения элементов можно использовать сварку. При этом необходимо учитывать напряжение, которое будет оказываться на отдельные элементы устройства. Важно, чтобы каркас был устойчивым. Достичь этого можно путем крепления к полу.
- Крепление двух вращающихся валов чуть выше стола. Третий вал размещается еще выше, между первыми двумя. Расстояние между крайними валами и центральным элементом можно менять. Это повлияет на радиус изгиба. Однако важно чтобы оба крайних элемента были на одинаковом расстоянии от центрального вала. В дальнейшем этот параметр можно менять в зависимости от радиуса изгиба, который необходимо получить в конкретном случае.
- Крепление цепного привода.
Этот станок отличается более простой конструкцией. Однако работать с ним несколько тяжелее, нежели с предыдущим устройством. В любом случае после изготовления инструмента рекомендуется очистить его от ржавчины и покрасить. Это убережет станок для гибки труб от порчи.
Первый станок отличается большей доскональностью. Трубы, изогнутые на таком агрегате, будут иметь более опрятный вид. Кроме того, для обработки профиля придется применять меньше силы. Второй станок является более дешевым и простым в изготовлении. Однако качество изгиба может быть хуже. Какой инструмент изготовлять должен решить сам мастер, ориентируясь на свои потребности.
Таким образом, гибочные станки для профильной трубы можно изготовлять самостоятельно. Конечная стоимость таких инструментов будет ниже, нежели промышленных изделий, представленных на рынке. Для создания станка понадобятся определенные материалы и инструменты.
Существует большое количество чертежей подобных устройств, однако лучше будет, если мастер сам создаст чертеж, с учетом всех особенностей. Изготовить инструмент можно, ориентируясь на представленные выше инструкции.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:
Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться — в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) — из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой — опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся — подвижные элементы конструкции крепятся именно таким способом.
Процесс сборки
Перед началом сборки настоятельно рекомендуется создать чертеж будущего устройства. Это значительно облегчит задачу. Хотя сегодня существует большое количество готовых чертежей, лучше будет, если мастер создаст его сам, с учетом собственных потребностей.
Весь процесс создания трубогиба для профильной трубы своими руками состоит из следующих этапов:
- Создание ролика и валов (в случае отсутствия должной квалификации лучше доверить это дело профессиональному токарю).
- Установка подшипников в обоймы.
- Определение расположения шпоночных канавок на валах.
- Просверливание отверстий в ограничительных насадках, нарезка резьбы, предназначенной для зажимных болтов.
- Создание площадки, на которую будет установлен прижимной ролик. В швеллере (если такового нет, подойдет толстая металлическая пластина) просверливается четыре отверстия (парных), за которые будут крепиться обоймы с подшипниками.
- Прикручивание прижимного вала.
- Приваривание к площадке проушины (используются гайки М8).
- Изготовление станины и опорных ног с применением сварочного аппарата.
- Подвешивание площадки, на которой установлен ролик, к станине при помощи пружин (использовать верхнюю поперечину станины).
- Просверливание отверстий в опорной раме. С их помощью будет обеспечиваться переменное расстояние между разными валами. В данном случае необходимо тщательно следить за расстоянием между отверстиями, поскольку в случае ошибки труба будет не только сгибаться, но и сжиматься.
- Установка опорных валов. Монтаж ведомой и ведущей звездочек, приводной цепи.
- Установка натяжителя, устранение провисания цепи.
- Создание ручки привода. В качестве исходного материала можно использовать стальной прут диаметром в двадцать миллиметров.
- Установка и фиксация домкрата на верхней площадке. Для фиксации можно использовать гайки и болты.
После сборки рекомендуется провести испытание, в ходе которого будут обнаружены ошибки сборки (если они были допущены). Для этого необходимо положить кусок профильной трубы на нижние валы, и прижать ее к ним домкратом. Далее необходимо привести устройство в действие при помощи вращения ручки.
Видео: самодельный профилегиб в действии
Изготовленный по нашей инструкции профилегибочный станок способен выполнять те же функции, что и промышленное оборудование. С той минуты, когда вы запустите аппарат, сгибание профильных труб при помощи физической силы и кустарных способов останется в прошлом. Скорость и качество изготовления металлоконструкций отныне переходит на новую ступень. Это тот уровень, при котором ваши изделия будет невозможно отличить от заводской продукции, та степень мастерства, когда построенные сооружения станут невольными свидетелями вашего умения и трудолюбия.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами. Метод подходит для небольших работ.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы. К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Заключительные работы
В средней части направляющей балки, поставленной вертикально, под воротом приваривают ось для шестеренки и ворота. Работа выполняется со стороны установленных шестеренок. Ось располагается по отношению к направляющим так, чтобы цепь в случае необходимости можно было снять, а в рабочем положении она была натянутой.
К стальной полосе размером около 50 см приваривают пруток, который будет служить ручкой. Получается ворот, к которому со второго конца приваривают ступицу. Для ее изготовления берут остаток трубы, при этом получается, что диаметр ступицы равен внутреннему размеру шестеренок.
Шестерню напрессовывают на рукоятку ступицы, она служит для намотки цепи, для такой работы используют тиски. Чтобы ускорить процесс прессовки, разогревают шестеренку до 120˚, от этого посадочное отверстие расширится, а после надевания уменьшится, и шестерня получит плотную посадку.
Заканчивают сборку прижимного узла изготовлением своеобразной ручки, для этого на конце болта сверлят отверстие, куда вставляют отрезок металлического прутка. Перед тем как накинуть цепь на все три шестеренки, крепят ступицу на подготовленной заранее оси и затягивают контргайкой. Получается редуктор для того, чтобы передавать момент кручения от рукоятки.
Изготовление профилигеба для обработки профилей или труб меньше 19 мм
Профилегибы для профиля меньше 19 мм имеют до безобразия элементарную конструкцию. Можно сделать простую конструкцию в которую входят бетонного основания, а также зафиксированные в ней стальные штыри. Именно между штырями будет осуществляться гибка металла.
Перед началом работ, нужно уплотнить участок грунта маленького размера. Далее этот участок засыпают его щебенкой и заливается раствором бетона, состоящего из замеса песка и цемента (в пропорции 4:1). Перед тем как залить раствор из бетона, нужно закрепить пару швеллеров или труб диаметром не менее 60 мм. под 90° с поверхностью основания, с расстоянием между ними 3,5–4,5 см. Дать бетону высохнуть 2–3 дня.
Метод пользования полученным профилегибом
Сгибаемый профиль вставляют между выходящим над бетонным основанием штырем и гнут на нужный угол. Очень удобно что, такой трубогиб, который мы с Вами сделали своими руками, очень хорошо используется для гибки деталей из нержавеющей стали.
Изготовление профилигеба для сгибания профилей или труб больше 19 мм
Для таких диаметров самодельный профилегиб будет маленько сложнее в изготолвении. Его изготовления также связано с заливкой бетонного основания (по принципу как в примере выше), а далее закрепления в нем двух металлических штыря с круглым сечением. Прутки в этом случае являются осями для крепления на них роликов с размерами желобков соответствующих диаметру сгибаемого профиля.
Метод пользования полученным профилегибом
Профиль ставят между роликами и фиксируют за конец. Другой конец при помощи троса закрепляют к лебедке. Лебедка создает нужное усилие для выполнения процесса гибки.
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.
Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.
Каркас многих конструкций выполняют из металлических профилей, однако в некоторых ситуациях форма объекта требует трансформации прямой линии. Приобретать профессиональное оборудование для разового использования нецелесообразно. Для простых операций можно изготовить профилегиб своими руками из подручных материалов.
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
Первоначальный этап
Чтобы установить подшипниковые узлы, вверху продольных стоек делают разметку отверстий для их крепления. Для этого применяют керн и отмечают, где будут располагаться болты. После этого подшипники убирают в сторону, а в отмеченных местах сверлят отверстия при помощи электрической дрели, используя сверло по металлу.
Размеры и местоположение боковых креплений на чертеже не отмечается, а выбирается по месту изготовления, эти параметры зависят от размеров валов, которые подготовлены для установки в конструкцию. Сквозные отверстия сверлят в креплениях, они предназначены для постановки вала. Края отверстий укрепляют дополнительными накладками, изготовленными из металлической полосы так, чтобы толщина прохода (стенки) была 10 мм.
От швеллера отделяют болгаркой кусок, равный ширине вала, его торцы формируют под 45˚. Он нужен для того, чтобы изготовить прижимной узел. Собирают остов для крепления вала из верхней перекладины и двух боковых стоек в виде буквы П. Оставшийся швеллер используют для вырезания двух отрезков по 50 см, чтобы изготовить направляющую конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
6 ошибок, которые делают строители клубов своими руками при строительстве клюшек для гольфа
От:
Андрей Турский
Чарл Шварцель сам просверлил отверстия в задней части клюшек Miura!
Андрей Турский
При создании клюшек для гольфа нужно гораздо больше, чем просто сборка деталей.Чтобы собрать свой новый стол из ИКЕА, вы просто следуете жестким пошаговым инструкциям. Однако создание гольф-клуба требует сочетания искусства, науки и опыта с множеством мельчайших деталей, влияющих на то, как клуб выглядит и работает.
Небольшая ошибка в строительстве клуба может полностью испортить гольф-клуб. Неправильное соединение вала с драйвером может привести к отключению в середине поворота, в результате чего головка клюшки полетит вниз. Если вы не понимаете причин и следствий определенных корректировок клюшки, вы можете по незнанию настроить клюшку на затухание, когда хотите получить ничью.Игнорируйте определенные меры предосторожности, и вы застрянете переделывать клуб с нуля.
Дело в том, что в процессе строительства клуба многое может пойти не так. Большинство игроков в гольф, даже большинство профессионалов — хотя в Туре есть некоторые исключения — оставляют сборку на усмотрение экспертов. Другие хотят быть более практичными.
В этой статье я хотел оказать помощь тем, кто либо новичок в строительстве гольф-клубов, либо делал это какое-то время и, возможно, упускает из виду несколько ключевых элементов.
Так как я ни в коем случае не являюсь экспертом по созданию клубов, я записался
помощь Дэвида Макки, менеджера по производству дочерней компании GOLF.com True
Spec Golf. В отличие от меня, он является экспертом в клубном строительстве и потратил
клубы построения карьеры для всех типов игроков в гольф, включая игроков тура и основных
победители. Благодаря его проницательности я исправил 6 основных ошибок, которые можно исправить самостоятельно.
Строители клюшек делают своими руками при сборке / ремонте / настройке клюшек для гольфа.
Надеюсь, это поможет!
1) Недостаточное понимание причин и следствий
Легко забыть, что изменение
один компонент клюшки влияет на общую конструкцию клюшки.Так,
когда вы настраиваете один конкретный элемент клюшки, не забудьте
подумайте, как это влияет на другие аспекты.
Например, предположим, что рукоятка вашей нынешней клюшки слишком легкая и тонкая, поэтому вы хотите укрепить ее с помощью нескольких обмоток и, возможно, свинцовой ленты под ней. Это повлияет на вес клюшки в целом и на то, как штанга будет работать во время взмаха. В этом случае вполне вероятно, что вам придется добавить вес к головке клюшки, чтобы противодействовать добавленному весу на конце рукоятки клюшки.Кроме того, то, где именно вы добавляете вес в голове, может повлиять на центр тяжести.
Даже несколько полос свинцовой ленты на подошве могут повлиять на центр тяжести и раскачивать вес.
Андрей Турский
Помните, когда вы меняете одну переменную клуба, четко представляйте, что вы хотите, почему вы этого хотите и как это изменит клуб в целом с точки зрения построения и производительности.
2) Непонимание терминологии
Как и гольф, клюшка
здание имеет свой язык.Очень важно понимать
базовая терминология, иначе все может пойти наперекосяк. Представьте, что у вас есть термин «срез»
и «крючок» перепутались, когда пытались поправить замах в гольф? Было бы очень
сбивает с толку очень быстро.
То же самое и со зданием клуба. Например, как объясняет Макки,
некоторые строители клубов путают термины «жесткий шаг» и «мягкий шаг».
Мягкий шаг — это когда вы используете 5-железный вал в 6-железном, 6-железный вал в
7-железо и тд. Жесткий шаг, очевидно, был бы противоположностью этого.В
Преимущество мягкого шага вала заключается в том, что он становится более гибким, поднятым и вращается,
в то время как жесткие шаги делают штангу более твердой и снижает полет и вращение мяча.
Как видите, сочетание мягкого и жесткого шага может усугубить проблему, которую вы пытаетесь решить. Итак, познакомьтесь с основными условиями построения клуба, читая книги, журналы или в Интернете. Другой вариант — проконсультироваться с местным экспертом, если у вас возникнет какая-либо путаница.
«Когда речь заходит о клубном строительстве, это не вопрос глупый», — говорит Макки.«Не стесняйтесь обращаться к специалисту по клубному строительству. Я знаю, что с радостью помогу любому исправить свое оборудование ».
3) Проведение неправильных измерений
Рики Фаулер часто играет со своим драйвером относительно коротко, с выступом 43,5 дюйма, 1 дюйм
Андрей Турский
Буквально на днях Макки сказал, что
попросил клиента принести драйвер размером 48,5 дюймов, когда клиент
думал, что это 47 дюймов.Как это произошло?
В этом примере измерить длину клюшки для гольфа не так просто, как положить ее на ровную поверхность и растянуть рулетку так, как, например, вы измеряете размеры пола. Существуют определенные измерительные устройства, специально предназначенные для гольф-клубов, которые широко используются в USGA и гольф-индустрии.
К сожалению, незнание — неприемлемое оправдание, когда оно приходит
к правилам экипировки. «Я использовал неправильный измерительный прибор» не будет отображаться, когда USGA
считает, что ваш клуб запрещен для участия в соревнованиях, и назначает вам штрафные санкции.
Законность в стороне, использование ненадлежащих измерительных приборов может значительно
влияют на то, как клуб чувствует себя и работает, по сравнению с тем, как вы этого хотите Если ты
выпекая пирог и отмерьте «столовую ложку» муки с помощью чайной ложки, вы
можно увидеть, как все может пойти наперекосяк (не лучший пример, но вы понимаете).
Следует также отметить, что
некоторые компании могут использовать немного другие инструменты измерения. Поэтому там
вариации в способе измерения клубом в зависимости от метода и инструмента
что используется.
4) Слишком большое отклонение от спецификаций OEM
Tiger Woods использует утюги, изготовленные из традиционно непрочных чердаков.
Андрей Турский
производителей гольф-клубов, которые
строить части клюшек строить их определенным образом не без причины. Тоже иду
далекий от клубного дизайна может быть проблематичным для целостности
клуб и как он работает.
Например, скажем, производитель валов создает вал, у которого только 2 дюйма параллельного сечения перед сужением.В спецификациях этого вала компания, вероятно, порекомендует максимальный наклон на 1,5 дюйма. Поэтому, если вы решите наклонить вал на 2,5 дюйма, это может вызвать всевозможные проблемы при попытке подсоединить вал к головке клюшки.
Другой пример — гнуть лофты из чугуна или клинья.
много. Каждое утюг и клин имеют определенный отскок. Для каждой степени
чердака изменился, вы, по сути, измените угол наклона на градус, так как
хорошо. Итак, если вы хотите уменьшить полет шара своего утюга 7 и хотите
понизить чердак на 3 градуса (!), помните, что вы существенно влияете на
отскок головой клюшки.В этом примере вы должны исключить 3 градуса
отскока, который может вызвать слишком большую трещину и повлиять на условия удара.
Лучшее решение для этих
вопросы — это проконсультироваться с OEM-производителем относительно оригинальных спецификаций головки клуба перед
отклонение слишком далеко от курса и повреждение головки или вала.
5) Слишком большая или недостаточная фокусировка на поворотном грузе
Соответствие веса качелей ваших клюшек по всему набору может быть важным и полезным аспектом строительства клуба; но качели — это еще не все.
Допустим, ваш драйвер измеряет C8, и вы хотите, чтобы он был D2. если ты
просто добавьте четыре точки веса веса к головке клюшки, вы можете
рискуете сделать общий вес клюшки слишком тяжелым.
С другой стороны, вы можете слишком мало сосредотачиваться на размахе. Сказать
вы хотите добавить искажения к голове водителя, чтобы мяч не попадал
летите влево, так что вы добавляете связку свинцовой ленты в носок. Все это
свинцовая лента, в зависимости от того, сколько вы используете, может оказать сильное влияние на свинг
вес и кардинально изменить ощущение.
McKee рекомендует приобретать поворотные весы, чтобы внимательно следить за тем, как ваши настройки влияют на измерения. Но не жертвуйте чувством и здравым смыслом только ради того, чтобы ударить определенный вес.
6) Отводные манжеты
Манжеты на утюжках Мэтью Вольфа идеально «загнуты вниз»
Андрей Турский
Мы в конце концов рассмотрим глубже
нырните на наконечники, но для этой статьи стоит хотя бы краткий обзор.
Феррулы — это маленькие пластиковые предметы, которые находятся между клубами.
голова и вал; они делают переход от головки к стержню более плавным.
Как объясняет Макки, в наши дни наконечники носят чисто эстетический характер, но они
важная составляющая внешнего вида клуба. Феррулы также легко
испортить.
Так как внешний диаметр наконечников обычно шире, чем
шланг клюшки необходимо «загнуть» по размеру. Есть много
разные способы сделать это, и у многих создателей домашних клубов есть свои собственные
трюки.Макки, однако, рекомендует использовать войлочную полосу на песочной ленте, чтобы выйти замуж.
муфту к шлангу и валу. Он предупреждает, что наждачной бумагой ставит дубинку.
голова может поцарапаться и испортить покрытие.
Обрезанный наконечник — верный признак неопытного строителя клуба своими руками.
Заключительные мысли
Несмотря на мрачный тон
этой статьи, создание собственных гольф-клубов может быть забавным, полезным и
познавательный. По крайней мере, здорово иметь представление о том, как гольф
сделаны клюшки и как клюшки действительно влияют на удары по полю.
Если вы хотите начать работу, McKee рекомендует этот стартовый пакет.
Когда вы только начинаете, независимо от того, сколько вы читаете и сколько уроков смотрите, вы испортите несколько клубов. Вот почему лучше всего осваивать канаты на старом оборудовании, с которым вы фактически не будете играть. Научитесь сгибаться на чердаке и лежать. Узнайте, как перехватить дубинку. Узнайте, как разобрать дубинку и собрать ее обратно. Затем, когда вы узнаете процесс и наберетесь опыта, вы будете готовы работать над своим игровым набором.
Получайте удовольствие, но будьте осторожны! Вы же не хотите навредить себе или своим клюшкам для гольфа.
Чтобы услышать больше идей об оборудовании от Джонатана Уолла и Тима Бриана из True Spec, подпишитесь и слушайте каждую неделю подкаст GOLF Fully Equipped: iTunes | SoundCloud | Spotify | Брошюровщик
Андрей Турский
Редактор Golf.com
Эндрю Турски — старший редактор оборудования GOLF Magazine и GOLF.com.
Нерассказанная история Magic Leap, самого секретного стартапа в мире
беспокойство о споткнувшись о кабель привязки может посеять сомнения в нашем бессознательном состоянии. Это может выглядеть так, как будто оно есть, но не будет там ощущаться как .
Следуя своей догадке использовать биологию человека, Абовиц решил создать отображение искусственной реальности в более симбионтном виде. Телефонные экраны, используемые в большинстве налобных дисплеев, создавали неприятную проблему: они располагались рядом с вашими глазными яблоками.Если устройство создает иллюзию синего кита на расстоянии 100 футов, ваши глаза должны быть сфокусированы на расстоянии 100 футов. Но это не так; они сосредоточены на крошечном экране в дюйме от них. Точно так же, когда вы смотрите на виртуальную медузу, плавающую в 6 дюймах от вашего лица, ваши глаза не пересекаются, как в реальной жизни, а смотрят прямо перед собой. Никто не осознает этого оптического несоответствия, но при длительном использовании подсознательное несоответствие может способствовать часто сообщаемому дискомфорту и ослаблять цепочку убеждения.Решение Magic Leap представляет собой оптическую систему, которая создает иллюзию глубины таким образом, что ваши глаза фокусируются на дальних объектах, а близкие — на близких, и сходятся или расходятся на правильных расстояниях.
При испытании прототипа Magic Leap я обнаружил, что он отлично работает вблизи, на расстоянии вытянутой руки, чего нельзя было сказать о многих других системах смешанной и виртуальной реальности, которые я использовал. Я также обнаружил, что переход обратно в реальный мир при удалении оптики Magic Leap был легким, таким же удобным, как снятие солнцезащитных очков, чего я также не испытывал в других системах.Это было естественно.
У
Magic Leap огромная конкуренция. В настоящее время Microsoft продает разрабатываемые версии своего визора для смешанной реальности под названием HoloLens. Технология уникальна (пока) тем, что вся конструкция — процессор, оптика и аккумулятор — содержится в козырьке; это действительно непривязано. Другой стартап Meta выпустил MR-устройство, которое, как и Oculus, началось с кампании на Kickstarter. Гарнитура подключается к компьютеру, и комплекты для разработки должны появиться на рынке этой осенью — вероятно, задолго до Magic Leap.
Абовиц понял, что виртуальная реальность — это самая передовая технология в мире, где люди по-прежнему являются неотъемлемой частью оборудования.
Все три основные МР-гарнитуры основаны на изображениях, которые проецируются по краям на полупрозрачный материал — обычно стекло с покрытием из наноуровневых гребней. Пользователь видит внешний мир через стекло, в то время как виртуальные элементы проецируются из источника света на краю стекла, а затем отражаются в глаза пользователя с помощью разделительных нано-гребней.Magic Leap утверждает, что его устройство уникально тем, как оно излучает свет в глаза, хотя в настоящее время компания отказывается объяснять это подробнее.
Однако Magic Leap работает, но его преимущество в том, что пиксели исчезают. Большинство экранных головных дисплеев виртуальной реальности демонстрируют слабый эффект «экранной двери», возникающий из видимой сетки пикселей. Виртуальные изображения Magic Leap, напротив, плавные и невероятно реалистичные. Но на самом деле качество дисплеев во всем оборудовании альтернативной реальности — как VR, так и MR — быстро улучшается.Месяц за месяцем разрешение всех козырьков увеличивается, частота кадров скачет, динамический диапазон углубляется, а цветовое пространство расширяется. Через два десятилетия, когда вы посмотрите на ультрасовременный дисплей виртуальной реальности, ваш глаз будет обманут, думая, что вы смотрите через реальное окно в реальный мир. Он будет таким же ярким и четким, как и то, что вы видите из окна.
Как только этот маленький дисплей достигает совершенства, он становится единственным дисплеем, который управляет всеми. Если ближний экран обеспечивает достаточное разрешение, яркость, ширину и цветовую насыщенность, он может отображать любое количество виртуальных экранов любого размера внутри него.Пока я был в фотонных очках Magic Leap, я смотрел фильм в формате HD на виртуальном экране. Он выглядел таким же ярким и четким, как мой домашний 55-дюймовый телевизор. Включив HoloLens от Microsoft, я смотрел футбольный матч в прямом эфире на виртуальном экране, парящем рядом с окном веб-браузера, рядом с несколькими другими виртуальными экранами. Я мог заполнить свой офис любым количеством экранов, сколь угодно большим (или маленьким). Я мог щелкнуть, чтобы отобразить экран, наложенный в любом месте реального мира.
Одна из амбиций Microsoft в отношении HoloLens — заменить все различные экраны в типичном офисе носимыми устройствами.В демонстрациях компании изображены рабочие, перемещающие виртуальные экраны или щелкающие мышью, чтобы телепортироваться в трехмерный конференц-зал с десятком коллег, которые живут в разных городах. Я нашел виртуальные экраны и виртуальные медиа в виртуальной реальности удивительно естественными и практичными. В Magic Leap команда разработчиков скоро полностью откажется от настольных экранов в пользу виртуальных дисплеев. Мерон Грибец, основатель Meta, говорит, что его новые очки смешанной реальности Meta 2 заменят мониторы в его компании со 100 сотрудниками в течение года.Нетрудно представить себе, что такие очки заменят также маленькие экраны, которые мы все держим в карманах. Другими словами, это технология, которая может одновременно перевернуть настольные ПК, ноутбуки и телефоны. Неудивительно, что Apple, Samsung и все остальные обращают на это внимание. Вот как выглядят разрушения огромного масштаба.
Эксклюзивные кадры о том, что значит увидеть сквозь волшебный прыжок
Питер Джексон соглашается. Режиссер входит в яркую солнечную комнату своей киностудии за пределами Веллингтона, Новая Зеландия.Одетый в шорты, он похож на хоббита, сбежавшего из отдела макияжа на улице. Он невысокий и круглый, с выпуклым носом, его голова покрыта непослушными хоббитскими волосами. Его босые ступни большие и волосатые. Джексон говорит, что в наши дни снимать фильмы ему неинтересно; не содержание, а процесс. Он рассматривает искусственную реальность как девственную территорию для рассказывания историй и создания новых миров. Джексон входит в состав консультативного совета Magic Leap, и его компания будет производить контент для нового оборудования.«Эта смешанная реальность не является продолжением трехмерных фильмов. Это что-то совершенно другое, — говорит он. «Как только вы сможете создать иллюзию твердых объектов в любом месте, вы откроете новые возможности для развлечений».
Модель
Jackson была вдохновлена работой с ранними прототипами очков Magic Leap. «Я считаю, что смешанная реальность намного интереснее, чем виртуальная реальность», — говорит он. «Смешанная реальность не уводит вас из этого мира. Вместо этого он добавляет элементы в наш реальный мир. И он обладает большой гибкостью.Вы можете добавить столько, сколько захотите — одну крошечную фигурку на этой столешнице, говорящую с нами, — или вы можете заменить стены этой комнаты небосводом, чтобы мы сидели здесь и смотрели, как плывут облака. Если у вас есть очки Magic Leap, вы можете взглянуть на Эмпайр-стейт-билдинг и посмотреть, как он строился в начале 1930-х годов, этаж за этажом, но с ускорением. Может быть, прогуливаясь по современным улицам Чикаго, вы видите проезжающих мимо гангстеров с автоматами. Это может быть форма образования, развлечений и туризма.Я ожидаю, что через 10 лет технологии смешанной реальности, такие как Magic Leap, будут использоваться так же, если не больше, чем смартфоны ».
Джексон сидит в плюшевом кресле и ставит босые ноги на журнальный столик. «Большинство научно-фантастических фильмов содержат в той или иной форме то, что такое Magic Leap, будь то перемещение данных одним движением пальца, голографический телефонный звонок или трехмерная шахматная игра. Это было в нашем сознании давно. Как летающие машины. Но это, вероятно, побьет летающие машины.”
Мастерство Weta заключается в том, чтобы делать воображаемые миры правдоподобными (и захватывающими), уделяя внимание деталям. Миры блокбастеров MR и VR потребуют высочайшего уровня построения мира. Присущая аудитории свобода перемещаться, заглядывать изнутри, задерживаться и ценить детали означает, что потребуются большие усилия и навыки, чтобы сохранить цепочку убеждения для всего, что составляет этот мир.
Weta работает с Magic Leap над созданием небольшого виртуального мира под названием Dr.Грордборта, основанного на скульптурных лучевых пушках. Руководит этой работой Ричард Тейлор, который строил миры, часто вместе с Джексоном, в течение почти 30 лет. Тейлор всю жизнь был скульптором. Его любовь к материалам — глине, камню, дереву, латуни, тканям, стеклу — проявляется во всей его мастерской, которая густо забита сотнями неописуемо красивых предметов. Переход к виртуальности — большой шаг для него. «Я не был готов к эмоциональному воздействию Magic Leap», — говорит он. «Я не мог подумать, что буду жаждать оказаться в мире с виртуальными артефактами и персонажами.Но как только я преодолел удивление, что это действительно работает, мне пришлось сдерживать свои идеи ».
Как Гарри Рид, следователь-террорист и певец из Blink-182, принял НЛО в мейнстриме
Но не подлежит сомнению роль Делонга в продвижении НЛО в сферу более серьезного обсуждения. Когда Делонг создавал Академию звезд пять лет назад, он начал собирать команду консультантов, мало чем отличавшуюся от группы, которую Бигелоу собрал около двух десятилетий назад, у которых были связи в темных закоулках органов национальной безопасности, необходимых для поиска новых информация, которая поможет доказать его теории.В некоторых случаях это были одни и те же люди.
«С первого дня я понял, что мне нужны рыцари круглого стола», — сказал мне Делонг. «Мне нужен был целый Камелот ученых, и у каждого из них была отдельная работа, которая действительно мне помогла. Это была армия, это была разведка, это была инженерия. Это была исполнительная власть ».
Одним из первых, кого ДеЛонг нанял вице-президентом академии по науке и технологиям, был Путхофф, бывший инженер Стэнфордского университета, который в 70-х годах проводил эксперименты для ЦРУ.После закрытия NIDS в 2004 году Путхофф стал одним из ведущих консультантов Bigelow Aerospace, которая со временем стала основным подрядчиком секретной программы Рида Пентагона. По поручению Бигелоу Путхофф заказал 38 технических отчетов на общую сумму 22 миллиона долларов с научно-фантастическими названиями, такими как «Варп-двигатель, темная энергия и манипуляции с дополнительными измерениями» и «Проходимые червоточины, звездные врата и негативная энергия». ”
«Мы многого не знаем», — недавно сказал мне Путхофф в телефонном интервью из Остина, штат Техас, где он руководит консалтинговой фирмой EarthTech International.«Но, с другой стороны, мы многое знаем, даже если это не публично».
Другим новобранцем Делонга был Джим Семиван, который вышел на пенсию в 2007 году после 25 лет подпольной службы ЦРУ, где он помогал шпионить за такими противниками, как Россия, Китай, Северная Корея и Иран. Семиван познакомился с Делонгом через Александра, армейского офицера, который помог основать NIDS вместе с Бигелоу. Семиван говорит, что у него не было официальной роли в изучении НЛО для правительства, «но я столкнулся с множеством очень странных вещей.Он также сказал мне, что у него была встреча с НЛО со своей женой, которую он никогда не обсуждал публично.
Семиван написал введение к книге Делонга Секретные машины: Погоня за тенями, — первый том из серии, которую он написал вместе с А.Дж. Хартли и опубликовано в 2016 году. «UAP реальны. Феномен реален », — написал Семиван. «Невозможно опровергнуть или опровергнуть все свидетельства, накопленные только за последние несколько десятилетий. Но что такое Феномен? »
«Нет возможности отказать или
опровергнуть все доказательства
накоплено за последние
только несколько десятилетий.”
— Джим Семиван
«Никто не знает, какова настоящая история», — сказал мне Семиван, вице-президент по операциям компании ДеЛонге. «Все в неведении по этому поводу».
ДеЛонг также привлек Стива Джастиса, аэрокосмического инженера, который десятилетиями руководил секретными программами разработки в знаменитой Skunk Works компании Lockheed Martin. Спустя годы коллеги-инженеры и другие коллеги, которых Джастис уважал в замкнутом мире «черных» программ Пентагона, поделились с ним своим опытом наблюдения НЛО: «Некоторые люди, которым я доверял свою жизнь, видели то, что они не могли объяснить.Но он сказал мне, что по-прежнему сомневается: «Я был в категории« закатываю глаза »по этому поводу».
Затем, в середине 1990-х, после того, как Skunk Works переехала из своего первоначального местоположения в 320 акров в Бербанке в Палмдейл, Джастис взял на себя роль неофициального историка. Он вспоминал, что во время переезда он наткнулся на файлы покойного Кларенса Леонарда «Келли» Джонсона, легендарного авиационного инженера, который помогал проектировать самолет-разведчик U-2 и SR-71 Blackbird.
«Была одна скрепленная скрепками записка, датированная 1950-ми годами», — сказал Джастис.«Это называлось что-то вроде« обнаружение неопознанного летающего объекта некоторыми сотрудниками Lockheed ». Поэтому я открыл его. Первая страница — это записка Келли Джонсон кому-то, как мне кажется, на базе ВВС Райт-Паттерсон, в которой говорится: «Некоторые из нас видели это, хотели отправить вам, если это вас заинтересует». Келли Джонсон, где он был на своем ранчо, что-то видел и рисовал зарисовки ».
Были и другие очевидцы. «Что мне показалось действительно интересным, так это то, что там было около трех записок, написанных членами его команды летных испытаний, которые [летели] на Constellation, и в них говорилось то же самое, что и Келли», — сказал Джастис.«Каждый из них как бы отметил, что они скептически относятся к этому, и им пришлось вернуться и подумать об этом еще немного, потому что они не могли объяснить то, что они видели».
Станок для резки пенопласта с ЧПУ Arduino
В этом руководстве мы узнаем, как построить станок для резки пенопласта Arduino с ЧПУ. Это типичный DIY-станок с ЧПУ, потому что он сделан из простых и дешевых материалов, некоторых деталей напечатан на 3D-принтере, а в качестве контроллера используется Arduino.
РЕКОМЕНДУЕТСЯ
Обзор
Вместо насадок или лазеров основным инструментом этого станка является токопроводящая проволока или специальный тип проволоки с сопротивлением, которая сильно нагревается, когда через нее протекает ток.Горячая проволока плавит или испаряет пену при прохождении через нее, поэтому мы можем точно и легко получить любую желаемую форму.
Я сказал легко, потому что построить станок с ЧПУ на самом деле не так уж и сложно. Если вы новичок и думаете о создании своего первого станка с ЧПУ своими руками, просто следите за обновлениями, потому что я объясню, как все работает. Я покажу вам весь процесс его создания, начиная с проектирования машины, подключения электронных компонентов, программирования Arduino, а также объясню, как подготовить ваши формы, создать G-коды и управлять машиной с помощью бесплатных программ с открытым исходным кодом.Итак, давайте погрузимся в это.
Машина для резки пенопласта с ЧПУ
3D Модель
Для начала, вот 3D-модель этой машины. Вы можете скачать и 3D модель ниже.
Вы можете скачать 3D модель ниже.
Файл STEP:
файлов STL для 3D-печати:
Конструкция основания изготовлена из алюминиевых профилей с Т-образным пазом 20×20 мм. Я выбрал эти профили, потому что они просты в использовании, нам не нужно сверлить какие-либо отверстия или что-то еще при сборке, и, кроме того, они многоразовые, мы можем легко разобрать их и использовать для других проектов.Движение каждой оси достигается за счет использования линейных подшипников, скользящих по гладким стержням 10 мм. Я использовал по два стержня для каждой оси.
Скользящие блоки могут выглядеть немного странно, но они спроектированы таким образом, что их можно легко напечатать на 3D-принтере как единую деталь, имея при этом несколько функций. Так, например, скользящий блок X вмещает два линейных подшипника, он удерживает стержень оси Y, он удерживает шкив для ремня оси Y, а также имеет ручки для крепления ремня оси X.
Для привода ползунов мы используем шаговые двигатели NEMA 17.Используя соединительную муфту, простой стержень с резьбой, два шкива и два ремня, мы можем одновременно равномерно приводить в движение два скользящих блока на каждой направляющей.
Здесь мы также можем заметить, что у нас есть третий шаговый двигатель, который позволяет машине формировать формы 2.5D, и мы объясним, как это работает, чуть позже в видео.
В целом, с точки зрения конструкции и жесткости дизайн, вероятно, не так хорош, но я хотел сделать функциональную машину с минимальным количеством деталей и при этом иметь возможность выполнять свою работу.
Для 3D-печати деталей я использовал свой 3D-принтер Creality CR-10, который является действительно хорошим 3D-принтером по разумной цене.
Обратите внимание, что некоторые детали, напечатанные на 3D-принтере, нуждаются в небольшой постобработке или перед использованием следует удалить поддерживающий материал.
В некоторых случаях мне также приходилось использовать рашпиль для удаления лишнего материала, я думаю, из-за плохих настроек поддержки в программном обеспечении для нарезки.
Сборка ЧПУ
В общем, теперь у меня есть все материалы, и я могу приступить к сборке машины.
Вот список всех основных компонентов, используемых в этом станке с ЧПУ. Список компонентов электроники можно найти ниже в разделе принципиальных схем статьи.
- 6x 20×20 мм Алюминиевые профили с Т-образным пазом 500 мм ……. Amazon / Banggood / AliExpress
- 4x 10 мм стержни с линейными направляющими ………………………………… Amazon / Banggood / AliExpress
- Угловые скобы профиля с 6 Т-образными пазами …………………………… Amazon / Banggood / AliExpress
- Гайки 50x M5 для профилей с Т-образным пазом ……………………………… Amazon / Banggood / AliExpress
- 6x Линейные подшипники 10 мм ……………………………………. Amazon / Banggood / AliExpress
- Ремень GT2 + зубчатый шкив + натяжной шкив …………………. Amazon / Banggood / AliExpress + Натяжной ролик
- 2x подшипник 5x16x5 мм ………………………………………… Amazon / Banggood / AliExpress … .. Примечание. В видео я использую подшипник диаметром 6 мм, а также резьбовой. шток и шкивы GT2. Здесь я предлагаю использовать 5 мм, потому что эти размеры более распространены и их легко найти.Поэтому в файлы загрузки STL я также включил две версии муфт вала и монтажных кронштейнов для обработки этих размеров. Поэтому убедитесь, что вы учитываете это при 3D-печати этих деталей.
- Проставочные гайки ……………………………………………………… .. Amazon / Banggood / AliExpress
- Весенний ассортиментный набор ……………………………………… .. Amazon / Banggood / AliExpress
- Горячий провод ……………………………………………………………. Amazon / AliExpress
- 2 стержня с резьбой по 50 см или любой стержень диаметром 6 или 5 мм в зависимости от внутреннего диаметра шкива
- Болты и гайки из местного хозяйственного магазина: M3x30 x8, M4x25 x4, M4x30 x4, M5x10 / 12 x40, M5x15 x8, M5x25 x4, M5x30 x4
Раскрытие информации: это партнерские ссылки. Как партнер Amazon я зарабатываю на соответствующих покупках.
Алюминиевые профили с Т-образным пазом, которые у меня были, были длиной 60 см, поэтому в соответствии с трехмерной моделью я вырезал каждый из них по размеру с помощью ручной пилы по металлу.Затем с помощью угловых кронштейнов собрал несущую раму. Затем я устанавливаю фиксаторы вала для оси X. Видите ли, работать с профилями с Т-образным пазом настолько просто, что нам просто нужны болты M5 и гайки с Т-образным пазом, чтобы прикрепить к ним все, что угодно.
Затем я вставляю стержень вала через зажимы. Пока вставлен наполовину, нам также нужно добавить скользящий блок оси X. Мы просто вставляем в него два подшипника, а затем вставляем их на вал. Теперь мы можем сдвинуть вал на другую сторону и с помощью болта M4 и гайки закрепить вал на месте.Я повторил этот процесс и для другой стороны.
Далее нам нужно установить оси Y. Для этого сначала нам нужно вставить стержни в скользящие блоки оси X, разместить их заподлицо с нижней частью детали и закрепить с помощью гаек и болтов M4. Затем мы можем вставить скользящие блоки оси Y. В этих скользящих блоках используется только один линейный подшипник.
Сверху стержней оси Y нам нужно прикрепить монтажные кронштейны, которые будут соединять два стержня оси Y с профилем с Т-образным пазом наверху.Опять же, мы используем тот же метод для крепления их к стержням. Для крепления профиля с Т-образным пазом к монтажным кронштейнам сначала я добавил к ним 3 болта M5 и гайки с Т-образным пазом. Затем я просто вставил профиль и прикрутил болты.
Итак, у нас есть основная конструкция, и мы можем свободно перемещаться по осям X и Y.
Затем я прикрепляю ножки к базовой раме. Опять же, это очень просто сделать с помощью профилей с Т-образным пазом.Как только ножки закреплены, я вставлю первый шаговый двигатель для оси X. В этом случае я использую распорные гайки диаметром 20 мм, чтобы отодвинуть вал двигателя, чтобы позже можно было разместить ременной шкив рядом с опорой.
Хорошо, теперь у меня есть простой стержень с резьбой 6 мм, который будет приводить в движение два ремня одновременно. Поэтому сначала я обрезал его по размеру, поместил подшипник с внутренним диаметром 6 мм на противоположную ножку шагового двигателя и пропустил через него стержень с резьбой. Затем я вставил гайку для крепления штока к подшипнику и два зубчатых шкива для ремня.
Для соединения резьбового стержня с шаговыми двигателями я напечатал на 3D-принтере муфту вала с отверстием 5 мм на стороне шагового двигателя и отверстием 6 мм на стороне стержня. Муфта вала имеет пазы для вставки гаек M3, а затем с помощью болтов M3 или установочных винтов мы можем легко прикрепить ее к валу двигателя и стержню с резьбой. Затем нам нужно расположить шкивы на одной линии с ручками скользящих блоков, а также закрепить их установочными винтами.
С противоположной стороны машины мы можем вставить два натяжных ролика.Для этого я использовал несколько болтов и гаек M5.
Итак, теперь мы готовы установить ремни GT2 для оси X. Сначала я вставил и закрепил ремень на скользящем блоке с помощью стяжки-молнии. Затем я протянул ремень вокруг зубчатого шкива, с другой стороны вокруг натяжного ролика, обрезал его до подходящего размера и снова закрепил его на другой стороне скользящего блока с помощью стяжки.
Я повторил этот процесс и для другой стороны.При закреплении другой стороны мы должны убедиться, что два скользящих блока находятся в одном и том же положении по оси X. Для этого мы можем просто переместить их к концу рельсов, чтобы мы могли затянуть ремень и закрепить его стяжкой-молнией. На этом сдвижной механизм оси X выполнен.
Далее тем же способом соберем механизм оси Y. Для того чтобы снова закрепить ремень на скользящем блоке, мы используем стяжки-молнии. Здесь скользящий блок имеет только одну ручку, и для того, чтобы закрепить ремень, сначала я застегнул молнию на одном конце ремня, затем я натянул ремень, чтобы он был достаточно тугим, и с помощью другого стяжного ремня я поймал оба конца ремня.Теперь я могу просто снять предыдущую застежку-молнию и отрезать лишний пояс. Как упоминалось ранее, при закреплении ремня на другой стороне мы должны убедиться, что два скользящих блока находятся в одном и том же положении по оси Y. С этим также сделан механизм оси Y.
Затем я прикреплю еще один профиль с Т-образным пазом поперек оси X. Этот профиль будет служить для крепления к нему 3-го шагового двигателя, а также для размещения на нем кусочков пенопласта. С 3-м шаговым двигателем мы можем сделать 2.5D или фактически трехмерные формы с помощью этой машины, например, шахматная фигура.
Хорошо, теперь нам нужно установить провод сопротивления. Этот провод должен выдерживать высокую температуру, сохраняя при этом равномерную температуру по всей его длине. Обычно это нихромовая проволока или рыболовная проволока из нержавеющей стали, которые на самом деле недороги и их легко достать. Для правильной работы проволоку необходимо натянуть между двумя башнями или скользящими блоками, и вот как я это сделал.Я прикрепил болты M5 к обоим скользящим блокам и добавил к ним небольшие пружины растяжения.
Затем я просто прикрепил проволоку к пружинам. Я натянул трос настолько, насколько позволяли пружины. Проволоку нужно натянуть пружинами, потому что, когда она нагревается, она также удлиняется, и пружины смогут это компенсировать.
Хорошо, теперь мы можем соединить провод сопротивления с электрическими проводами. Мы будем использовать питание постоянного тока, поэтому полярность не имеет значения, просто важно, чтобы через провод проходил ток, чтобы он нагрелся.Здесь убедитесь, что ваш электрический провод достаточно тик, чтобы поддерживать потребление тока от 3 до 5 ампер. В моем случае я использую провод 22-го калибра, но я бы наверняка порекомендовал провод 20 или 18 калибра.
Сначала я прикрепил электрический провод между двумя гайками, чтобы ток мог проходить через катушку к проводу сопротивления. На самом деле это не сработало, и я покажу вам, почему через минуту. Я пропустил проволоку через ручки скользящего блока, чтобы она оставалась аккуратной и не касалась горячей проволоки.
Далее нам нужно установить концевые упоры станка с ЧПУ или концевые выключатели. Эти концевые микровыключатели имеют 3 соединения: заземление, нормально разомкнутое и нормально замкнутое соединение. Первоначально я подключал их к нормально разомкнутым соединениям, но после con
проводя некоторые тесты, я переключился на нормально закрытое соединение, потому что в этом случае машина работает более стабильно.
Проблема заключается в электрическом шуме, генерируемом во время работы станка с ЧПУ, который ложно запускает переключатели, как будто они нажаты, и вызывает остановку работы станка.
Схема устройства для резки пенопласта с ЧПУ
Arduino
Затем мы можем подключить кабели шаговых двигателей, а затем посмотреть, как подключить все электронные компоненты. Вот принципиальная схема того, как все должно быть подключено.
Конечно, мозгом этого станка с ЧПУ является плата Arduino. Наряду с этим нам также понадобятся Arduino CNC Shield, три шаговых драйвера A4988 и преобразователь постоянного тока в постоянный для управления температурой горячей проволоки.
Вы можете получить компоненты, необходимые для этого проекта, по ссылкам ниже:
Раскрытие информации: это партнерские ссылки.Как партнер Amazon я зарабатываю на соответствующих покупках.
Я напечатал на 3D-принтере подставку для электронных компонентов и прикрепил ее к одной стороне Т-образного паза. Используя сначала болты M3, я прикрепил плату Arduino к подставке, а затем вставил на нее щит с ЧПУ Arduino.
Затем нам нужно выбрать разрешение, при котором драйверы шагового двигателя будут управлять двигателями с помощью некоторых перемычек. В моем случае я выбрал разрешение 16 шагов, добавив по три перемычки к каждому драйверу, чтобы шаговые двигатели имели более плавные движения.
При размещении драйверов убедитесь, что их ориентация правильная, маленький потенциометр может быть индикатором того, который должен быть ориентирован на нижнюю сторону экрана.
Я продолжил закреплять преобразователь постоянного тока на месте. Затем я подключил три шаговых двигателя к плате ЧПУ Arduino, а также два концевых выключателя к концевым контактам X + и Y +. Для питания машины я буду использовать блок питания 12 В 6 А постоянного тока. Щит Arduino с ЧПУ на самом деле может работать от 12 до 36 вольт, а также конкретный преобразователь постоянного тока, который я использую, может работать с такими же напряжениями.На входе преобразователя постоянного тока я добавил переключатель, чтобы я мог отдельно включать и выключать горячий провод. На выходе преобразователя постоянного тока я просто подключил два провода с двух концов провода сопротивления. Наконец, мы можем подключить и запитать Arduino через USB-порт, а также запитать плату Arduino с ЧПУ и шаговые двигатели через штекер питания постоянного тока.
Хорошо, теперь пора проверить машину, работает ли она должным образом, и я начну с горячей проволоки.Здесь вы видите, что у меня на входе преобразователя постоянного тока 0 В, и как только я включаю переключатель, я получаю 12 В на входе. Затем на выходе преобразователя постоянного тока снова у нас есть ноль вольт, но, когда мы начинаем вращать потенциометр, мы можем регулировать выходное напряжение от 0 до 12 В, чтобы ток протекал через горячий провод и преждевременно его температуру.
Лучший способ проверить, какое напряжение следует установить на выходе преобразователя постоянного тока, — это попытаться прорезать кусок пенопласта.Горячая проволока должна проходить сквозь пену без особого сопротивления и изгиба.
Однако после первоначального тестирования вы можете увидеть, что случилось с моей горячей проволокой. Он расширился из-за тепла, и пружины, которые должны были это компенсировать, не работали.
На самом деле пружины потеряли свою работоспособность из-за перегрева, потому что при такой конфигурации через них тоже протекал ток.
Итак, я заменил старые пружины на новые, а теперь обошел пружины, подключив электрические провода непосредственно к проводу сопротивления с помощью каких-то зажимов типа «крокодил».
Программное обеспечение для станков с ЧПУ Arduino
Хорошо, теперь пришло время дать жизнь этому станку и превратить его в настоящий станок с ЧПУ.
Для этого сначала нам нужно загрузить прошивку в Arduino, которая управляет движением машины. Самым популярным выбором для DIY-станков с ЧПУ является прошивка GRBL.
Это открытый исходный код, и мы можем скачать его с GitHub.com. После того, как мы загрузим его в виде zip-файла, мы можем извлечь его, скопировать папку «grbl» и вставить в каталог библиотеки Arduino.Затем мы можем открыть IDE Arduino и в меню «Файл»> «Примеры»> «grbl» выбрать пример grblUpload. Теперь нам нужно выбрать плату Arduino, которую мы используем, Arduino UNO, и выбрать COM-порт, к которому подключен наш Arduino, и, наконец, загрузить этот эскиз в Arduino. После загрузки теперь Arduino знает, как читать G-коды и как управлять машиной в соответствии с ними.
Далее нам нужен какой-то интерфейс или контроллер, который будет связываться и сообщать Arduino, что делать.Опять же, я выбираю для этой цели программу с открытым исходным кодом — Universal G-Code Sender.
Я скачал версию платформы 2.0. Чтобы запустить программу, нам нужно распаковать zip-файл, перейти в папку «bin» и открыть любой из исполняемых файлов ugsplatfrom. На самом деле это программа JAVA, поэтому для запуска этой программы сначала необходимо установить среду выполнения JAVA. Мы также можем бесплатно скачать его с официального сайта.
Итак, как только мы сначала откроем программу Universal G-Code Sender, нам нужно запустить мастер установки, чтобы настроить машину.
Здесь нам нужно просто выбрать правильный порт и подключить программу к Arduino. Как только соединение установлено, мы можем проверить направление движения двигателей, нажимая кнопки. При необходимости мы можем изменить направление. Я выбрал положительные движения, чтобы перейти из исходного положения, когда концевые выключатели расположены в другие стороны.
Далее нам нужно откалибровать шаги двигателей, чтобы добиться правильных и точных движений. Поскольку мы выбрали разрешение 16 и шагов на драйверах, а двигатели имеют 200 физических шагов, это означает, что потребуется 3200 шагов, чтобы двигатель совершил полное движение на 360 градусов.Теперь, в зависимости от типа трансмиссии или, в данном случае, размера шкивов, нам нужно рассчитать количество шагов, необходимых двигателю, чтобы машина переместилась на 1 мм. Значение по умолчанию здесь установлено на 250 шагов на мм. Итак, как только мы нажмем одну из этих кнопок перемещения, двигатель сделает 250 шагов.
На самом деле, используя линейку, мы измеряем фактическое движение машины и вводим это число в программу. В соответствии с этим программа рассчитает и сообщит нам, что значение, которое мы должны изменить и обновить параметр шаги / мм.В моем случае это 83 шага / мм. Что касается оси Z, я установил ее на 400 шагов / мм, или это означает, что значение 1 мм для оси Z сделает поворот на 45 градусов.
Далее нам нужно проверить, правильно ли работают концевые выключатели. В зависимости от того, подключили ли мы их NO или NC, мы также можем инвертировать их здесь. Как я уже говорил, у меня NC-соединение работало лучше. В любом случае, здесь мы должны заметить, что нам нужно отключить концевой выключатель оси Z, поскольку у нас его нет в нашей машине. Если мы не выключим его, мы не сможем поставить машину домой.Для этого нам нужно перейти в папку grbl в библиотеке Arduino и отредактировать файл config.h.
Здесь нам нужно найти линии цикла наведения и прокомментировать установку по умолчанию для 3-х осевого станка с ЧПУ и раскомментировать настройку для 2-х осевых станков. Теперь нам нужно сохранить файл и повторно загрузить пример grblUpload в Arduino. Обратите внимание, что вам, вероятно, следует перезапустить программы снова, чтобы все работало правильно.
Хорошо, теперь мы можем попытаться вернуть машину в исходное положение с помощью кнопки «Попробовать возврат в исходное положение».При нажатии машина должна начать движение к концевому выключателю X, а после нажатия она начнет движение по оси Y. При необходимости мы можем изменить направление концевых выключателей. В конце мастера настройки мы можем установить мягкие ограничения, которые фактически ограничивают максимальное расстояние, которое машина может пройти в каждом направлении. В моем случае это 45×45 см.
Итак, теперь программа готова к работе. Перед каждым использованием вы всегда должны возвращать машину в исходное положение, и тогда вы сможете делать все, что захотите.Во-первых, я бы посоветовал поиграть и протестировать Jog-контроллер или вручную переместить машину. Кроме того, на этом этапе вы должны попытаться отрезать несколько кусочков пенопласта, чтобы определить, какая скорость подачи или скорость движения будут наиболее подходящими для вас.
Итак, вам следует поиграть как с температурой горячей проволоки, так и со скоростью подачи, чтобы выяснить, что даст вам наиболее чистые и точные разрезы на кусках пенопласта.
Создание G-кода для станка с ЧПУ
И наконец, в этом видео мы увидим, как подготовить чертежи, чтобы станок с ЧПУ мог изготавливать из них формы.Для этого нам понадобится программа для векторной графики, и я снова выбрал программу с открытым исходным кодом, а именно Inkscape. Вы можете бесплатно скачать его с официального сайта.
Я покажу вам два примера, как подготовить G-код для станка с ЧПУ Arduino с помощью Inkscape. Итак, сначала мы должны установить размер страницы в соответствии с размером нашей рабочей области, а это 45×45 см. Для первого примера я скачал изображение логотипа Arduino и импортировал его в программу. Используя функцию Trace Bitmap, нам нужно преобразовать изображение в векторный формат.
Теперь, чтобы иметь возможность вырезать эту форму горячей проволокой, нам нужно сделать форму непрерывной траекторией. Это связано с тем, что горячая проволока всегда присутствует в рабочей зоне, ее нельзя поднять, например, немного или выключить в случае лазера, перемещаясь от одной буквы или формы к другим. Поэтому, используя простые квадраты, я соединил все отдельные части вместе. Мы делаем это, выбирая части, а затем используем функцию Union. С другой стороны, внутренние замкнутые контуры должны быть открыты, и мы делаем это с помощью функции Difference.
Итак, когда у нас есть готовый рисунок, мы можем использовать расширение Gcodetools для генерации G-кода. Во-первых, нам нужно создать точки ориентации.
Затем мы можем масштабировать нашу модель до желаемого размера. Затем нам нужно перейти в библиотеку инструментов и с ее помощью определить инструмент, который мы используем для станка с ЧПУ Arduino. Мы можем выбрать цилиндр, так как проволока, очевидно, имеет цилиндрическую форму. Здесь мы можем изменить такие параметры, как диаметр инструмента, я установил его на 1 мм, а также скорость подачи.Остальные параметры на данный момент не важны. Наконец, теперь мы можем сгенерировать G-код для этой формы с помощью функции Path to Gcode.
G-код — это просто набор инструкций, которые GRBL или Arduino могут понять и в соответствии с ними управлять шаговыми двигателями. Итак, теперь мы можем открыть Gcode в программе-отправителе Univeral G-code и через окно Visualizer мы можем увидеть тот путь, по которому должна пройти машина.
Однако мы можем заметить здесь желтые линии, которые представляют собой пустое путешествие или движение по воздуху в случае использования бита или лазера.Как я упоминал ранее, в этом случае горячая проволока не может перемещаться по этим путям, потому что проволока прорежет материал и испортит форму. Здесь мы действительно можем заметить, что у нас нет единого пути для всей формы, потому что мы забыли открыть закрытые области внутри логотипа. Итак, мы можем просто вернуться к чертежу, сделать эти закрытые области открытыми, а затем снова сгенерировать G-код.
Еще одна вещь, которую стоит упомянуть, это хорошая идея выбрать собственную начальную точку, дважды щелкнув фигуру, выбрав узел и выбрав «Разорвать путь в выбранном узле».Теперь, если мы откроем новый G-код, мы увидим, что путь начинается от более позднего A, проходит через всю фигуру и заканчивается обратно на букву A.
Для крепления кусков пенопласта к станку с ЧПУ я сделал эти простые держатели с болтами M3, которые проникают в пену и удерживают ее на месте.
Хорошо, теперь я покажу вам еще один пример того, как создать трехмерную форму. Мы сделаем квадратную форму столба, которую нужно разрезать с четырех сторон под углом 90 градусов друг от друга.
Я получил форму столба с помощью метода Trace Bitmap, показанного ранее. Теперь мы можем нарисовать простой прямоугольник размером со столб, и мы вычтем столб из прямоугольника. Мы удалим одну из сторон, так как нам нужна только одна профильная траектория столба. Итак, это фактический путь, который должен пройти станок с ЧПУ, и после каждого прохода нам нужно повернуть шаговый двигатель 3 rd на 90 градусов.
Для того, чтобы сделать это при создании точек ориентации, нам нужно установить глубину Z на -8 мм.Затем в параметрах инструмента нам нужно установить шаг глубины на значение 2 мм. Теперь, после генерации G-кода, мы можем открыть его в отправителе G-кода и увидеть, что машина сделает 4 прохода по одному и тому же пути с разницей в глубине 2 мм. В случае фрезерного станка с ЧПУ это будет означать, что каждый раз сверло будет становиться на 2 мм глубже для резки материала, но здесь, как показано ранее, мы устанавливаем ось Z для поворота на 45 градусов на каждый миллиметр или на 90 градусов для хода шагового двигателя Z на 2 мм. .
В любом случае, здесь нам также нужно немного изменить G-код.По умолчанию сгенерированный G-код после каждого прохода перемещает ось Z на значение 1 мм, что в случае фрезерного станка с ЧПУ означает, что он поднимает бит, когда требуется пустой ход.
На самом деле, мы могли бы оставить G-код без изменений, но он будет делать ненужные движения оси Z или вращать пену без причины. Следовательно, после каждой итерации кода нам просто нужно изменить значения оси Z, чтобы они оставались на том же месте, не возвращаясь к значению 1 мм.
Для установки пенопласта для создания трехмерной формы мы используем эту платформу, которая содержит несколько болтов M3, которые вставляются в пенопласт и удерживают его, пока он формируется.
Перед запуском G-кода нам нужно вручную подвести горячую проволоку к куску пенопласта. Расстояние от центра до горячей проволоки должно быть таким, какое мы хотим, чтобы наша форма была тиковой. Или, если нам нужен точный размер, как на чертеже, нам нужно измерить расстояние от начала координат до центра формы на чертеже.
Затем нам нужно нажать кнопку Reset Zero на контроллере, чтобы сообщить программе, что она должна начинаться отсюда, а не из исходного положения.И все, теперь нам просто нужно нажать кнопку Play, и станок с ЧПУ Arduino создаст трехмерную форму.
Вы можете скачать файлы G-кода и файлы Inkscape для всех примеров здесь:
Так что это почти все для этого руководства. Я надеюсь, что объяснение было достаточно ясным, и вы сможете создать свой собственный станок с ЧПУ. Не стесняйтесь задавать любой вопрос в разделе комментариев ниже и проверьте мою коллекцию проектов Arduino.
лучших игр для PS4 2021 года: от «God of War» до «Resident Evil»
PlayStation 4 — это машина настоящей красоты.Выпущенный в 2013 году, получивший признание критиков и известный своими великолепными техническими характеристиками, он был продан более 100 миллионов единиц менее чем за десять лет.
И хотя ее преемник, PlayStation 5, выпущенный в прошлом году и, как ожидается, вытеснит PS4 по продажам, PlayStation 4 по-прежнему предлагает обширную и сложную библиотеку отличных игр, которые, конечно же, совместимы с PlayStation 5.
Если вы все еще ищете PS5, вы не одиноки. Люди по всей стране все еще изо всех сил пытаются заполучить неуловимую консоль — мы каждый день отслеживаем дату и время пополнения запасов PS5 на нашей странице отслеживания запасов PS5.
Наши любимые игры для PS4: жуткие космические ужасы Bloodborne и душевный симулятор апокалипсиса The Last Of Us . PlayStation — это не просто место, где можно поиграть в новейшие игры класса AAA. PlayStation также выпустила множество эксклюзивных для платформы релизов, в том числе потустороннюю игру God of War , в которой вы сражаетесь как с богами, так и с монстрами в мире, вдохновленном скандинавской мифологией.
Мы протестировали множество игр, чтобы составить обзор. Чтобы попасть в список, игры должны были демонстрировать широкий спектр игрового процесса, а также демонстрировать самые величественные аспекты технических возможностей консоли.
Подробнее:
Ищете ли вы ужасные выходки Дикого Запада, преследуемые душевные поиски или щупальца ужасов извне, у нас есть для вас лучшие игры для PS4, в том числе лучшие однопользовательские игры для PS4.
Лучшие игры для PS4 на 2021 год:
- Лучшая бесплатная игра для PS4 (с PlaystationPlus) – God of War : 9,99 фунтов стерлингов, Jacamo.com
- Лучшая ролевая игра – Ведьмак 3 : Wild Hunt : 12 фунтов стерлингов.95, Thegamecollection.net
- Лучшая игра в виртуальной реальности – Resident Evil 7: Biohazard : 15,31 фунта стерлингов, Amazon.co.uk
- Лучшая приключенческая игра – Hellblade: Senua’s Sacrifice : 19,59 фунтов стерлингов, Amazon .co.uk
- Лучшая игра на выживание — Red Dead Redemption 2 : 21 фунт стерлингов, Ao.com
- Лучшая совместная игра — Bloodborne : 7,95 фунта стерлингов, Thegamecollection.net
- Лучшая стрельба игра — The Last of Us : 8 фунтов стерлингов.95, Thegamecollection.net
- Лучшая однопользовательская игра – NieR: Automata : 17,99 фунтов стерлингов, Argos.co.uk
- Лучшая многопользовательская игра – До рассвета : 13,04 фунтов стерлингов, Amazon.co.uk
- Лучшая игра с открытым миром – Ghost of Tsushima : 34,99 фунтов стерлингов, Smythstoys.com
«God of War»
Лучшее: Бесплатная игра для PS4 (с Playstation Plus)
- Разработчик: Santa Monica Studio
- Дата выпуска: 20 апреля 2018 г.
- Поддержка PS4 Pro: Да.Работает со скоростью 30 кадров в секунду в 4K и почти 60 кадров в секунду в 1080p.
Мифологический приключенческий сериал God of War уже много лет развлекает консольных фанатов семью названиями. Но никто не был по-настоящему подготовлен к его последнему предложению, которое принесло эмоциональную сложность и захватывающий кинематографический характер с захватывающим игровым процессом.
Действие происходит в мире скандинавской мифологии и связанных с ним огромных змей, хитрых богов и эпических ледяных вершин. Вы играете за бывшего греческого бога войны Кратоса, чья жена только что умерла.Ваш маленький сын Атрей сопровождает вас в путешествии, чтобы исполнить ее последнее желание. В ходе квеста стойкий, подпитываемый яростью Кратос преодолевает свое горе и проявляет искреннюю привязанность к своему мальчику, обучая его искусству сражаться (и болтать) с монстрами и богами. Вы встретитесь со всевозможными интересными персонажами, включая, помимо прочего, обезглавленную голову, которая разговаривает, одновременно излучающую божественную ярость на ваших врагов.
Купить сейчас £ 9,99, Jacamo.ru
{{#hasItems}}
Сравнение цен
- {{/ hasItems}}
- {{merchant}} £ {{price}} Купить сейчас
{{#items}}
{{/Предметы}}
{{#hasItems}}
{{/ hasItems}}
«Ведьмак 3: Дикая Охота»
Лучшее: РПГ
- Разработчик: CD Projekt Red
- Дата выпуска: 19 мая 2015
- Поддержка PS4 Pro: Да.Работает в 4K или с увеличенной частотой кадров в 1080p.
Получив всеобщее признание критиков, The Witcher 3: Wild Hunt — одна из лучших ролевых игр, доступных на PlayStation 4 прямо сейчас. Вы играете за седовласого Геральта, седого бойца, который с помощью темных искусств убивает монстров. Вам предстоит пройти через красочный, но мрачный фантастический мир, вдохновленный славянской мифологией, чтобы найти пропавшую дочь, спасающуюся от загадочной и смертоносной Дикой охоты. Увлекательная игра в жанре экшн, в которой вы сражаетесь с монстрами и совершенствуете потусторонние навыки.
В качестве ролевой игры игра также включает в себя лабиринт различных вариантов и исследование открытого мира. Ваши решения определят одну из многочисленных концовок. Кроме того, The Witcher 3: Wild Hunt находится на одном уровне с классикой вестерна Red Dead Redemption 2 с точки зрения масштабов: мы погрузили сотни часов в его гигантский фантастический мир.
Ведьмак 3 в настоящее время имеет скидку 10 фунтов стерлингов на Amazon.
Купить £ 12,95, Thegamecollection.net
{{#hasItems}}
Сравнение цен
- {{/ hasItems}}
- {{merchant}} £ {{price}} Купить сейчас
{{#items}}
{{/Предметы}}
{{#hasItems}}
{{/ hasItems}}
«Resident Evil 7: Biohazard»
Лучшее: VR-игра
- Разработчик : Capcom
- Дата выпуска: 24 января 2017 г.
- Поддержка PS4 Pro: Да.Улучшение разрешения и частоты кадров
Среди одной из самых ужасающих частей бешено популярной серии Resident Evil , Resident Evil 7: Biohazard , по сути, является мрачным слэшером. Ужас выживания, он видит вас в роли не отличного от других парня по имени Итан, который ищет свою жену в заброшенном и заброшенном особняке в болотистой, кишащей мухами заводи Луизианы. Дом, как и ожидалось, заполнен маньяками-людоедами, подпитываемыми садистским весельем, и их любопытными «изобретениями».Вам придется выжить в особняке, а также раскрыть ужасную тайну и схватить все возможное оружие.
По-настоящему устрашающий и прекрасно снятый, Resident Evil: Biohazard обязательно понравится поклонникам хоррор-игр и фильмов, таких как The Texas Chainsaw Massacre . Это сложно, но в то же время захватывающе, его краткая атмосфера создает почти постоянное напряжение. Честно говоря, это одно из самых страшных событий.
Купить сейчас £ 14,89, Amazon.co.uk
{{#hasItems}}
Сравнение цен
- {{/ hasItems}}
- {{merchant}} £ {{price}} Купить сейчас
{{#items}}
{{/Предметы}}
{{#hasItems}}
{{/ hasItems}}
‘Hellblade: Senua’s Sacrifice’
Лучшее: Приключенческий экшен
- Разработчик: Ninja Theory
- Дата выпуска: 8 августа 2017 г.
- Поддержка PS4 Pro: Да.Работает в 1440p, ускоренный режим нацелен на 60 кадров в секунду в 1080p
Глубокая и трогательная приключенческая игра, в которой исследуется все, от кельтской мифологии до психического здоровья и природы горя, Hellblade: Senua’s Sacrifice — это игра, не имеющая аналогов. Он следует за воительницей пиктов Сенуа, в стигийской одиссее, чтобы спасти душу своего потерянного любовника Диллиона от норвежцев, убивших его. Вы будете бродить по странным равнинам, сражаться с чудовищами в стиле народных ужасов и сразиться с самой Тьмой. Мы обнаружили, что это действительно захватывающий опыт, и это одна из тех редких игр для PS4, которые превращаются в искусство.
Приключенческий боевик, главный герой страдает психозом, который она считает проклятием. Один из способов это представить — через жуткое и убедительное повествование, поскольку все голоса в ее голове говорят над игровым процессом и визуальными галлюцинациями. Они жестоки и беспрерывны, постоянная болтовня проникает даже в битву. Трагическая предыстория Сенуа также раскрывается повсюду, что делает игру в целом очень личным, чутким опытом. В его центре — грубая и уязвимая игра его героини.
Купить сейчас £ 19,69, Amazon.co.uk
{{#hasItems}}
Сравнение цен
- {{/ hasItems}}
- {{merchant}} £ {{price}} Купить сейчас
{{#items}}
{{/Предметы}}
{{#hasItems}}
{{/ hasItems}}
‘Red Dead Redemption 2’
Best: Survival game
- Разработчик: Rockstar Games
- Дата выпуска: 26 октября 2018 г.
- Поддержка PS4 Pro: Да. Улучшенное разрешение и производительность
Лучший симулятор ковбоя, Red Dead Redemption 2 , перенесет вас в гигантское путешествие по Старому Западу с множеством бандитов, перестрелок и голодных волков.Это мрачная история, которая служит приквелом к оригинальной версии Red Dead Redemption . Вы играете за Артура Моргана, силовика банды, пытающегося сохранить жизнь банде Ван дер Линде после того, как ограбление пошло не так, и они оказались на ягненке.
Помимо жестокого повествования, мораль играет ключевую роль в Red Dead Redemption 2 , и ваши действия влияют на ваш рейтинг чести. Время от времени вам придется принимать трудные решения, будь то то, что делать с заложниками или способы сохранить жизнь вашей группе.
Нам нравится, что мир — один из самых больших, когда-либо виденных в играх, с сокровищницей побочных квестов и продолжающимся кинематографическим повествованием. Это настоящая радость — скакать по залитым солнцем, а иногда и мрачным и снежным равнинам. Red Dead Redemption 2 — это интуитивный, но чрезвычайно отполированный опыт, который перенесет вас в другой мир.
Купить сейчас £ 20, Ao.com
{{#hasItems}}
Сравнение цен
- {{/ hasItems}}
- {{merchant}} £ {{price}} Купить сейчас
{{#items}}
{{/Предметы}}
{{#hasItems}}
{{/ hasItems}}
«Bloodborne»
Лучшее: Кооперативная игра
- Разработчик : FromSoftware
- Дата выпуска: 24 марта 2015 г.
- Поддержка PS4 Pro: No.
Космический кошмар ужасов от тех же людей, которые создали легендарную серию игр Dark Souls , Bloodborne — суровая игра в жанре темного фэнтези, окутанная милями жутких, мрачно захватывающих знаний. Вы играете охотником, ищущим лекарство от ужасной чумы, разрушающей ветхий (и восхитительно готический) город Ярнхэм.
Вместе с болезнью появилось множество ужасных и смертоносных монстров. Вы будете сражаться с ними, используя все более смертоносное оружие, а также разгадываете секреты темного и ужасного мира, в котором вы оказались в ловушке, исследуя.Вам понадобится много терпения, решимости и внимания к деталям, чтобы остаться в живых в его преследуемых просторах.
Вдохновленная такими людьми, как HP Lovecraft и Брэм Стокер, Bloodborne i — захватывающая игра в жанре экшн, которая также обладает невероятным повествованием, будь то благодаря своей богатой атмосфере или своей дикой и странной мифологии. Проклятый город Ярнам изысканно прорисован, и мы сочли его зловещим удовольствием исследовать. Имейте в виду, что это сложная игра, на освоение которой нужно время, но результат того стоит.
Купить £ 7,95, Thegamecollection.net
{{#hasItems}}
Сравнение цен
- {{/ hasItems}}
- {{merchant}} £ {{price}} Купить сейчас
{{#items}}
{{/Предметы}}
{{#hasItems}}
{{/ hasItems}}
‘The Last Of Us’ Remastered
Лучшее: Шутер
- Разработчик: Naughty Dog
- Дата выпуска: 29 июля 2014 г.
- Поддержка PS4 Pro: Да . Работает в 1440p при 30 кадрах в секунду
В серии The Last of Us мир захвачен ужасным грибком-мутантом, который превращает людей во враждебные машины для убийства.Первая установка — это сиденье в первом ряду до конца света, и оттуда все становится только более напряженным. Приключенческий боевик, в котором много жестоких боев, головокружительных побегов и задушевный сюжет.
The Last Of Us обычно считается одной из лучших игр всех времен, и ее эпическая история продолжается в прямом продолжении, The Last Of Us 2 . Мы обнаружили, что это очень душевный рендеринг, его повествование не уступает мрачному научно-фантастическому фильму.Основная история следует за тем, что происходит через 20 лет после того, как все рухнет. Главный герой Джо, ныне контрабандист, действительно обвиняется с очень важным грузом: молодой девушкой, которую он должен сопровождать через то, что осталось от США. В настоящее время мир состоит в основном из карантинных зон, кишащих копами, кочевыми группами, а иногда и дружественными поселениями.
Купить £ 8,95, Thegamecollection.net
{{#hasItems}}
Сравнение цен
- {{/ hasItems}}
- {{merchant}} £ {{price}} Купить сейчас
{{#items}}
{{/Предметы}}
{{#hasItems}}
{{/ hasItems}}
«NieR: Automata»
Лучшее: Одиночная игра
- Разработчик: PlatinumGames
- Дата выпуска: 23 февраля 2017 г.
- Поддержка PS4 Pro: Да.Улучшенная графика и 60fs в разрешении 1080p
На первый взгляд, NieR: Automata слишком похож на извращенную аниме-RPG с главным героем с кукольным лицом. Однако на самом деле это экзистенциальный рассказ, пропитанный ультра-насилием, философией и черным юмором. Он следует за диким путешествием боевого андроида и его товарищей по миру, управляемому машинами. Окруженное пришельцами человечество сбежало на Луну, оставив армию андроидов, чтобы отбиваться от захватчиков.
Жанр-бендер: в нем преобладают боевые действия, но с помощью различных прохождений он переключается на другие жанры, в том числе драки и текстовые приключения. Это не всегда самый плавный переход, но, тем не менее, увлекательный. Любопытно, что вам придется проходить его несколько раз, и игра меняется с каждым ходом. Сами бои безумные, плавные и битком набитые противниками. В целом, NieR: Automata — великолепный и довольно странный опыт.
Купить сейчас £ 17.99, Argos.co.uk
{{#hasItems}}
Сравнение цен
- {{/ hasItems}}
- {{merchant}} £ {{price}} Купить сейчас
{{#items}}
{{/Предметы}}
{{#hasItems}}
{{/ hasItems}}
«До рассвета»
Лучшее: Многопользовательская игра
- Разработчик: Supermassive Games
- Дата выпуска: 28 августа 2015 г.
- Поддержка PS4 Pro: Нет
Приключенческая игра, основанная на выборе, в которой ваши действия, как правило, приводят к ужасным и непредвиденным последствиям. Until Dawn показывает, что вы управляете восемью молодыми людьми, отчаянно пытающимися остаться в живых в горном домике и окружающих его, определенно проклятых, лесах.Он также включает в себя увлекательную сюжетную линию, пропитанную всем, от местной мифологии до политики колледжа.
Cinematic (в комплекте с актерами озвучивания кинозвезд) Until Dawn бежит с головокружительной скоростью, и на самом деле кажется, что вы играете свой собственный фильм ужасов. Наряду с принятием диалоговых решений для персонажей, вам также нужно будет понять, как они перемещаются по миру и какие общие действия они предпринимают. Эти решения часто находятся под большим давлением, поскольку для создания напряжения требуются таймеры и умелое нажатие кнопок.Это также приведет к кульминации и вызовет другие события в будущем. Вы будете пожинать, как сеете.
Сохранить им всем жизнь — нелегкая задача, поскольку обреченные молодые люди оказываются жертвами ужасных угроз. Скорее всего, многие ваши персонажи умрут, и вы попадете в одну из уникальных концовок, оставив только пару на буксире.
Купить сейчас £ 13,04, Amazon.co.uk
{{#hasItems}}
Сравнение цен
- {{/ hasItems}}
- {{merchant}} £ {{price}} Купить сейчас
{{#items}}
{{/Предметы}}
{{#hasItems}}
{{/ hasItems}}
‘Ghost of Tsushima’
Лучшее: Игра с открытым миром
- Разработчик: Sucker Punch
- Дата выпуска: 17 июля 2020 года
- Поддержка PS4 Pro: Да .Улучшенное разрешение и увеличенная частота кадров
Игра Ghost of Tsushima , действие которой происходит в Японии 13 века, является идеальной игрой для PS4 для всех, кто когда-либо мечтал стать бродячим самураем. По мотивам кинематографических произведений японского режиссера Акиры Куросавы вы играете Дзин Сакаи, самурая, которому поручено защищать остров Цусима от безжалостных и жестоких вторжений монголов. Для этого вам нужно овладеть закулисной тактикой, которая явно противоречит благородным привычкам самураев.
Далее следует кинематографический игровой процесс с уникальной боевой системой, в которой вы используете новую дикую тактику, чтобы раз и навсегда отбиться от монголов. Помимо кражи и убийств, вы также будете наслаждаться напряженными дуэлями один на один, напоминающими такие фильмы, как Yojimbo .
Ghost of Tshushima — это , атмосферное глубокое погружение в мир феодальной Японии и превосходная дань уважения самурайским сказкам в целом. Это игра с открытым миром, проданная тиражом более пяти миллионов копий и встреченная критиками.
Купить сейчас £ 36.97, Smythstoys.com
{{#hasItems}}
Сравнение цен
- {{/ hasItems}}
- {{merchant}} £ {{price}} Купить сейчас
{{#items}}
{{/Предметы}}
{{#hasItems}}
{{/ hasItems}}
Часто задаваемые вопросы по играм для PS4
Когда была выпущена PS4?
PS4 является преемником консоли PS3 и впервые была выпущена в Северной Америке 15 ноября 2013 года. Затем она была выпущена в Европе, Южной Америке и Австралии 29 ноября 2013 года. PS5 была выпущена 19 ноября 2020 года.
Что такое PlayStation Plus?
PlayStation Plus — это служба подписки, которая может работать с планами оплаты на один, три или 12 месяцев. С его помощью вы можете получить доступ к эксклюзивным ежемесячным играм, таким как Fortnite и Apex Legends , и использовать его многопользовательский онлайн-сервис, чтобы вы могли играть с друзьями (даже если они сами не владеют игрой), а также 100 ГБ облачного хранилища для сохраните свой игровой прогресс.
Ежемесячные платежи составляют 6,99 фунтов стерлингов или 19,99 фунтов стерлингов каждые три месяца, или вы можете платить единовременную годовую плату в размере 49 фунтов стерлингов.99.
Можете ли вы играть в игры для PS4 на PS5?
Да, новая PS5, выпущенная 19 ноября 2020 года, была обратно совместима с более чем 4000 играми для PS4, однако некоторые функции, которые были доступны на консоли PS4, могут быть недоступны на консолях PS5. В результате некоторые игры для PS4 могут отображать ошибки при воспроизведении на PS5.
Поэтому рекомендуется использовать функцию «Game Boost» консоли PS5, которая позволит играм для PS4 работать с более плавной или более высокой частотой кадров и упростит игру.
Можно ли играть в игры для PS3 на PS4?
PS4, с другой стороны, не имеет обратной совместимости, поэтому вы не можете играть в игры для PS3 с диска или загружать их из PlayStation Network Store.
Чтобы решить эту проблему, используйте PlayStation Now, потоковую службу, которая позволяет вам играть в игры для PS3 на PS4 через соединение Wi-Fi. Для этого вам необходимо загрузить приложение PlayStation Now из PlayStation Network Store с подключением к Интернету со скоростью 5 Мбит / с или быстрее.
Как удалить игры на PS4?
Чтобы освободить место для хранения на PS4 и освободить место для новых игр, вам необходимо удалить их. Это можно сделать, найдя игру, которую вы хотите удалить, в меню игр, выберите «Удалить» в меню параметров и просто подтвердите.
Как поделиться игрой на PS4
Если вы хотите поделиться своим игровым опытом, прогрессом или счетом с другими, вы можете использовать для этого кнопку «Поделиться» на контроллере PS4.
Это позволит вам делать снимки экрана или захватывать видеоконтент в середине игры и делиться им в социальных сетях, прежде чем продолжить с того места, где вы остановились.Вы можете получить доступ ко всем своим снимкам экрана и видеоклипам в галерее захвата.
Если вы хотите поделиться игрой с друзьями и семьей, вы можете выбрать настройки в меню PS4, прокрутить до «управления учетной записью», выбрать «активировать в качестве основного PS4» и выбрать «активировать». Для этого вам нужно будет деактивировать вашу собственную консоль PS4 в качестве основной консоли. Это позволит получить доступ ко всем играм в вашей библиотеке на консоли вашего друга.
Как получить возмещение за игру для PS4
Если вы недовольны приобретенной игрой, вы можете потребовать возмещение в течение 14 дней.Однако у вас не будет права на возмещение, если вы уже начали скачивать или транслировать то, что вы купили, если только это не является неисправным.
Чтобы запросить возврат, вам необходимо заполнить эту форму на веб-сайте PlayStation.
Игры для PS4 все еще создаются?
PS4 геймеры радуются! Хотя все пытаются заполучить неуловимую PS5, похоже, что игры для PS4 по-прежнему будут производиться и выпускаться Sony. Ряд игр для PS5, например, Spider-Man: Miles Morales , также будет выпущен на PS4.Что касается новых игр, Хидеаки Нишино, глава Sony по планированию платформ, в интервью AV Watch намекнул, что новые игры для PS4 будут создаваться еще как минимум два года.
Вердикт: игры для PS4
God of War — одна из лучших когда-либо созданных игр, которая увлекает вас в эпическую одиссею, столь же захватывающую, сколь и глубокую. Богатое отображение скандинавской мифологии само по себе является удовольствием. Особого упоминания заслуживает игра Bloodborne , которая создает особый мрачный фэнтезийный мир, столь же нервирующий, сколь и красивый, и дополняющий его мрачное готическое очарование сложным игровым процессом, который доставляет мрачное удовольствие овладевать.
Для игры, в которую легче играть, но которая сопряжена со всевозможными пагубными последствиями, ужастик « До рассвета » абсолютно лучший — и играть в одиночку так же весело, как и с друзьями, несмотря на то, что вы играете в одиночку игра.
Подробнее:
Коды ваучера
Для получения скидок на игры и предложений на консолях используйте ссылки ниже:
Обзоры продуктов IndyBest беспристрастны, независимые советы, которым можно доверять. В некоторых случаях мы получаем доход, если вы переходите по ссылкам и покупаете продукты, но мы никогда не позволяем этому искажать наш охват.Обзоры составлены на основе мнений экспертов и реальных испытаний.
Деревянные контейнеры для компоста своими руками | Сделай сам
Сконструированные бункеры для компоста могут стать привлекательным дополнением к саду, в то время как в нем можно производить компостирование. В руководствах и на веб-сайтах можно найти довольно много конструкций контейнеров для компоста. Хотя все они могут немного отличаться, планы, как правило, имеют схожие черты — деревянную раму с деревянными планками, проволочную сетку или металлическую ткань.В этой статье мы разберем некоторые важные соображения при планировании постройки собственного самодельного мусорного ведра для компоста и поделимся некоторыми из наших любимых планов самодельного компостного мусорного ведра.
Вместо того, чтобы строить один квадратный контейнер для компоста, в некоторых планах требуется большая прямоугольная рама, разделенная на два или три квадратных отсека меньшего размера. Наличие двух или более отделений — удобный способ разделить компост по стадиям разложения. Когда одно отделение заполнится ингредиентами, переходите к следующему отделению.Продолжайте поддерживать влажность и регулярно переворачивайте.
Со временем содержимое первого бункера разложится и потеряет большую массу. Это нормально, когда купе было заполнено до перехода в следующее купе, и через несколько недель оно начинает выглядеть довольно запасным. Это означает, что разлагающиеся организмы, которые живут в мусорном ведре, делают свою работу! Когда компост в отсеке закончится, соберите урожай и используйте его в саду, а затем начните процесс заново.
Системы с двумя или тремя контейнерами также удобны для садоводов, которые могут не производить достаточно ингредиентов для компостирования, чтобы поддерживать более одного контейнера в течение года. Вместо того, чтобы использовать все отсеки для активного компостирования, можно было бы использовать одно отсек для хранения объемных материалов, таких как древесная щепа, солома или навоз, для добавления в активное компостное отделение по мере необходимости.
Проволока против дерева?
В одних планах стены должны быть из проволочной сетки или металлической ткани, а в других — из деревянных планок с неплотным расстоянием между ними.Оба они эффективно хранятся в мусорном ведре и обеспечивают некоторую вентиляцию.
Деревянные стены обычно дороже металлических. Многие склады пиломатериалов предварительно нарежут доски до размеров, указанных в ваших планах, однако эти пропилы могут быть не такими точными, как вы могли бы сделать дома. Вентиляционные пространства между планками позволяют грызунам и другим существам легко добраться до компоста, что особенно нежелательно для людей, живущих в городе или пригороде.
Те же самые организмы, которые производят компост, также портят древесину. Избегайте пиломатериалов, обработанных креозотом или мышьяком, потому что эти токсины могут попадать в компост, а затем в растения, которые компост будет кормить. Устойчивые к гниению пиломатериалы, такие как кедр, прослужат дольше, чем другие необработанные породы древесины, но при этом они будут более дорогими; Избегайте использования обработанной древесины, которая может привести к попаданию химикатов в компост и сад. После сборки бункера, возможно, стоит обработать его гидроизоляционным средством.Или просто замените гнилые доски по мере необходимости.
Проволочная сетка обычно дешевле деревянных реек и может служить дольше, чем необработанные сосновые доски. Выбирайте изделия из оцинкованной стали или изделий с виниловым покрытием, потому что они будут сопротивляться ржавчине дольше, чем другие сетки. Сетчатые стены более эффективны для отпугивания грызунов, чем деревянные стены. Если вы предпочитаете внешний вид дерева, но хотите предотвратить появление варминтов, подумайте о том, чтобы покрыть внутренние стенки деревянного мусорного ведра проволочной сеткой вместо того, чтобы выбирать тот или иной продукт.
Ваш мусорное ведро должно быть достаточно большим, чтобы в него поместились бытовые и кухонные отходы, которые вы производите, но следует учитывать и другие факторы. Если вы хотите сделать «горячий» компост, который убьет садовых вредителей и болезни растений, в каждом отсеке должна быть кучка не менее 3 футов высотой и 3 фута шириной.